ИЗГОТОВЛЕНИЕ ИЗДЕЛИЙ ИЗ НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ
Изготовление изделий из пластмасс
Цель работы; ознакомиться с технологией изготовления изделий из пластмасс прессованием; изучить устройство и работу оборудования и инструмента: приобрести практические навыки прессования.
Краткие теоретические сведения. Пластические массы — это материалы на основе природных или синтетических высокомолекулярных соединений (полимеров), способные перерабатываться в результате пластических деформаций под влиянием нагревания и давления и затем сохранять закрепленную в результате охлаждения или отвердевания форму.
Пластмассы по их отношению к воздействию температуры подразделяются на две группы — термопластические, или термообратимые (термопласты), и термореактивные, или термонеобратимые (реактопласты).
Термопласты — материалы на основе линейных разветвленных полимеров и сополимеров; при нагревании приобретают пластичность, а при охлаждении вновь возвращаются в твердоупругое состояние. При этом свойства материала не изменяются. К этому типу пластмасс относятся полистирол, полиэтилен, поливинилхлорид, полиметилметакрилат (органическое стекло) и др.
Реактопласты при нагревании сначала переходят в вязкотекучее состояние, а затем в результате химических реакций — в твердое неплавящееся и нерастворимое состояние. Отвержденные термореактивные пластмассы нельзя повторным нагревом вновь перевести в вязкотекучее состояние, так как при этом они обугливаются и сгорают Изделия из реактопластов изготавливают из технологических полуфабрикатов, представляющих собой однородные смеси, в основе которых находится не готовый полимер, а его полупродукт (мономер, олигомер и т. п.), превращающийся при нагреве в закопченное высокомолекулярное соединение с пространственной структурой макромолекул.
В состав большинства пластмасс, кроме полимерного связующего, могут входить наполнители, красители, порообразователи, отвердители, смазывающие вещества и другие добавки.
В основе процесса формообразования изделий из пластмасс лежит свойство полимеров приобретать вязкотекучее состояние при нагревании до сравнительно невысоких температур (90...200 °С). Формообразование выполняется в закрытых рабочих формах — пресс-формах при определенных параметрах процесса (температуре, давлении и времени выдержки).
Основные способы переработки пластмасс: прессование (прямое и литьевое); литье под давлением — инжекционное прессование, экструзия; формование из листов (пневмоформование, формование штамповкой, вакуумное формование); формование крупногабаритных изделии из слоистых пластмасс (контактное, вакуумное, автоклавное, намоткой); сварка, механическая обработка.
К основным свойствам пластмасс относятся: механические, диэлектрические, теплофизические, фрикционные и др. Плотность пластмасс зависит от природы полимера, вида наполнителя, условий переработки изделий и других факторов. В среднем плотность пластмасс в 2 раза меньше, чем у алюминия, и в 5...8раз меньше, чем у стали, меди и других металлов.
Прочность пластмасс колеблется в широких пределах и зависит от видов полимера и наполнителя, а также от их соотношения. Удельная прочность, т.е. прочность, отнесенная к плотности, для ряда пластмасс выше, чем у металлов, однако модуль упругости заметно ниже.
Основными недостатками пластмасс являются ограниченная теплостойкость (до 400 °С) и чувствительность к колебаниям влажности.
Все пластмассы являются диэлектриками. Теплопроводность пластмасс во много раз меньше, чем у металлов. Коэффициент линейного расширения у пластмасс гораздо выше чем у металлов, изменяется в широких пределах и зависит от структуры материалов и его наполнителя.
Пребывание пластмасс в воде или атмосфере с высокой влажностью во многих случаях приводит к снижению их физико-механических и диэлектрических характеристик. Большинство пластмасс стойки к действию нефтепродуктов, а некоторые из них—к сильно агрессивным средам.
Фторопласты, полиамиды, текстолиты, древеспослоистые пластмассы имеют малый коэффициент трения, т. е. обладают антифрикционными свойствами и применяются в подшипниках скольжения.
