ИССЛЕДОВАНИЕ ВЛИЯНИИЯ УЛЬТРАЗВУКА НА КОРРОЗИОННО-МЕХАНИЧЕСКОЕ ИЗНАШИВАНИЕ
Как показали исследования [1], влияние ультразвука на коррозионно-механическое изнашивание, представляющее собой коррозионное разрушение поверхности металла при одновременном наложении механических воздействий (удельной нагрузки и скорости скольжения), складывается из целого ряда факторов. Ультразвуковые колебания в силу своих специфических особенностей могут существенно влиять на скорость диффузионных процессов, а также на структуру пассивирующих слоев, препятствующих разрушению металла. В большинстве работ наблюдалась интенсификация диффузионных процессов в железе под действием ультразвука большой мощности [2]. Характер воздействия ультразвука и причины ускорения диффузии под его влиянием еще не объяснены. Авторы работы [3] связывают влияние ультразвука на структуру пассивирующих слоев с нарушением сплошности пленки в следствии воздействия на поверхность пассивного металла образующихся в растворе кавитационных полостей. В научной литературе мало внимания уделялось экспериментальным разработкам по выяснению воздействия ультразвука на коррозионно-механическое разрушение сталей.
В настоящей работе проводится анализ влияния механической нагрузки и акустической эмиссии на скорость коррозионно-механического разрушения стали в водном растворе серной кислоты. Взаимное влияние различных факторов на микроуровне затрудняет изучение коррозионно-механических процессов. Одним из методов, используемых в трении и износе, является рассмотрение влияния отдельных факторов на скорость суммарного процесса.
В наших экспериментах применялась стальная проволока (сталь У8А). Сначала, для снятия поверхностных напряжений и дефектов, возникающих при вытяжке, проволоку отжигали в вакууме (10-3 Торр) при температуре 760ОС в течение двух часов, затем охлаждали ее до комнатной температуры. Непосредственно перед погружением в реактор проволоку выдерживали в течение 5-10 сек в концентрированной азотной кислоте и промывали дистиллированной водой. В качестве водного электролита использовалась серная кислота химически чистая.
Для изучения кинетики взаимодействия стали с водным раствором серной кислоты использовали омический метод, который заключался в измерении электрического сопротивления образца проволоки с помощью электронного вольтметра при его растворении в результате коррозионно-механического разрушения.
Установка для исследования процессов растворения металла (рис.1) состояла из реакционной ячейки специальной конструкции (2), измерительной схемы, обеспечивающей непрерывную регистрацию электросопротивления растворяемого образца и системы возбуждения ультразвуковых колебаний. Реакционная ячейка представляла собой стеклянный сосуд с тремя отверстиями, в котором поддерживалась задаваемая температура с помощью термостата, и была снабжена электромагнитной мешалкой (1), частота вращения которой определялась посредством электронного тахометра ТЭ-7 и варьировалась в пределах от 900 до 1200 об/мин. Механическое нагружение проволоки регистрировалось при помощи динамометра, присоединенного к одному концу проволоки; другой конец прикреплялся к микрометрическому винту. Водный раствор кислоты, предварительно нагретый до температуры эксперимента заливали в реактор при включенной мешалке. Измерительная схема состояла из электронного вольтметра В7-34А (9).
Система возбуждения ультразвуковых колебаний частотой 125 кГц включала генератор синусоидальных сигналов RFT 03 005 (11), усилитель мощности LV-103 RFT (12), осциллограф С1-112А (10) и акустический волновод с пьезокерамическим кристаллом (5).
Выбор частоты объясняется ее обнаружением в спектре акустических колебаний (100-140 кГц).
Экспериментальные исследования состояли из трех частей: расчета энергии активации по уравнению Аррениуса; анализа влияния механических нагрузок на процесс растворения металлических образцов и анализа влияния ультразвука на скорость коррозии стали.
