Навигация
Типы и методы организации производства, их технико-экономические характеристики
61748
знаков
8
таблиц
2
изображения
1.2 Типы и методы организации производства, их технико-экономические характеристики
Организация производственных процессов, выбор наиболее рациональных методов подготовки, планирования и контроля за производством во многом определяются типом производства на машиностроительном предприятии.
Под типом производства понимается совокупность признаков, определяющих организационно-техническую характеристику производственного процесса, осуществляемого на одном или многих рабочих местах в масштабе участка, цеха, предприятия. Тип производства во многом предопределяет формы специализации и методы организации производственных процессов [6, с. 13].
В основу классификации типов производства положены следующие факторы: широта номенклатуры, объем выпуска, степень постоянства номенклатуры, характер загрузки рабочих мест и их специализация.
Номенклатура продукции представляет собой число наименований изделий, закрепленных за производственной системой, и характеризует ее специализацию. Чем шире номенклатура, тем менее специализирована система, и, наоборот, чем она уже, тем выше степень специализации. Широкая номенклатура выпускаемой продукции обусловливает большое разнообразие технологических процессов и операций, оборудования, инструментов, оснастки и профессий рабочих.
Объем выпуска изделий - это количество изделий определенного вида, изготавливаемых производственной системой в течение определенного периода времени. Объем выпуска, и трудоемкость изделия каждого вида оказывают решающее влияние на характер специализации этой системы.
Степень постоянства номенклатуры - это повторяемость изготовления изделия данного вида в последовательные периоды времени. Если в один плановый период времени изделие данного вида выпускается, а в другие - не выпускается, то степень постоянства отсутствует. Регулярное повторение выпуска изделий данного вида является одной из предпосылок обеспечения ритмичности производства. В свою очередь, регулярность зависит от объема выпуска изделий, поскольку большой объем выпуска может быть равномерно распределен на последовательные плановые периоды [12, с. 16].
Характер загрузки рабочих мест означает закрепление за рабочими местами определенных операций технологического процесса. Если за рабочим местом закреплено минимальное количество операций, то это узкая специализация, а если за рабочим местом закреплено большое количество операций (если станок универсальный), то это означает широкую специализацию [4, с. 20].
В зависимости от указанных выше факторов различают три типа производственных процессов или три типа производства: единичное, серийное и массовое (рисунок 1).
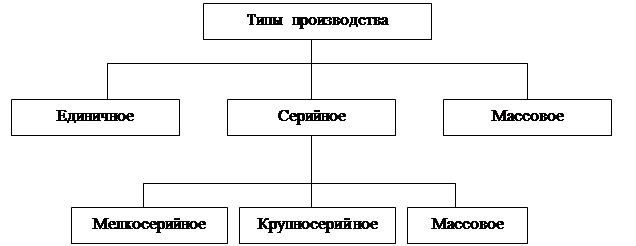 Рисунок 1. Классификация типов производства [6, с. 17]
Рисунок 1. Классификация типов производства [6, с. 17]
Основными показателями для определения типа производства могут служить коэффициенты специализации рабочих мест (Ссп), серийности (Ксер) и массовости (Км). Каждому типу производства соответствуют: величина указанных коэффициентов, вид используемого оборудования, технология и формы организации производства, виды движений предметов труда, производственная структура предприятия (цеха, участка) и другие особенности [12, с. 17].
Сравнительная характеристика типов и методов организации производства приведена в таблице 1.
