Навигация
Литейное производство. Специальные методы литья
22748
знаков
0
таблиц
1
изображение
3. Литейное производство. Специальные методы литья
Литейным производством называют процессы получения фасонных изделий (отливок) путем заливки расплавленного металла в полую форму, воспроизводящую форму и размеры будущей детали. После затвердевания металла в форме получается отливка - заготовка или деталь. Отливки широко применяют в машиностроении, металлургии и строительстве.
При всем разнообразии приемов литья, сложившихся за длительный период развития его технологии, принципиальная схема технологического процесса литья практически не изменилась за более чем 70 веков его развития и включает четыре основных этапа: плавку металла, изготовление формы, заливку жидкого металла в форму, извлечение затвердевшей отливки из формы.
В последние годы в литейном производстве повсеместно внедряются специальные способы литья, имеющие ряд преимуществ по сравнению с традиционным литьем в разовые песчано-глинистые формы. Удельный вес отливок, получаемых специальными способами, неуклонно увеличивается.
К специальным способам относят литье:
а) в постоянные металлические формы (кокиль),
б) центробежное,
в) под давлением,
г) в тонкостенные разовые формы,
д) по выплавляемым моделям,
е) корковое, или оболочковое,
ж) электрошлаковое литье.
Специальные способы литья позволяют получать отливки более точных размеров с хорошим качеством поверхности, что способствует уменьшению расхода металла и трудоемкости механической обработки; повысить механические свойства отливок и уменьшить потери от брака; значительно снизить или исключить расход формовочных материалов; сократить производственные площади; улучшить, санитарно-гигиенические условия и повысить производительность труда.
Одним из наиболее распространенных является литье в кокиль. Кокилем называют цельную или разъемную металлическую форму, изготовленную из чугуна или стали.
Кокили предназначены для получения большого количества одинаковых отливок из цветных или железоуглеродистых сплавов. Стойкость кокилей зависит, от материала и размеров отливки и самого кокиля, а также от соблюдения режима его эксплуатации.
Перед заливкой металла кокили подогревают до температуры 100...300°С, а рабочие поверхности, контактирующие с расплавленным металлом, покрывают защитными обмазками. Покрытие обеспечивает увеличение срока службы кокиля, предупреждение приваривания металла к стенкам кокиля и облегчение извлечения отливок. Подогрев предохраняет кокиль от растрескивания и облегчает заполнение формы металлом. В процессе работы необходимая температура кокиля поддерживается за счет теплоты, выделяемой заливаемым металлом. После затвердевания отливку извлекают встряхиванием или при помощи выталкивателя.
Кокильное литье позволяет снизить расход металла на прибыли и выпоры, получать отливки более высокой точности и чистоты поверхности, улучшить их физико-механические свойства. Вместе с тем этот способ литья имеет и недостатки. Быстрое охлаждение металла затрудняет получение тонкостенных отливок сложной формы, вызывает опасность появления у чугунных отливок отбеленных труднообрабатываемых поверхностей.
Литье под давлением - один из наиболее производительных методов получения точных фасонных отливок из цветных металлов. Сущность способа заключается в том, что жидкий или кашицеобразный металл заполняет форму и кристаллизуется под избыточным давлением, после чего форму раскрывают и отливку удаляют.
По способу создания давления различают: литье под поршневым и газовым давлением, вакуумное всасывание, жидкую штамповку.
Наиболее распространено формообразование отливок под поршневым давлением - в машинах с горячей или холодной камерой сжатия. Сплавы, применяемые для литья под давлением, должны обладать достаточной жидкотекучестью, узким температурно-временным интервалом кристаллизации и химически не взаимодействовав с материалом пресс-форм. Для получения отливок рассматриваемым способом используют цинковые, магниевые, алюминиевые сплавы и сплавы на основе меди (латуни) (рис. 1).
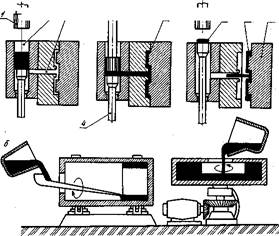
Рис. 1 - Специальные способы литья: а - под давлением; б - центробежный
Центробежный способ литья применяется главным образом для получения полых отливок типа тел вращения (втулок, обечаек для поршневых колец, труб, гильз) из цветных и железоуглеродистых сплавов, а также биметаллов. Сущность способа состоит в заливке жидкого металла во вращающуюся металлическую или керамическую форму (изложницу). Жидкий металл за счет центробежных сил отбрасывается к стенкам формы, растекается вдоль них и затвердевает.
Длинные трубы и гильзы отливают на машинах с горизонтальной осью вращения, короткие втулки, венцы большого диаметра - на машинах с вертикальной осью вращения.
Наряду с высокой производительностью и простотой процесса центробежный способ литья по сравнению с литьем в стационарные песчано-глинистые и металлические формы обеспечивает более высокое качество отливок, почти устраняет расход металла на прибыли и выпоры, увеличивает выход годного литья на 20...60 %. К недостаткам способа следует отнести высокую стоимость форм и оборудования и ограниченность номенклатуры отливок.
Литье, по выплавляемым (вытапливаемым) моделям состоит в следующем. Металл заливают в разовую тонкостенную керамическую форму, изготовленную по моделям (также разовым) из легкоплавящегося модельного состава. Этим способом получают точные, практически не требующие механической обработки отливки из любых сплавов массой от нескольких граммов до 100 кг.
Технология производства отливок по выполняемым моделям включает следующие этапы: изготовление пресс-форм для моделей; получение восковых моделей запрессовкой модельного состава в пресс-формы; сборка блока моделей на общий питатель (в случае мелких отливок); нанесение огнеупорного покрытия на поверхность единичной модели или блока; вытапливание моделей из огнеупорных (керамических) оболочек-форм; прокаливание форм; заливка металла в горячие формы.
Литьем по выплавляемым моделям получают разнообразные сложные отливки для автотракторостроения, приборостроения, для изготовления деталей самолетов, лопаток турбин, режущих и измерительных инструментов.
Стоимость 1 т отливок, получаемых по выплавляемым моделям, выше, чем изготовляемых другими способами, и зависит от многих факторов (серийности выпуска деталей, уровня механизации и автоматизации литейных процессов и процессов механической обработки отливок).
Литье в оболочковые формы применяется для получения отливок массой до 100 кг из чугуна, стали и цветных металлов.
Тонкостенные (толщина стенки 6...10 мм) формы изготовляют из песчано-смоляной смеси: мелкозернистого кварцевого песка и термореактивной синтетической смолы (3...7 %). Песчаносмоляную смесь готовят перемешиванием песка и измельченной порошкообразной смолы с добавкой растворителя (холодный способ) или при температуре 100... 120 °С (горячий способ), в результате чего смола обволакивает (плакирует) зерна песка. Затем смесь дополнительно дробится до получения отдельных зерен, плакированных смолой, и загружается в бункер. Формовка производится по металлическим моделям.
Модель в литниковой системе закрепляют на подмодельной плите, нагревают до температуры 200...250 °С и наносят на их рабочую поверхность тонкий слой разделительного состава. После этого модельной плитой закрывают горловину бункера (модель внутри) и поворачивают его на 180°. Смесь падает на нагретую модель, смола правится и через 15...25 с на модели образуется оболочка (полуформа) нужной толщины. Бункер снова поворачивают на 180°, оставшаяся смесь осыпается на дно бункера, а модельная плита с полутвердой оболочкой помещается в печь для окончательного твердения при температуре 300...400 "С в. течение 40.,.60 с. При помощи специальных выталкивателей полуформа легко снимается с модели.
Скрепление (сборка) полуформ осуществляется металлическими скобами, струбцинами или быстротвердеющим клеем. Аналогичным способом изготовляют песчано-смоляные стержни для пустотелых отливок.
Собранные оболочковые формы для придания им большей жесткости помещают в опоки, засыпают снаружи чугунной дробью или сухим песком и заливают металлом. После затвердевания отливки оболочковая форма легко разрушается.
Отливки, изготовленные в оболочковых формах, отличаются большой точностью и чистотой поверхности, что позволяет на 20...40 % снизить массу отливок и на 40...60 % трудоемкость их механической обработки. По сравнению с литьем в песчано-глинистые формы трудоемкость изготовления отливок снижается в несколько раз. Этим способом получают ответственные детали машин - коленчатые и кулачковые валы, шатуны, ребристые цилиндры и т.п. Процессы изготовления оболочек легко поддаются автоматизации.
Несмотря на большую стоимость песчано-смоляной смеси по сравнению с песчано-глинистой, при массовом и серийном производстве отливок достигается значительный экономический эффект.
Список литературы
1. Васильева И.Н. Экономические основы технологического развития. – М.: Банки и биржи, ЮНИТИ, 1995. – 160 с.
2. Дворцин М.Д. Основы теории научно-технического развития производства. – М.: МИНХ, 1988. – 80 с.
3. Основы технологий важнейших отраслей промышленности: В 2 ч. Ч.1 / Под ред. И.В. Ченцова, В.В. Вашека и др. – М.: Высшая школа, 1989. – 323 с.
4. Основы технологий важнейших отраслей промышленности: В 2 ч. Ч.2 / Под ред. И.В. Ченцова, В.В. Вашека и др. – М.: Высшая школа, 1989. – 199 с.
5. Степанов Ю.А., Баландин Г.Ф. и др. Технология литейного производства. – М.: Машиностроение, 1984. – 285 с.
6. Технология важнейших отраслей промышленности / Под ред. А.М. Гинберга, Б.А. Хохлова. – М.: Высшая школа, 1985. – 495 с.
Похожие работы