Пластмассы на основе фенолформальдегидных смол с волокнистым наполнителем имеют высокий коэффициент трения (0,2...0,6) и применяются как фрикционные материалы в тормозных системах и фрикционных передачах.
Оборудование, инструмент, материалы, шт.
Пресс гидравлический усилием 100 кН 1
Пресс-формы 5... 6
Печь лабораторная с рабочей температурой до 300 °С 3
Мерный ковшик 1
Весы технические 1
Секундомер 2
Термореактивиые или термопластические пластмассы (порошок, гранулы)
Совок 2
Штангенциркуль с величиной отсчета 0,1 мм и верх- 6
ним пределом измерения 125 мм
Порядок выполнения работы. Изучить устройство и работу оборудования и инструмента. Ознакомиться с правилами техники безопасности. По чертежу детали и табл. 7.1 установить температуру, давление р и время выдержки при прессовании. Рассчитать необходимое усилие прессования Р, МН, по формуле
Р = p * S пр,
где р — давление прессования, МПа; S пр — площадь сечения прессовки, перпендикулярного к направлению приложения усилия прессования, м2.
Режимы прессования пластмассовых изделий
| Пластмасса | Давление прессования р, МПа | Температура, оС | Выдержка в Форме, мин/мм |
| Полиэтилен | 10...25 | 140...160 | 1...2 |
| Полистирол | 10...25 | 170...220 | 1...2 |
| Пресс-порошок К-15-2 | 10...25 | 180...200 | 1...1.2 |
| Пресс-порошок К-! 7-2 | 10...25 | 180...200 | 1...1.2 |
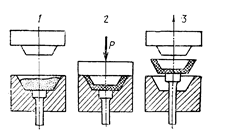
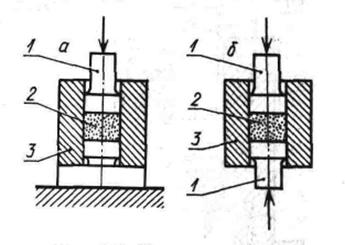
Рис.. Схема процесса 1-загрузка пресс-материала; 2 - прессование; 3 — извлечение изделия
Рассчитать необходимее манометрическое давление р м по формуле![]()
где S пл - площадь поперечного сечения прессующего плунжера, м 2.
В лабораторной печи подогреть пресс-форму на 20... 25 оС выше температуры формования изделия.
Произвести объемное или весовое дозирование пресс- материала. Загрузить пресс-материал в нагретую пресс-форму и поместить ее снова в печь на 5...7 мин. Извлечь пресс-форму из печи, установить на пресс и произвести прессование изделия (рис. 1), соблюдая необходимое манометрическое давление и время выдержки.
Извлечь изделие из пресс-формы. Очистить пресс-форму от прилипших частиц и собрать. По окончании работы выключить печи, привести в порядок рабочее место, оборудование, инструмент.
Содержание отчета. Кратко описать процесс изготовления изделий из пластмассы. Привести эскиз изделия, схему процесса прессования и расчет манометрического давления. Обосновать выбор температуры, давления прессования и времени выдержки при прессовании.
Контрольные вопросы и задания
1. Что собой представляет пластмасса?
2. В чем отличие термопластов от реактопластов?
3. Чем отличаются сложные пластмассы от простых?
4. Какие компоненты входят в сложные пластмассы?
5. Какие пластмассы называются композиционными?
6. Перечислите основные способы получения изделий из пласт-масс в вязкотекучем состоянии.
7. Назовите несколько наиболее распространенных термопластов и реактопластов.
Изготовление изделий из резиныЦель работы: ознакомиться с технологией изготовления резиновых изделий методом прессования; изучить оборудование, приспособления, инструмент; приобрести практические навыки изготовления резиновых изделий.