Таблица 1. Сравнительная характеристика типов и методов организации производства [4, с. 23]
| Признаки | Тип производства | |||||||||
| единичное | серийное | массовое | ||||||||
| Метод организации | ||||||||||
| индивидуальный | партионный | поточный | ||||||||
| 1 | 2 | 3 | 4 | |||||||
| 1. Характеристика выпускаемой продукции | Большое разнообразие выпускаемой продукции (отдельные заказы) | Большая номенклатура продукции, выпускаемой в значительном количестве | Небольшая номенклатура продукции в больших количествах | |||||||
| 2. Повторяемость продукции | Не повторяется | Устойчивое чередование по времени | Стабильный выпуск | |||||||
| 3. Характеристика работ и рабочих мест | Разнообразие работ, отсутствие закрепления за рабочими местами определенных деталеопераций | За рабочими закреплены деталеоперации | Специализация рабочих мест на выполнение 1 - 3-х постоянно закрепленных операций | |||||||
| 4. Характеристика технологических процессов | Укрупненный, применяются маршрутные карты, большой удельный вес ручных и доводочных работ | Более детальная технология, сокращение ручных и доводочных работ | Подетальная, пооперационная технология, доведенная до трудоприемов | |||||||
| 5. Характеристика оборудования | Универсальное (для широкого перечня деталей) | Наряду с универсальным - специализированное | Специализированное оборудование и оснастка | |||||||
| 6. Характеристика деталей | Оригинальные | Увеличение удельного веса стандартных нормализованных деталей | Унифицированные взаимозаменяемые детали | |||||||
| 7. Характеристика производственного цикла | Большая длительность | Сокращение длительности | Длительность минимальная | |||||||
| 8. Квалификация рабочих | Высокая, рабочие - универсальные | Средняя | Средняя | |||||||
| 9. Характеристика оперативного | Децентрализованное | Централизованное | Централизация более глубокая | |||||||
| руководства |
| |||||||||
| 10. Эффективность производства | Высокая материалоемкость, трудоемкость и себестоимость продукции, низкая производительность труда | Снижение материалоемкости, трудоемкости и себестоимости, повышение производительности труда | Низкая материалоемкость, трудоемкость и себестоимость, высокая производительность труда |
| ||||||
| 11. Условное деление предприятий по производству | Тяжелое, транспортное, энергетическое машиностроение, самолетостроение, опытное, экспериментальное производство | Станкостроительные заводы | Автомобильные заводы |
| ||||||
Тип производства решающим образом влияет на эффективность использования ресурсов предприятия. Массовое производство позволяет выбирать прогрессивные исходные материалы и заготовки, высокопроизводительное оборудование, оснастку, наиболее прогрессивные формы организации производственных процессов, лучше использовать трудовые ресурсы.
Практическое значение квалификации типов производства заключается в том, что именно от них во многом зависят характер и особенности подготовки, планирования, учета и контроля производства, формы организации труда и производства, характер управления ими.
Правильное определение типа производства позволяет выбрать эффективный метод его организации, то есть ответить па вопрос, как эффективнее осуществить производственный процесс. Метод организации производства представляет собой совокупность приемов и средств реализации производственного процесса. Для единичного и мелкосерийного типов производства характерен единичный (индивидуальный) метод организации производства с использованием метода групповой технологии, для среднесерийного - партионный, с использованием как-группового метода, так и элементов поточного, для крупносерийного и массового типов производства - поточный.
Единичный тип производства характеризуется штучным выпуском изделий, повторяемость выпуска однородных изделий нерегулярна либо вовсе отсутствует. Поэтому индивидуальный (единичный) метод организации производства предполагает изготовление изделий или деталей небольшими неповторяющимися партиями или отдельными образцами [12, с. 19].
Индивидуальному (единичному) методу организации производства характерно:
1) большое разнообразие изготавливаемой продукции;
2) преобладание технологической специализации рабочих мест и отсутствие постоянного закрепления за ними определенных деталеопераций. С целью ограничения разнообразия работ в единичном производстве за отдельными рабочими местами закрепляют определенный вид работ. Такая технологическая специализация рабочих позволяет повысить производительность их труда;
3) большой удельный вес нестандартных, оригинальных деталей и узлов. Возможность использования стандартизированных конструктивно-технологических решений здесь ограничена в связи с неустойчивостью и разнотипностью номенклатуры выпускаемой продукции;
4) разработка укрупненных технологических процессов. Для регламентации технологического процесса используются маршрутные карты, в которых указываются только наименование операций, группы оборудования и укрупненные нормы времени. Детализация технологических операций осуществляется непосредственно в цехах мастерами и рабочими;
5) применение универсального оборудования и приспособлений, позволяющих обрабатывать широкий перечень деталей из-за часто меняющейся номенклатуры изделий. Здесь широко применяются универсально-сборные приспособления (УСП), которые собираются из нормализованных элементов, а после использования расчленяются на элементарные детали;
6) относительно большой удельный вес ручных, сборочных и доводочных операций;
7) преобладание рабочих-универсалов высокой квалификации. Это требует большое разнообразие работ, которое приходится выполнять рабочим. Они должны обладать широким кругом разнообразных навыков;
8) децентрализация оперативного руководства производством;
9) выполнение работ на универсальном оборудовании без специальной оснастки, большая доля ручных работ, в том числе доводочных, значительно удлиняют производственный цикл [6, с. 22].
Высокая квалификация рабочих, повышенные затраты материалов и трудоемкость обусловливают высокую себестоимость выпуска смой продукции. Единичный тип производства характерен для предприятий тяжелого, транспортного и энергетического машиностроения, судостроения, опытного производства и т. д.
С ускорением технического прогресса доля единичного типа производства повышается. Его совершенствование идет по линии применения современного быстро-переналаживаемого оборудования - станков с ЧПУ, которые могут выполнять разнообразные операции. Важной задачей единичного производства является использование типизированных производственных процессов, а также расширение применения нормативных, унифицированных и даже стандартных деталей и узлов при подготовке производства новой продукции.
0 комментариев