Навигация
Технологія гнуття криволінійних елементів з ГКП великого радіусу і виготовлення шаблонів
13597
знаков
0
таблиц
2
изображения
2. Технологія гнуття криволінійних елементів з ГКП великого радіусу і виготовлення шаблонів
Гіпсокартон - це не еластичний, але гнучкий вироб. Його можна згинати як у повітряно-сухому, так і у зволоженому стані. Зрозуміло, що у зволоженому стані ГКП згинати набагато легше, ніж у сухому. Тому мінімальні радіуси гнуття зволожених ГКП суттєво менші, ніж сухих.
Слід відзначити, що найкращих результатів при виготовленні ГКП можна досягти, якщо використовувати ГКП товщиною 6,5; 9,5 і 12,5 мм і шириною 60 см.
Треба пам'ятати, що ГКП завжди слід вигинати вздовж довжини, а не вздовж ширини, оскільки їхнє вигинання повинно виконуватися упоперек волокон картонної оболонки.
Перед зволоженням ГКП водою необхідно покласти на підкладки, щоб запобігати зволоженню його кромок і зворотнього боку. Якщо цього не зробити, то при подальшій роботі з ГКП його можна пошкодити.
Зволоження гіпсового каменю ГКП здійснюють накриванням його увігнутої (в майбутньому) сторони мокрим рядном, яке періодично треба змочувати водою до тих пір, поки гіпсовий сердечник не зволожиться на потрібну глибин. Про ступінь просочування сердечника свідчить зміна кольору на обрізному ГКП на більш темний. Процес зволоження гіпсового сердечника можна значно прискорити, якщо піддавати майбутню увігнуту поверхню перфорації металевим циліндром з шипами уздовж і поперек ГКП, створюючи на ній, таким чином, макропори. Підготовлений до зволоження ГКП укладають на підкладки (зі смуг гіпсокартону або з дощок). В деяких випадках сухий ГКП зволожують на шаблоні за допомогою мокрого рядна.
Під час зволоження ГКП поступово, під дією власної ваги вигинається на поверхні шаблону до очікуваної форми. В інших випадках зволоження перфорованої поверхні здійснюють губкою, просоченою водою. Коли вже вода не буде просочуватися крізь макропори у гіпсовий сердечник, а буде залишатися на поверхні змочуваної картонної оболонки, то насичення гіпсового сердечника водою можна вважати закінченим. Інколи насичення гіпсового сердечника здійснюють не на повну його товщину, а на її частину, що виявляється достатнім для вигинання ГКП на шаблоні. Шаблон для вигинання ГКП треба розміщувати якомога ближче до місця зволоження ГКП.
Зволоженну ГКП дуже обережно підіймають і у вертикальному положенні підносять до шаблону, тримаючи за кромки, так, щоб вона не переломилась. Нижнім кінцем ГКП встановлюють на фіксатор так, щоб вісь ГКП і криволінійної поверхні шаблону співпадали. Потім, дуже обережно і повільно ГКП укладають на криволінійну поверхню шаблону і вигинають до потрібної форми. Кінці ГКП закріплюють на фіксаторах шаблону. Після цього необхідно зафіксувати вигин ГКІ І. наприклад, використовуючи клеючу стрічку обабіч шаблону, зняти ГКП з шаблону і встановити її для сушіння у тому ж положенні, яке вона займала на шаблоні. Після цього приступають до виготовлення наступного криволінійного елементу. Час сушіння криволінійного елементу становить не менше 24 годин. Після повного висихання ГКП отримують гнутий елемент заданої конфігурації. Увігнутою стороною, при цьому, може бути як лицьова, так і тильна сторона ГКП. Лицьова сторона по внутрішній дузі (конкав) утворює склепіння стелі, а лицьова сторона по зовнішній дузі (конвекс) утворює опуклу поверхню.
Отже, технологія виготовлення криволінійних гіпсокартонних елементів складається з наступних технологічних операцій, поданих в порядку послідовності їхнього виконання:
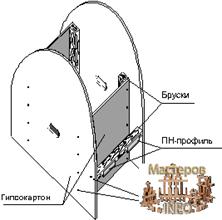
Конструкція шаблону для гнуття ГКП у зволоженому стані
Подальше використання гнучки: гіпсокартонних елементів в обшивц стель і стін також передбачає вико ристання відповідних металевих кар касів, виконаних з металеви: профілів Кнауф, до яких вони по винні бути закріплені. Зазвичай, так каркаси збирають з металевих СЕ (ПП) профілів (60x27x0,6 мм) прі улаштуванні криволінійних в план перегородок і пристінних каркасів.