Для определения энергии активации процесса растворения стали в серной кислоте были проведены эксперименты при различных температурах электролита (50, 60, 70, 80 ОС). Зависимость скорости коррозии (![]() )от температуры выражается уравнением вида [4]:
)от температуры выражается уравнением вида [4]:
![]() , (1)
, (1)
![]() - скорость изучаемого процесса растворения стали, г
- скорость изучаемого процесса растворения стали, г![]() см-2мин-1;
см-2мин-1; ![]() - предэкспоненциальный множитель зависящий от механических свойств материала; Е - энергия активации; Т - термодинамическая температура, 0К; R - универсальная газовая постоянная, Дж/моль
- предэкспоненциальный множитель зависящий от механических свойств материала; Е - энергия активации; Т - термодинамическая температура, 0К; R - универсальная газовая постоянная, Дж/моль![]() К.
К.
Энергия активации определялась из зависимости константы скорости от температуры. Для этого (1) представляли так:
![]()
![]()
![]()
![]()
 , (2)
, (2)
Откладывая на графике (рис.2) экспериментальные значения ![]() по оси ординат и 1/Т по оси абсцисс, получаем серию точек, лежащих в пределах точности эксперимента на одной прямой. Тангенс угла наклона этой прямой равен (E/R), деленному на отношение масштабов по оси ординат и оси абсцисс.
по оси ординат и 1/Т по оси абсцисс, получаем серию точек, лежащих в пределах точности эксперимента на одной прямой. Тангенс угла наклона этой прямой равен (E/R), деленному на отношение масштабов по оси ординат и оси абсцисс.
Следовательно, E = R![]() tg
tg![]()
![]() , умноженному на отношение масштабов по оси ординат и оси абсцисс. Погрешность при расчетах энергии активации составляла ±1,5 ккал/моль.
, умноженному на отношение масштабов по оси ординат и оси абсцисс. Погрешность при расчетах энергии активации составляла ±1,5 ккал/моль.
Для изучения влияния механической нагрузки на коррозионное поведение металла была проведена серия экспериментов в интервале прикладываемых нагрузок от 70 Н до 100 Н. Предварительные эксперименты в более широком диапазоне механических нагрузок показали, что при наложении нагрузок более до 100 Н происходит пластическая деформация проволоки и механохимический эффект монотонно увеличивается. Приложение нагрузок свыше 100 Н приводило к разрыву проволоки. Из данных, представленных в таблице, следует, что при увеличении нагрузки до 100 Н происходит снижение энергии активации на 3,9 ккал/моль, по сравнению с исходной энергией активацией (без нагрузки).
На основании полученных данных было предложено эмпирическое уравнение для расчета зависимости эффективной энергии активации от приложенной нагрузки:
ЕАКТ = ЕОАКТ - Кэ Р, (3)
ЕАКТ - эффективная энергия активации коррозионно-механического изнашивания; ЕОАКТ - энергия активации процесса без механического нагружения; Р - приложенная нагрузка, МПа; Кэ - эмпирический коэффициент, полученный в результате обработки экспериментальных данных. В наших исследованиях коэффициент составил Кэ=0,995 в интервале нагрузок (70 - 100 МПа).
С целью изучения влияния ультразвукового воздействия на скорость коррозии на модельной системе проводились эксперименты без механического нагружения на проволоку. и при одновременном наложении статической нагрузки величиной 70 Н. Из табличных данных следует, что при отдельном влиянии ультразвука на систему скорость коррозии возрастает, но в меньшей степени, чем под влиянием только механической нагрузки. Одновременное воздействие ультразвука и механической нагрузки приводит к увеличению скорости коррозии и снижению энергии активации до 15,7ккал/моль.
Таким образом, исследование кинетических закономерностей коррозионно-механического поведения модельной системы сталь У8А - серная кислота показали, что наложение механической нагрузки и ультразвука повышает скорость коррозионно-механического разрушения металла, причем при одновременном воздействии нагрузки и ультразвука достигается максимальное увеличение скорости коррозионно-механического разрушения и происходит уменьшение энергии активации процесса. Расчет зависимости эффективной энергии активации процесса от приложенной нагрузки с достаточной степенью точности можно проводить по эмпирическому уравнению (3).
ЛИТЕРАТУРА
1. Алтухов В.К., Маршаков И.Н. Изучение кинетики электрохимических реакций в ультразвуковом поле. // Новые методы исследования коррозии металлов, М.: Наука, 1973. С.183-188.
2. Абрамов О.В. Электрохимические и электрофизические методы обработки, НИИ МАШ, 1969. N5-6. С.77.
