Навигация
Очистка работающих и регенерация отработанных масел
48569
знаков
0
таблиц
0
изображений
2. Очистка работающих и регенерация отработанных масел
По объему производства и применения среди смазочных материалов ведущее место занимают нефтяные масла. Производство нефтяных масел продолжает увеличиваться, что в свою очередь способствует росту количества отработанных масел. Во всех промышленно развитых и в большинстве развивающихся во все возрастающих масштабах осуществляется сбор, очистка, регенерация и переработка ОМ, ресурсы которых оценивают примерно в 50% потребления свежих продуктов, при этом ОМ составляют около 30% всех нефтяных отходов.
Очистка регенерация масел непосредственно на местах их потребления является одним из наиболее экономичных способов использования вторичных ресурсов и позволяет подбирать процессы и технологические режимы, наиболее соответствующие маслу данного назначения и продуктам его старения. По мнению некоторых специалистов, старение масла как такового, особенно с присадками, мало влияет на срок его службы. Основная проблема заключается в попадании посторонних загрязнений, удаление которых путем механической очистки является наиболее эффективным способом восстановления качества. Очищенное масло повторно используется по назначению. В основном это относится к индустриальным, гидравлическим, турбинным и трансформаторным маслам, реже – к моторным, хотя это самая большая группа масел по объему производства.
Среди современных способов очистки и регенерации преобладают физические методы – отстой, центрифугировании, фильтрация, вакуумная сушка. Возможно применение и более сложных физико-химических методов (в случае сильного загрязнения или глубокого старения масел).
Анализ состояния регенерации ОМ в России и других странах СНГ свидетельствует о преобладании в основном устаревших процессов и несовершенной технологии. Получаемые при этом масла. Как правило, имеют низкое качество. С другой стороны, за последние разработаны весьма эффективные стационарные и передвижные установки, применение которых основано преимущественно на физических методах очистки.
Наиболее эффективное оборудование для физических методов очистки и регенерации производят концерн Alfa – Laval (Швеция), имеющий представительства в 126 странах мира, западногерманские фирмы Westfalia и Montanus.
Считается, что при годовом объеме потребления предприятием 10 т масел капитальные вложения на очистку и регенерацию на месте потребления полностью себя окупают. Это относится и к крупным системам смазки с объемом резервуара более 0,75 м3. Проведение очистки и регенерации, однако, не всегда возможно для мелких потребителей смазочных материалов. Для небольших стран наиболее выгодна централизованная регенерация.
Следует иметь в виду, что для отдельных типов смазочных материалов величины ресурсов сбора ОСМ сильно различаются. Так, для моторных масел они могут составлять 20–40%, а для трансформаторных – 80 – 90%.
В большинстве стран наиболее целесообразным признан сбор отработанных нефтяных масел раздельно по маркам, что обеспечивает более квалифицированную регенерацию и переработку с получением продуктов высокого качества и с меньшим количеством отходов. С другой стороны, согласно требованиям ЕС и законодательством многих европейских стран, отработанными маслами считают жидкие или полужидкие продукты, полностью или частично состоящие из нефтяных или синтетических масел, маслосодержащие остатки из резервуаров; эмульсии и смеси воды и масла с содержанием последнего не менее 4%, масла, пролитые (в результате переливов, аварий и т.п.) или с превышенным сроком хранения. Соблюдение понятий жидкий или полужидкий предполагает отсутствие сырой нефти, мазута и пластичных смазок. Понятия полностью и частично регламентируют содержания компонентов в смеси (нефтяных и синтетических) от 100% до менее 20 млн-1, теоретически – до 1 млн-1. Из синтетических масел в собираемых смесях допустимо присутствие только углеводородов (в основном это ПАО), простых и сложных эфиров, не осложняющих вторичную переработку. Несовместимые с нефтяными маслами ПАГ собирают отдельно.
Такой подход к решению проблемы предполагает использование гибких технологий, позволяющих перерабатывать подобные смеси.
Мировой сбор ОМ составляет около 15 млн. т/год (менее 50% производства свежих), при этом подавляющее количество (70–90%) используется в качестве топлива. До сих пор в большинстве стран отсутствует централизованный сбор и утилизация в государственных масштабах, поэтому статические данные весьма противоречивы.
