Навигация
Опыт борьбы с загрязнениями пластинчатых теплообменников
33044
знака
3
таблицы
0
изображений
4. Опыт борьбы с загрязнениями пластинчатых теплообменников
В сложившихся условиях с февраля 2002 г. на предприятии была развернута планомерная работа по анализу причин нарушений в работе теплообменников и разработке мероприятий по стабилизации теплового и гидравлического режимов отпуска тепловой энергии.
На первом этапе был организован непрерывный мониторинг химического состава исходной и сетевой воды по основным показателям (прозрачность по шрифту, содержание железа, рН, жесткость, концентрация реагента и др.), налажен контроль состояния загрязненности теплообменников по простейшему показателю - перепаду давления.
Анализ полученной информации по результатам работы в отопительных сезонах 2001 -02 гг. и 2002-03 гг. позволил сделать выводы об истинных причинах, приводящих к быстрому загрязнению пластинчатых теплообменников. В г. Сергач исходная, а, следовательно, и сетевая вода, имеет высокую жесткость (15-20 мг•экв/кг). Этим определяется ее высокая склонность к накипеобразованию и сравнительно низкая коррозионная агрессивность (индекс стабильности положительный). При этом исходная вода прозрачна, не содержит большого количества механических примесей и железа. Вследствие низкой интенсивности процессов коррозии трубопроводы теплосетей и внутренних систем отопления не загрязнены большим количеством железо-окисных отложений, скопившихся за предыдущий период эксплуатации.
Поэтому, отложения на поверхностях нагрева твердые, от светло-серого до коричневого цвета, состоят на 80% из карбоната кальция с вкраплениями твердых частиц продуктов коррозии железа. Толщина слоя отложений достигала 0,6-0,8 мм. Скорость образования отложений достаточно высока - за 1,5-2 месяца достигался критический перепад давления по сетевой стороне - 2,5 кгс/см2.
Ситуация в г. Дзержинске кардинальным образом отличалась. Исходная водопроводная вода в г. Дзержинске - относительно мягкая (общая жесткость 4,0-5,0 (мг•экв/кг), периодически наблюдается значительное превышение санитарных норм по содержанию железа (до 2-3 мг/кг). При рН = 6,5-7,5 и нагревании до рабочей температуры в теплосети такая вода сохраняет отрицательный индекс стабильности, т.е. является коррозионно-агрессивной (при невысокой склонности к накипеобразованию).
За предшествующий период эксплуатации (более 30 лет) в системах теплопотребления абонентов и теплосетях скопилось огромное количество продуктов коррозии железа и других механических примесей. К этому необходимо добавить то обстоятельство, что жилищно-эксплуатационные организации традиционно (по крайней мере, предшествующие 5-10 лет) практически не готовили жилой фонд к зиме, т.е. такие важные операции, как опрессовка и промывка внутренних систем отопления (ВСО) практически не проводились.
После ввода в эксплуатацию реконструированных котельных, наладки гидравлического режима теплосетей, поток загрязнений из ВСО хлынул в сеть, что привело к быстрому загрязнению пластинчатых теплообменников.
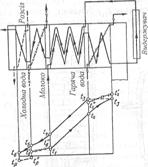
Типичная динамика изменения прозрачности сетевой воды в системах теплоснабжения г. Дзержинска представлена на рис. 5.
Отложения на поверхностях нагрева ПТО в г. Дзержинске имеют ярко выраженный железо-окисный характер: рыжего цвета; слой, прилегающий к поверхности пластин - твердый, прочно сцеплен с металлом пластины; наружный слой - рыхлый, при высыхании образует тонкодисперсную пыль. Средний состав отложений: оксиды железа - 80-90%; карбонат кальция - 5-10%; оксид кремния и др. - 5-10%.
Эквивалентная толщина слоя отложений -0,3-0,7 мм.
На основании анализа всей имеющейся информации были разработаны мероприятия по стабилизации работы систем теплоснабжения и теплообменного оборудования котельных г. Дзержинска и г. Сергач с учетом местной специфики. Мероприятия сведены в табл. 1.
Реализация мероприятий, перечисленных в табл. 1, планомерно проводилась в период с 2002 по 2004 гг. и в настоящее время в основном закончена. Так, в отопительном сезоне 2002 - 2003 гг. были полностью завершены наладочные работы на тепловых сетях всех 18 котельных г. Дзержинска. Начиная с 2002 г. в летний период стали проводиться гидравлические испытания теплотрасс на прочность и плотность, что позволило существенно сократить объем подпиточной воды. К окончанию отопительного сезона 2003 -2004 гг. удалось снизить расход подпиточной воды по котельным г. Дзержинска в 2,5 раза, по котельным г. Сергач в 3 раза.
5. Опыт проведения химических промывок ПТО
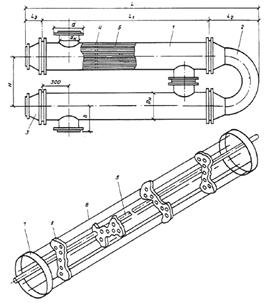
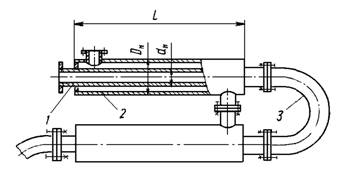
В 2002-2003 гг. на предприятии отлаживались процедуры проведения химических промывок ПТО. Были сконструированы и изготовлены 2 установки для химической промывки оборудования (рис. 6). Весь парк теплообменников оснащен патрубками Dy 40 с запорной арматурой для присоединения промывочной установки. Разработаны и внедрены технологии промывки с использованием различных моющих составов.
