Навигация
Классификация тары из картона и гофррокартона
75504
знака
0
таблиц
0
изображений
3.3 Классификация тары из картона и гофррокартона
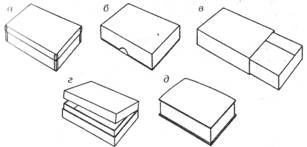
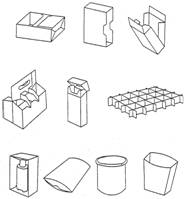
Под видом тары понимают классификационную единицу, определяющую тару по геометрической форме и конструктивным особенностям. Из картона и гофрокартона различают следующие виды тары: пачки, коробки, лотки, ящики, контейнеры.
Пачки – это один из самых массовых видов потребительской тары. Их изготавливают из листового или рулонного картона массой 1м² от 250 до 600 г/м². Конструктивно пачки производят из одной заготовки. Конструкцию пачки и материал выбирают в зависимости от вида упаковываемой продукции, ее формы, массы, технологии упаковывания и других требований. Заказчику пачки поставляют преимущественно в сложенном виде.
Коробки отличаются от пачек незначительной высотой по сравнению с длиной и шириной. Коробки могут поставляться заказчику в сложенном виде с последующей сборкой в объемную конструкцию на месте заполнения товаром, из нескольких деталей, которые затем собирают на месте назначения, а также в виде готовых жестких коробок с неизменяемой формой [10].
Литки или ящики лоткового типа не имеют крышки и применяются для упаковки различной плодоовощной продукции. По конструкциям различают следующие группы лотков: складные из одной заготовки; складные из двух и более заготовок; нескладные; комбинированные.
Ящики являются самым массовым видом тары и по конструкции отличаются наибольшей разновидностью.
Контейнеры предназначены для перевозки различной продукции, имеющей первичную упаковку. Они позволяют создать укрупненную грузовую единицу.
По стабильности размеров различают тару жесткую, полужесткую и мягкую. Жесткая тары не изменяет своей формы и размеров при заполнении ее продукцией. Она должна выдерживать внешние воздействия при транспортировке, хранении, распределении, продаже и потреблении, сохраняя свою форму и размеры [11].
По компактности тару разделяют на неразборную, разборную и складную.
Неразборная тара изготавливается требуемой формы и размеров с неразъемными соединениями элементов. На всех последующих этапах жизненного цикла ее невозможно разобрать без нарушения целостности составляющих материалов.
Разборная тара имеет конструкцию, позволяющую многократно собирать и разбирать ее на отдельные части за счет соединения сочленяющих элементов.
Складная тара конструктивно выполнена так, что ее можно сложить в объемную форму из плоской без нарушения сочленения элементов, а также вновь вернуть в первоначальную плоскую форму, если этому не препятствуют неразъемные соединения, полученные в сложенной объемной форме.
К вспомогательным упаковочным средствам относят прокладки, решетки, амортизаторы.
Таким образом, существует много видов изделий из картона и гофрокартона. Все это множество позволяет удобно перевозить продукт и помогает сохранить продукт в первозданном виде.
3.4 Типовые конструкции
Складные коробки и ящики из картона и гофрокартона являются самым популярным и широким применяемым видом тары. Объяснение этому кроется в их низкой стоимости, удобства автоматического выполнения с ними основных технологических операции: изготовления, сборки, заполнения продукцией, укупоривания, штабелирования и т.д. Способность к складыванию в плоские заготовки позволяет экономить место при их хранении и транспортировке заказчику.
Существенное влияние на прочность и жесткость, а следовательно, и на стабильность формы коробок оказывает влажность окружающей среды. Картон хорошо впитывает влагу, при этом значительно снижаются его прочностные свойства. Эту особенность необходимо учитывать при выборе отделочных операций, которые должны не только значительно улучшить внешний вид упаковки, но и уменьшить влагопоглощение картона.
Основные элементы развертки складных коробок показаны в приложении 5 (рис.1). Все элементы можно условно разделить на главные и вспомогательные. К главным элементам складных относят лицевую 1, заднюю 3, боковые 2 и 4 стороны (панели), а также верхнюю 8 и нижние 18 и 20 стороны (панели). На них наносят текстовую и изобразительную информацию. Вспомогательные элементы служат для крепления и фиксации основных элементов коробок. К ним относят склеиваемый клапан 5, верхние боковые клапаны 9 и 10, верхний лицевой клапан 11 и нижние боковые клапаны 19 и 21.
Система нижних боковых клапанов и нижних сторон образует дно коробки. Нижние стороны могут быть приклеены друг к другу или скрепляться различными замковыми затворами. В нижней стороне 20 выполнены прорези 23 специального профиля, в которые вставляются запирающие язычки 22 нижней стороны 18 [6].