В Европе перечисленные показатели значительно выше – сбор Ом около 57% (1,6 млн т/год), использование в качестве топлива – 60%.
Утилизацию ОМ в настоящее время осуществляют в основном по трем направлениям:
– вторичная переработка смесей с незначительными примесями синтетических масел и СОТС, с получением базовых компонентов;
– регенерация ОМ раздельно по маркам с получением продуктов соответствующего назначения. В этом случае обеспечивается удаление продуктов старения и загрязнений без разрушения и отделения присадок, недостающее количество которых вводят на заключительной стадии приготовления товарных масел;
– переработка смесей ОМ или очистка отдельных продуктов с целью получения котельного, печного топлива.
Вторичная переработка
В наибольших объемах осуществляется переработка смесей ОМ, собираемых централизованно на промышленных предприятиях. Основной трудностью здесь является организация сбора сырья, в связи с чем публикуемые статистические данные подчас весьма неполны и даже противоречивы. В мире общая доля базовых масел, получаемых вторичной переработкой, очевидно, не превышает 5% потребления свежих, причем ведущая роль здесь принадлежит западноевропейским странам. По оценкам специалистов, при общем потреблении нефтяных масел в Европейском союзе около 5,2 млн. т/год (1990–1995) безвозвратно расходуется или сгорает в процессе эксплуатации порядка 45%. Около 2,8 млн. т/год остается в качестве ОМ, из которых централизованно собирается лишь 50–57%. Таким образом, даже в Западной Европе около 1,2÷1,4 млн. т/год масел могут либо нелегально сжигаться, либо просто сливаться в окружающую среду.
Из 1,6 млн. т собираемых в Западной Европе отработанных масел более 50% используют в качестве топлива или «уничтожают», остальное количество поступает на вторичную переработку. Продукция последней оценивается примерно в 470 тыс. т, т.е. не более 7% общей потребности в маслах. Однако в свете европейских законодательств и при росте спроса на экологобезопасные смазочные материалы эта цифра должна значительно возрасти в ближайшем будущем.
Значительную часть отработанных масел составляют масла моторные, содержащие в основном парафиновые, нафтеновые и ароматические углеводороды, присадки, продукты старения и металлы. Среди последних важнейшее место занимает свинец, попадающий в масла в результате использования свинцовых антидетонаторов в топливе. Как следствие ограничения использования тетраалкилсвинца, содержание свинца в отработанных маслах снизилось с 1% в конце 70-х гг. до 0,1% к настоящему времени. Однако содержание свинца в отработанных маслах порядка 1000 млн-1 уже вызывает экологические проблемы.
Основная масса собираемых отработанных масел сжигается или сливается на грунт. Лишь небольшая часть подвергается переработке, в основном для возврата (рисайклинга) в производство свежих продуктов.
Среди разнообразных промышленных процессов вторичной переработки выделяют группы по основному способу очистки: сернокислотная, адсорбционная, гидроочистка, экстракционная, тонкопленочное испарение, ультрафильтрация. Отдельно следует рассматривать комбинированный процесс PROP с использованием химического способа деметаллизации ОМ.
На первом месте в мире по количеству установок и объему перерабатываемого сырья находятся процессы с применением серной кислоты. Если мировой объем вторичной переработки ОМ превышает 1,5 млн. т/год, то на сернокислотную очистку приходится 1,2 – 1,3 млн т/год. Существует большое разнообразие сернокислотных процессов, среди которых основными являются:
– кислотно-контактная очистка;
– кислотно-контактная очистка, совмещенная с атмосферно-вакуумной
перегонкой;
– процесс Французского института нефти (IFP);
– процесс фирм Matthys/Garap (Франция);
– процессы со стадией термической обработки сырья;
– процесс фирмы Meinken (Германия).
С ростом содержания присадок в маслах расход кислоты и сорбентов при кислотно-контактной очистке повышается. В результате возрастает количество трудноутилизируемых и экологически опасных отходов. Кроме того, сернокислотная очистка не обеспечивает удаление из отработанного масла ПА и высокотоксичных соединений хлора. По данной схеме нельзя перерабатывать современные масла, совместимые с окружающей средой (растительные и синтетические), поскольку серная кислота разлагает их, увеличивая, в частности, выход кислого гудрона. В СНГ сернокислотную очистку в настоящее время практически не используют. В Германии на ряде НПЗ по усовершенствованной комбинированной схеме перерабатывают отработанные моторные, индустриальные, турбинные и трансформаторные масла. Схема предполагает использование стадий коагуляции, атмосферной перегонки, кислотной и адсорбционной очистки с последующей вакуумной перегонкой и контактной доочисткой высоковязкого компонента. По мнению специалистов, при проектировании новых подобных производств необходимо учитывать возрастающее загрязнение ОМ поверхностно-активными веществами при одновременном увеличении содержания воды, что вызывает дополнительные расходы энергии.