Вигнуті CD (ПП) і UW (ПН профілі виготовляються будь-яким] радіусами (але не менше за 500 мм на спеціальному верстаті як для ду конкав, так і для дуг конвекс.
Підприємства Кнауф виготовляють металеві CD (ПП) профілі з радіусом вигину від 500 до 5000 мм і довжиною від 2600 до 4000 мм.
З'єднання металевих профілів Кнауф між собою у каркасах здійснюється шурупами, виштамповуванням і, рідше, за допомогою заклепок. Гіпсокартонні гнуті елементи обшивки стель, перегородок і стін закріплюються до металевих каркасів шурупами-саморізами.
Нанести перфорацію валиком з шипами (уздовж і поперек) ГКП на увігнутому її боці. У опуклих форм це тильна, а увігнутих - лицьова сторона ГКП.
1. ГКП перфорованим боком угору покласти на підкладки для відвернення зволоження її зворотнього боку.
3. Зволожувати перфорований бік ГКП водою, використовуючи для цього губку або пензель до потрібного ступеню водонасичення гіпсового сердечника.
4. Обережно, не вигинаючи ГКП, підняти її і перенести у вертикальному положенні до шаблону. Встановити ГКП на фіксатор шаблону так, щоб центр ГКП співпадав з віссю (центром) шаблону. Обережно покласти ГКП на криволінійну поверхню шаблону і акуратно, не поспішаючи, зігнути її по шаблону. Закріпити кінці ГКП у фіксаторах шаблону.
6. Зафіксувати вигин ГКП на шаблоні клеючою стрічкою. Зняти ГКП з шаблону і перенести його до місця сушіння.
Зрозуміло, що для виконання криволінійних елементів з гіпсокартону основною підготовчою операцією є виготовлення шаблонів, яке повинно забезпечити їхню багатооборотність, необхідну міцність і жорсткість, стійкість і відповідність їхніх розмірів вимогам проекту. Виготовлення шаблонів можна здійснювати будь-якими будівельними матеріалами, які забезпечують вищеназвані вимоги. Наприклад, для цього можуть бути використані ГКП і металеві профілі "Кнауф", дерев'яні бруски і дошки, міцна фанера, деревостружкова плита та ін. Для кріплення цих матеріалів можна використовувати цвяхи, шурупи, болти з гайками.
Роботи з виготовлення шаблонів можна виконувати в такій послідовності:
1. Підібрати необхідні матеріали для виготовлення шаблону.
2. Розмітити і вирізати несучі опірні елементи шаблона, які забезпечу ватимуть необхідний радіус гнуття (зазвичай приймається на 2-3 мм меншим за проектний).
3. Розмітити розпірні елементи-фіксатори для забезпечення жорсткої фіксації опірних елементів шаблону і необхідну ширину шаблону та гнутих елементів з гіпсокартону (зазвичай приймається менша ніж ширина ГКП).
4. Зібрати шаблон із заготовлених елементів, використовуючи для з'єднання опірних елементів шаблону ч < лементами-фіксаторами дерев'яні бруски (дошки) і шурупи.
5. Підготувати фіксатори (зажими) для закріплення кінців гіпсокартонних елементів (ГКП) після їхнього вигинання (наприклад, можна використати обрізки металевих профілів "Кнауф").
Використана література
1. Карапузов Є.К., Соха В.Г., Остапченко Т.Є. матеріали і техннології в сучасному виробництві: Підручник. – К.: Вища освіта, 2006. – 495с.: іл.
2. Старченко О.Ю., Гулш Д.В."Технологи сухого будовництва".Пщручник. - Кшв, 2005.- 420 с, 434 1л.
3. Утепление фасадов (Профессиональные материалы для строительства и реконструкции, Хенкель Баутехник (Украина)) 2005 – 51 ст.; ил.
4. Остапченко Т.Є. Технологія опоряджувальних робіт: Підручник. – К.: Вища освіта, 2003. – 384 с.: іл.
0 комментариев