Верхние боковые клапаны 9 и 10 совместно с верхней стороной 8 и верхним лицевым клапаном 13 образуют крышку коробки. Крышка может быть приклеенной или многократно открывающейся с фиксацией разнообразными замковыми затворами. Замки выполняются преимущественно на верхнем лицевом клапане 11 в виде вырезов 12, прорезей 13. В них входят и выполняют роль затворов либо верхние боковые клапаны 9 и 10, либо язычки 17 на задней стороне 3. Повышают прочность и надежность замков плечи 15 верхнего лицевого клапана. Для удобства сборки крышки верхней лицевой клапан 11 имеет конусную заходную часть 14, а в основании верхних боковых клапанов 9 и 10 вырезаны специальны специальные компенсаторы 16. Если изготовление складной коробки завершается процессом склеивания продольного шва по склеиваемому клапану 5, то складывание (фальцовку) коробки осуществляют по двум линиям биговки 7 или 6.
Затворные клапаны дна и крышки могут иметь различную конструкцию, соединяться встык, внахлестку, замками-затворами, приклеиванием.
Выбор конструкции дна и крышки зависит от многих факторов: вида упаковываемого продукта, его веса, особенностей технологии упаковывания и других этапов жизненного цикла, включая особенности потребления продукции.
При упаковывании мелких гранулированных или порошкообразных продуктов целесообразно применять для крышки и дна закрывающиеся внахлест и склеиваемые по кромкам пары верхних и нижних панелей. Величины панелей равны ширине коробки.
При упаковывании крупных продуктов, для которых герметичность и прочность дна и крышки не являются решающими факторами, запорные панели и боковые клапаны могут быть урезаны с целью экономии картона. Возможны два варианта конструктивного решения. Либо все панели и боковые клапаны урезаны до размера, несколько меньшего ширины коробки, либо внутренняя панель и боковые клапаны урезаны, а наружная панель выполнена на всю ширину коробки.
Предохранение заполненной товаром складной коробки от случайного раскрытия обеспечивают специальными типами затворов: заклеиваемого, вставного или шлицевого.
Высокую надежность, удобство при хранении и потреблении имеет конструкция заклеиваемого затвора с отрывной полоской для вскрытия (приложение 5, рис. 2). На внешней панели затвора выполняют перфорацию для отрывной полоски. Внутренняя панель имеет вставной клапан. После заполнения продуктом складывают боковые клапаны, закрывают и приклеивают внутреннюю панель. Вскрытие производят после отрывания полоски. За счет вставного клапана на внутренней панели можно осуществить многократное открывание и закрывание крышки. Ширина клеевой полосы зависит от применяемого вида оборудования и обычно составляет около 3 мм.
Вставные затворы могут быть выполнены с приклеиванием вставного клапана, с заклеиванием этикетками, марками и другими способами, а также без приклеивания вставного клапана.
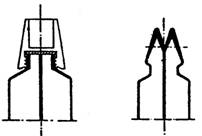
Высота вставного клапана h зависит от размеров и формы коробки, но обычно составляет не менее 20 мм. Для обеспечения трения с боковыми клапанами 8 и 9 на вставном клапане 7 предусматривают плечико 1 (приложение 6). С целью облегчения сборки коробки вставные клапаны обычно имеют закругленные углы радиусом R, а боковые клапаны 8 и 9 уменьшены на величину S, равную толщине картона.
В случае выполнения коробки с дном из закрывающихся внахлест панелей 10 и 11 внутренняя запорная панель 10 должна иметь высоту hc меньше, чем у внешней запорной панели 11 hb. Если не требуется максимальной площади приклеивания, боковые клапаны выполняют скошенными под углом β ≈ 15°. Скос может начинаться от корпуса коробки или после небольшого запорного плечика. Такое исполнение боковых клапанов облегчает сборку коробки в высокоскоростных машинах. Для механизированной сборки коробок в объемную конструкцию высота боковых клапанов hk должна быть меньше высоты запорных панелей . Высоту внешней запорной панели hb обычно применяют несколько меньше ширины коробки В для исключения ее выступания за края коробки. С этой же целью уменьшают размер правой боковой панели 4 примерно на 0,8мм.
Склеиваемый клапан обычно выполняют скошенным под углом α=10÷15°. Его ширина на маленьких коробках составляет 10 мм, при меньшей ширине могут возникать трудности с процессом склеивания; на больших коробках ее определяют по соотношению С = (0,25÷0,30)В.
Максимальная ширина склеиваемого клапана не должна превышать 25 мм.