Краткие теоретические сведения. Резина является продуктом вулканизации смеси, содержащей каучук, наполнители, пластификаторы, активаторы вулканизации, антиоксиданты и другие ингредиенты. Важнейшим свойством резины является ее высокая упругость, т.е. способность к большим обратимым деформациям. К другим ценным специальным свойствам резины, зависящим, главным образом, от типа каучука, относятся тепло-, масло-, бензо-, морозостойкость, стойкость к действию агрессивных сред и радиации, газонепроницаемость, диэлектрические свойства и др. Механические свойства резины зависят от типа и особенностей строения применяемого каучука, типа и дозировки наполнителя и пластификатора, характера вулканизирующей группы и других факторов.
Каучук является основой резины. Различают синтетический и натуральный каучук. Натуральный каучук получают из млечного сока каучуконосных растений. Синтетический каучук — вещество, по свойствам близкое к натуральному, получают путем синтеза простых органических веществ, так называемых каучукогенов (бутадиен, стирол, хлоропрен, бутилен и др.), и полимеризацией их в каучукоподобный продукт. Сырьем для получения каучукогенов служат нефтепродукты, природный газ, древесина и др.
Резина подразделяется па две группы: общего назначения, применяемая для изготовления автомобильных шин, конвейерных лепт, приводных ремней, рукавов, изделий бытового назначения и т. д., и специального назначения, применяемая для изготовления изделий, которые должны обладать одним или несколькими из упомянутых выше специальных свойств.
Процесс производства изделий из резины включает следующие операции: пластификацию каучука, приготовление резиновых смесей, их переработку в полуфабрикат и изделия, вулканизацию. Основные виды переработки резиновой смеси: каландрование (формование резиновой смеси на многовальцовых машинах-каландрах), шприцевание (непрерывное выдавливание), формование (прессование, литье под давлением) и прорезинивание тканей. Вулканизация является завершающей операцией при изготовлении резиновых изделий. Она может быть горячей (процесс проходит при 120...200°С) и холодной (изделие погружают на короткое время в раствор хлористой серы в сероуглероде или четыреххлористом углероде). При холодной вулканизации в состав резиновой смеси сера не входит. Холодный способ вулканизации применяют для тонкостенных изделий.
Вулканизация — сложный физико-химический процесс, в результате которого макромолекулы каучука образуют определенную пространственную структуру. В результате вулканизации повышаются прочность, твердость, эластичность, тепло- и морозостойкость каучука, снижается степень его набухания в органических растворителях.
Основное вулканизирующее вещество — сера. Изменяя ее количество в составе резиновых смесей, можно получить резину, обладающую различными степенями эластичности. При добавке 2...8 % серы получают мягкую резину, при 12...20 % — полутвердую и при 25... 50 % — твердую резину (эбонит).
Для нужд современной техники применяют мягкие, жесткие (эбонит), пористые и пастообразные (для герметизации и уплотнения) резины.
Порядок выполнения работы. Изучить устройство и работу оборудования, приспособлений и инструментов, используемых при проведении лабораторной работы.
Ознакомиться с правилами техники безопасности.
Рассчитать необходимое усилие, прессования Р п по формуле![]()
где р — давление прессования, МПа; в зависимости от состава резиновой смеси выбирается в пределах I... 2 МПа; Snp — площадь сечения прессовки, перпендикулярного к направлению приложения усилия прессования, м2.
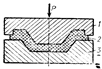
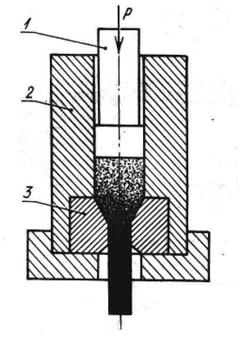
Рис. 2. Схема прямого прессования резинового изделия:
1 - пуансон; 2 - изделие; 3 – матрица

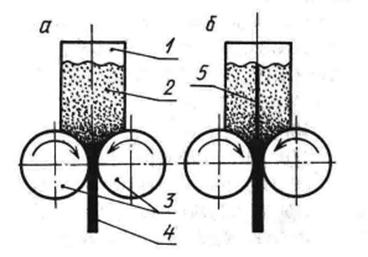
Рис. 3. Схема сжатия пресс-формы при вулканизации:
1—струбцина; 2 — прижимной винт; 3 — пресс форма
Рассчитать необходимое манометрическое давление А, по формуле
![]()
где S пл — площадь поперечного сечения прессующего плунжера, м2.