3. Кукоз Ф.И., Скалозубов М.Ф. // Труды Новочеркасского политехнического института. Работы кафедры физики, 1959. Т. 73. С.137.
4. Кнорре Д.Г., Крылова Л.Ф., Музыкантов В.С. Физическая химия. М., 1981. 326с.
Приложение
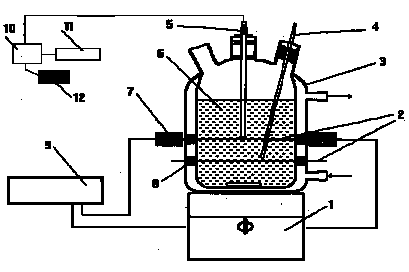
Рис. 1. Схема экспериментальной установки: 1 - электромагнитная мешалка; 2 - проволочный образец; 3 - термостатируемая реакционная ячейка; 4 - термометр; 5 - акустический волновод с пьезокерамическим кристаллом; 6 - реакционная среда; 7 - зажим тестера механических испытаний; 8 - пробка из кислотостойкой резины; 9 - вольтметр; 10 - осциллограф; 11 - генератор; 12 - усилитель.
![]()
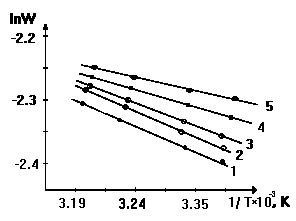
Рис.2. Зависимость скорости коррозии стали в серной кислоте от температуры: 1- без нагрузки; 2 - нагрузка 70Н; 3 - нагрузка 100Н; 4 - без нагрузки плюс ультразвук; 5 - нагрузка 70Н плюс ультразвук
Таблица.
Энергетические характеристики процесса
| Воздействие на образец | Стационарная скорость,г | Е АКТ ккал/моль | Предэкспо-нента. | |||
| температура эксперимента, ОС | ||||||
| 50 | 60 | 70 | 80 | |||
| - | 0,444 | 1,134 | 2,734 | 6,008 | 21 | 1,2 |
| 70 Н | 0,707 | 1,672 | 3,247 | 7,242 | 17,4 | 4,4 |
| 100 Н | 0,939 | 2,011 | 3,469 | 8,762 | 16;9 | 3,7 |
| Ультразвук | 0,629 | 1,662 | 2,998 | 6,795 | 17,4 | 4,6 |
| 70 Н и ультразвук | 1,106 | 2,457 | 5,267 | 10,028 | 15,7 | 2,4 |
Похожие работы
... -механиков Н =200, для электрослесарей Н =650, для станочников Н = 350). Определяем количество дежурных слесарей, электрослесарей и станочников для двухсменного обслуживания подъемно-транспортного оборудования предприятия. Состав парка ПТО и сумму ремонтных единиц, приходящихся на механическую и электрическую часть, принимаем по данным рассчитанным выше. Решение. Определяем количество дежурных ...
... во времени. Для этого устанавливается единый для всех рабочих мест такт производства: τ=Фдо/N=152ч./300к.в.=0,5ч/к.в (4) 6.Проектирование технологического процесса восстановления коленчатого вала ЗИЛ-130. Технический процесс проектируем применительно к абразивно-электрохимическому шлифованию, опираясь при этом на технологию ВНПО «Ремдеталь» [7,8]. Используем ...
... установленные теплообменные элементы с трапецеидальным продольным сечением и заглушенными верхними торцами элементов и патрубком подвода охлаждающего теплоносителя, отличающийся тем, что, с целью повышения эффективности работы путем интенсификации теплообмена, он дополнительно снабжен наклонными перегородками, установленными одна над другой с образованием чередующихся проемов с противоположными ...





... : 1. Электрофасоннолитейный цех (ЭФЛЦ) 2. Сортопрокатный цех (СГЩ) Рисунок 3.1. Производственная структура ОАО ММЗ «Серп и молот» 3 Листопрокатный цех (ЛПЦ) 4 Сталепроволочный цех (СтПЦ) 5 Калибровочный цех 6 Цех холодной прокатки нержавеющей ленты (ЦХПНЛ) Структурой завода предусмотрены следующие вспомогательные службы, оказывающие услуги для нужд основного производства и ...
0 комментариев