Французским институтом нефти (IFP) в 70-е гг. был разработан процесс вторичной переработки ОМ с использованием жидкого пропана, что позволило существенно снизить расход кислоты на последующей стадии. Выход конечных продуктов переработки превышал 80% мас.
Процесс французских фирм Matthys/Garap основан на комбинировании сернокислотной очистки с атмосферной и вакуумной перегонкой и предварительным центрифугированием сырья с целью снижения расхода кислоты. Кислотная очистка и последующее отделение кислого гудрона центрифугированием представляют собой единый непрерывный процесс. Расход кислоты не превышает 4,5 и 6,5%, соответственно для дистиллятных и остаточных масел.
Во многих странах применяют модифицированные варианты процесса кислотно-контактной очистки, включающие стадию термической обработки сырья, способствующую снижению расхода кислоты. Выход очищенного масла в этом случае составляет 66% мас.
Среди сернокислотных процессов с точки зрения экологии и экономики наиболее эффективен процесс фирмы Meinken (Германия), в котором предусматривается проведение термического крекинга сырья при температурах 320–430 °С, позволяющего на последующих стадиях очистки снизить в два раза расход серной кислоты – до 15–20% мас. и активированной глины – до 1–6% мас. по сравнению с технологией без предварительного крекинга.
Весьма перспективен Германский процесс ENTRA. Основа данной технологии – использование различия энергий связи в молекулах углеводородов, сложных эфиров и триглицеридов растительных масел, с одной стороны, и в молекулах примесей и экологоопасных соединений – с другой. Это позволяет разрушать последние при термокрекинге, не затрагивая первых (при условии точнейшей регулировки температуры – 300 ±0,1 °С и обеспечении минимального времени пребывания масла в зоне нагрева – несколько тысячных долей секунды). Присадки, продукты старения и токсичные компоненты разлагаются с образованием битуминозного материала; выход светло-желтого базового масла достигает при этом 85%. Такое масло нуждается лишь в небольшой доочистке с применением 1% серной кислоты 1% фуллеровой земли. Использование при крекинге натрия и природного сорбента дает дополнительные гарантии удаления экологоопасных продуктов.
На практике традиционный вариант кислотно-контактной переработки ОМ, несмотря на его известные недостатки, достаточно широко применяют во многих странах мира. Иногда он используется в комбинации с вакуумной перегонкой, с обработкой пропаном, фурфуролом и сорбентами. Процесс IFP практическое применение нашел лишь в Италии. Единственная установка процесса Matthys/Garap работает в Лилльбонне (Франция). Процессы с использованием термического крекинга распространены во многих странах (Великобритания, Франция, Испания, Норвегия, Австралия и др.). Доминирующее положение во вторичной переработки ОМ (включая также процессы без применения серной кислоты) занимает процесс Meinken. На его долю приходится около 60% всех проектируемых, строящихся и действующих установок.
Переработка в топливо
Одним из широко распространенных направлений использования отработанных нефтяных масел является вовлечение их в производство топлив. По своему объему такая переработка значительно превосходит вторичную с получением базовых масел обычным нефтяным топливам. Значения теплоты сгорания (низшей) ряда топлив, МДж/кг:
Мазуты флотские и топочные (РФ)………………40–42
Отработанное нефтяное масло (моторное)…….……..45
Отработанные синтетические масла на основе сложных эфиров (ФРГ)…….39
То же, на основе ПАГ………………………………23–26
Использование нефти в качестве сырья для производства не только топлив, но и других химических продуктов приобретает все большее значение, во-первых, вследствие сокращения сырьевых ресурсов и, во-вторых, в результате роста значения природного газа. Эта ситуация повышает интерес к утилизации отработанных нефтяных масел в качестве низкокачественного котельно-печного топлива. При сжигании отработанных масел или их смесей со свежими возникают, однако, проблемы охраны окружающей среды. Эти проблемы преодолимы, но стоимость их решения снижает значимость топлив из отработанных масел в сравнении со свежими продуктами. Сюда относятся специальные сооружения для хранения и смешения, топливные фильтры и модификация печей, отложения в топливной аппаратуре, снижающие эффективность сгорания и вызывающие необходимость частой очистки, рост выброса загрязнений в атмосферу, что может требовать специального контроля.