Произвести дозировку взвешиванием резиновой смеси (сырой резины) пяти-шести составов с содержанием вулканизатора от 5 до 30 %. Подогреть пресс-формы в лабораторной печи на 10... 15 °С выше температуры вулканизации. Загрузить резиновую смесь в нагретые пресс-формы и произвести прессование (рис. 2) с выдержкой 20...30 с.
Снять пресс-формы с пресса, сжать их струбцинами (рис. 3) и поместить в лабораторную печь, нагретую до 150 °С, для вулканизации в течение 40 мин.
Извлечь пресс-формы из печи, освободить от струбцин, извлечь изделия из пресс-форм.
Изделия из резины разного состава испытать на твердость.
Построить зависимость твердости от содержания вулканизатора в резиновой смеси.
Оборудование, инструмент, материалы, шт.
Пресс гидравлический усилием 5...10 кН 1
Пресс-формы 6
Весы технические 1
Электропечь лабораторная с рабочей 6
температурой до 300 °С
Резиновые смеси с содержанием серы 1 кг
(каждого 5, 10, 15, 20, 25, 30 % состава)
Содержание отчета. Кратко описать процесс изготовления изделий из резины. Привести эскиз изделия и схему процесса прессования.
Построить график зависимости между содержанием вулканизирующей группы в резине и ее твердостью после вулканизации.
Контрольные вопросы и задания
1. Что представляет собой резина?
2. Перечислите основные ингредиенты, входящие в состав резины.
3. Какова роль вулканизаторов при изготовлении резиновых изделий?
4. Как влияет количество вулканизаторов на свойства резины?
5. Какова роль наполнителя в резинах?
6. Перечислите основные способы изготовления резиновых изделий.
7. Как классифицируются резины по применению?
8. Где применяются мягкие, жесткие, пористые и пастообразные резины?
Похожие работы
... реакций в их структуре, в результате чего такой материал остается твердым и не размягчается при повторных нагревах до достаточно высоких температур. Представителями термореактивных материалов являются фенолформальдегидная, глифталевая, эпоксидная смолы, непредельные полиэфиры и др. Природа протекания химических реакций, приводящих к необратимому затвердеванию, может иметь различный характер. Оно ...
... хозяйстве. 8.Как подразделяются латуни по технологическому признаку? 9.Перечислите основные виды бронз. 10.Как влияют легирующие элементы на механические свойства бронз? Раздел VII. НЕМЕТАЛЛИЧЕСКИЕ МАТЕРИАЛЫ Полимерные материалы и изделия. Изучая данный раздел, уясните, что в основе конструкционных материалов из пластических масс лежат полимеры. Свойства этих материалов определяются физико- ...
... коэффициент трения и удельный износ. Результаты исследований приведены на рис№10, №11. Рис.10. Рис.11 Глава IY. Технология изготовления триботехнических материалов на основе полимеров 4.1. Принципы создания композиционных материалов на основе полимеров Эксплуатационная долговечность машин и механизмов в ряде случаев определяется надежностью работы узлов трения. Применение ...
... (псевдосплавы) для изготовления электрических контактов, которые получить другими способами невозможно; магнитные материалы для изготовления постоянных магнитов, магнитоэлектриков, ферритов и т. д. 2. Технология производства металлических порошков Получение металлических порошков является важнейшей операцией технологического процесса изготовления деталей из порошковых материалов, от которой ...
0 комментариев