Сложность подбора реагентов заключалась в том, что необходимо было подобрать реагент комбинированного действия, одинаково эффективно отмывающий карбонатную накипь и оксиды железа. Промывочный раствор также должен содержать ингибиторы, предохраняющие металлические поверхности нагрева теплообменников (нержавеющая сталь AISI 316) и подводящие патрубки от коррозионного износа при промывках. На основании полученного опыта можно рекомендовать к применению следующие химреагенты комбинированного действия (см. табл. 2).
К недостаткам метода безразборной химической промывки ПТО следует отнести:
1. Сравнительно высокую стоимость, выражающуюся в затратах на реагенты и оплату труда квалифицированного персонала. По нашим оценкам, себестоимость химической промывки одного ПТО тепловой мощностью 4-6 МВт составляет 6-10 тыс. руб.
2. Большие затраты времени и трудозатраты. Химическая промывка одного ПТО со всеми сопутствующими процедурами (транспортировка установки, подключение/отключение, нейтрализация отработанного раствора, отмывка и т.д.) занимает по времени 1 рабочую смену (8 часов) при численности бригады 2-3 человека, т.е. 3x8 = 24 чел/ч.
3. Сложности, возникающие при утилизации отработанного промывочного раствора.
4. Имеется вероятность повреждения пластин, патрубков теплообменников при нарушении технологии промывки.
К безусловным достоинствам метода следует отнести:
1. Высокое качество отмывки (при плотных отложениях механическая очистка эффекта не дает).
2. Продление ресурса эксплуатации уплотнительных прокладок, которые составляют до 50% от стоимости ПТО в сборе. (По опыту известно, что ресурс прокладок зависит от рабочей температуры и составляет 6-8 разборок при сроке эксплуатации около 5 лет).
3. Возможность проведения работ в стесненных условиях (например, в котельных блочно-модульной конструкции механическая очистка ПТО практически невозможна, требуется демонтаж и вывоз пластин в приспособленное помещение).
Обобщая накопленный опыт химических промывок ПТО можно также дать следующие рекомендации по их проведению:
1. ПТО должны иметь исправную запорную арматуру по всем потокам, максимально приближенную к портам теплообменника. По сетевой стороне между ПТО и запорной арматурой целесообразно иметь фланцевое соединение под установку заглушки на период промывки.
2. ПТО должны быть оснащены дренажами, воздушниками и КИП (манометры, термометры) на всех патрубках.
3. Вварные штуцера теплообменников, предназначенные для подключения промывочной установки, должны иметь толщину стенки не менее 6 мм, т.к. они подвергаются наибольшему износу в процессе химических промывок (были случаи отрыва штуцеров).
4. Вся арматура, трубопроводы, шланги, бак, насос и другие изделия, входящие в состав промывочной установки, должны изготавливаться из химически стойких материалов (нержавеющая сталь, пластмасса и др.).
5. Промывочный раствор не должен содержать хлор и сульфатсодержащие компоненты и иметь в своем составе ингибитор коррозии нержавеющей стали.
6. При проведении химпромывок ПТО не допускать превышения указанной в инструкции (технологической карте) температуры и концентрации промывочного раствора. После завершения хим-промывки немедленно производить нейтрализацию (пассивацию) и отмывку теплообменника.
Похожие работы
... аппарата будет выглядеть Р 0,6р-0,8-55,8-2К-01-4, его габариты . Вывод Эти простейшие тепловые расчеты двух теплообменных аппаратов одинаковой тепловой производительности показывают, что коэффициент теплопередачи за счет более значительной турбулизации потоков практически в 1,5 раза выше у пластинчатого теплообменника, чем у кожухотрубного. Площадь теплообмена, необходимая для придания
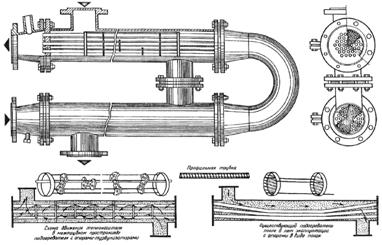
... теплообменники являются очень удобными, поскольку компактны и имеют секцию рекуперации. 3.Описание конструкции аппарата, выбор материалов для его изготовления Пластинчатые теплообменники в молочной промышленности используются для нагревания, пастеризации и стерилизации молока, сливок, смеси мороженого. Пластинчатые теплообменники используются для нагревания, пастеризации и стерилизации ...
... теплоносителей на поправочный коэффициент, который определяется по справочникам [4-6]. 1.1 Кожухотрубный теплообменник Для проведения процесса пастеризации продукта выбирается кожухотрубная конструкция теплообменника. Кожухотрубные теплообменники наиболее широко распространены в пищевых производствах. Кожухотрубный вертикальный одноходовой теплообменник с неподвижными трубными решетками ...
... ,1 3 Расчет конденсатора паров толуола Кожухотрубные конденсаторы предназначены для конденсации паров в межтрубном пространстве, а также для подогревания жидкостей за счет теплоты конденсации пара. Рассчитаем необходимую поверхность теплообменника, в межтрубном пространстве, которого конденсируется толуол, с заданным массовым расходом GА = 2,92 кг/с, удельная теплота конденсации rА = 362031 ...
0 комментариев