... концентрация пыли в выбросах цеха снизится и будет находится в пределах показателя ПДВ или будет превышать его незначительно. 6.3 Описание технологической схемы очистки выбросов цеха литья пластмасс В цехе литья пластмасс основными источниками загрязнения атмосферного воздуха являются термопластавтоматы в количестве 12 штук и сушильные шкафы, в которых ведется подготовка материала к ...




... пояс» II. ЦЕЛЬ ПРАКТИКИ Научиться изготавливать мастер-модель, литейную форму и качественные отливки декоративных моделей, а также ознакомиться с химико-механической обработкой. III. ПРОЦЕСС ИЗГОТОВЛЕНИЯ ХУДОЖЕСТВЕННОЙ ОТЛИВКИ 1. Подготовительный этап 1.1 Авторский замысел Творческий процесс – процесс создания художественного произведения, ...
... первоначального накопления капитала начался лишь в XVII в. и продолжался, по некоторым оценкам, вплоть до 70-х гг. XIX вв. Он характеризовался рядом особенностей, обусловленных своеобразным социально-экономическим развитием страны. Особенности первоначального накопления капитала в России: 1. Господство феодальной собственности на землю. 2. Большая роль внутренней торговли, государственных ...





... ? 25. В чем сущность биохимических, фотохимических, радиационно-химических, плазмохимических процессов? Указать области их применения. 26. Какие основные группы физических процессов используют в системах технологий? 27. Дать определение машиностроению как комплексной области. Какова структура машиностроительного предприятия? 28. Раскрыть сущность понятий «изделие», «деталь», «сборочная единица ...
0 комментариев