Если содержимым коробки приходится пользоваться многократно, а также в случаях групповой упаковки, или когда продавец, желая показать товар покупателю, раскрывает коробку, а затем вновь закрывает – в конструкции коробок применяют бесклеевые вставные или шлицевые затворы [20].
Шлицевые затворы с удлиненными язычками, вставляемыми в соответствующие прорези верхней панели (Приложение 7, рис.1), обеспечивают дополнительную надежность фиксации верхней панели и повышают прочность дна при наличии тяжелого груза. Для длинных коробок применяют конструкции затворов с двумя язычками (Приложение 7, рис.2).
Существуют конструкции складных коробок с донным самозатвором (приложение 7, рис.3).
Существующие затворные устройства дна и крышек создают необходимую прочность, жесткость и плотность складных коробок, но не обеспечивают герметичности и ароматонепроницаемость. Для упаковывания продукции, требующей обеспечения таких качеств, применяют внутренние пакеты из различных материалов. При необходимости после заклеивания клапанов складные коробки снаружи обертывают полимерными пленками с последующей сваркой швов [7].
Картонные коробки различают по конструктивным признакам, по материалу, по способу закрывания.
К конструктивным признакам относят геометрический вид, соотношение сторон, форму изготовления и особый вид исполнения.
Основной геометрический вид сечения коробок – прямоугольное или квадратное. Различают три основных типа коробок:
1. С телескопической крышкой. К этому типу относятся: коробки с внутренней рамкой, вклеенной в нижнюю часть коробки; коробки без внутренней рамки, но собранные с помощью сшивания или склеивания; коробки, сформированные с помощью клапанов в форме замков-застежек и двумя плинтусами.
2. С крышками на шарнире. В этот тип входят: коробки с внутренней рамкой, вклеенной в низок, и коробки без внутренней рамки; коробки с одним или двумя плинтусами; складные коробки из одной заготовки; поясные коробки. Среди коробок этого типа все более широкое применение находят складные коробки из одной заготовки. Они могут собираться с помощью затворов различных конструкций.
3. Коробки типа пеналов с выдвижным корпусом и обечайкой. Коробки этого типа используют для упаковывания сигарет, кондитерских изделий, таблеток, спичек и т.п. В качестве материала применяют картон марки хром-эрзац массой 250/300 г/м² или коробочный картон.
Ящики по виду материала разделяют на два типа: ящики из сплошного склеенного картона и из гофрированного картона [8].
В зависимости от конструкции ящики подразделяют на следующие основные конструкционные группы: складные четырехклапанные, складные с замковыми соединениями, складные с торцевыми клапанами, нескладные, оберточного типа со сплошным дном и открывающейся крышкой, пенального типа, сборные.
Лотки часто называют картонными ящиками лоткового типа. Картонные ящики лоткового типа не имеют крышки и применяются для упаковки различной плодоовощной продукции. Эти ящики образуются из высеченных заготовок сложной конструкции и собираются без применения клея, путем закрепления стенок при помощи фиксирующих элементов. Такие ящики могут иметь вентиляционные отверстия, отверстия для ручек. Ящики собирают из одной заготовки.
Таким образом, существует большое количество типовых конструкции. Главной задачей является правильно подобрать конструкцию для какого либо продукта иначе может нарушится функциональность упаковки.
Похожие работы





... автоматизированного управления технологическими процессами (АСУТП). Составление технического задания Рис.9. Схема технологии производства упаковки из картона Разработка упаковки Верстка графического дизайна Изготовление макета Раскладка на лист ...

... . В ней можно не только проектировать упаковку, но также штанцформы и отделения для удаления облоя. Глава 5. Методика разработки технологии изготовления макета 5.1 Методика проведения исследований Оборудование, которое применялось в работе - плоттер Wild TA-10. Описание: 1. поверхность для резки 1760х1600мм 2. производительность при черчении - макс. скорость 500 мм/с; - ускорение ...
... деталь – шарф. Его лапы одеты в полосатые чулки. Вот таким образом можно с одной конструкцией создать разные образы и целую композицию. Глава 4 Разработка проекта технологии производства упаковки для пищевой промышленности на примере упаковки для новогодних подарков 4.1 Общая схема для разработки технологии Схема 1 Исходя из этой схемы необходимо выбрать печатную и ...
... использовать вторично в домашнем хозяйстве для собственных бытовых нужд. Так основной специализацией компании «НПК Технологии Машиностроения» является – изготовление туб для подарочной упаковки эксклюзивной алкогольной продукции (Рис. 10), кондитерских изделий, сувенирных наборов, а также для бакалейной, парфюмерной, химической или рекламной продукции. Традиционными материалами для производства ...
0 комментариев