Значительное количество ОМ и других углеводородных отходов сжигают как низкокачественное топливо. Такой путь предусматривает или использование Ом как таковых, или их очистку с применением процессов отстаивания, фильтрации и центрифугирования.
Отгоняемые легкие топливные фракции, получаемые также и в процессах вторичной переработки, могут содержать примеси, экологически опасные и вызывающие коррозию оборудования. Поэтому в ряде случаев такие продукты предпочитают уничтожать, а не использовать в качестве технологического топлива.
Таким образом, можно заключить, что физические методы, используемые для предварительной очистки отработанных масел, непригодны для целей получения экологобезопасных топлив, особенно в отношении последующего выброса твердых частиц, галогенов и металлов типа свинца и меди (присутствие твердых частиц в маслах есть следствие износа смазываемого оборудования). Использование более эффективных методов для удаления этих потенциальных загрязнителей окружающей среды имеет следствием и более высокую стоимость подготовки масел, делая такие продукты неконкурентоспособными по сравнению со свежими. Однако проблемы утилизации отработанных масел должна решаться, и их использование в качестве источника энергии весьма привлекательно при соблюдении природоохранных законодательств. Необходимо только иметь в виду, что использование такого топлива для отапливания жилых помещений нежелательно; для промышленных целей (например, сжигания в цементных печах) возможно смешение с другими видами топлив.
Известны промышленные процессы получения из отработанных масел высококачественных топлив. В США технология производства котельных топлив заключается, как правило, в отгоне воды и легких топливных фракций в простых отпарных колоннах. Конечных продукт при невысокой зольности представляет собой высококачественное топливо.
Нефтехимическая компания Lyondell Petrochemical Co. (США) на заводе в Хьюстоне ведет переработку ОМ с получением бензина и котельно-печного топлива (мощность по сырью – до 113 тыс. м³/год). На предприятии возможно также смешение ОМ с промежуточными продуктами его переработки с поучением сырья для процесса замедленного коксования.
Продукт процесса Sec-Feed можно использовать в качестве топлива для судовых дизелей, малосернистого компонента топлив, а также как вторичное сырье процесса каталитического крекинга.
Из ОМ можно получать и газообразные топлива путем газификации в псевдоожиженном слое теплоносителя (например, до 35% угольной пыли при 945 °С). Перед газификацией необходимо очищать от ПХД.
Возможна газификация отработанного масла в псевдоожиженном слое катализатора с получением синтез-газа, содержащего, %:
водород…………………25
оксид углерода…………20
метан……………………11
Экологоопасные оксиды металлов при этом смешиваются с жидким продуктом и затем отделяются.
Можно предположить, что перечисленные выше эколого-экономическим проблемы производства топлив из ОМ будут способствовать развитию получения из них более дорогих базовых масел. Однако на текущий момент этого не наблюдается и переработка с получением топлив продолжает доминировать в отрасли.
Среди прочих путей рационального использования отработанных нефтяных масел существует ряд направлений, где отработанные масла применяются не по прямому назначению. Это относится к ОМ, которые по каким-либо причинам не пригодны или не поддаются регенерации и переработке. К таким направлениям относятся: так называемое «промышленное» использование – смазка грубых узлов трения, например железобетонных пресс-форм; использование при флотационной очистке руды на обогатительных фабриках за счет высокого уровня поверхностно-активного действия масел; применение для уничтожения сорняков сельском хозяйстве, для борьбы с пылью на грунтовых дорогах и для предотвращения смерзания и прилипания сыпучих грузов к стенкам вагонов при низких температурах. Одним из негативных такого использования является факт заражения почвы.
Отработанные масла обладают достаточно высоким уровнем защитных свойств, что позволяет использовать их для приготовления консервационных смазок типа ПВК с получением продуктов, близких к свежим по уровню защитных свойств. Использование очищенного отработанного моторного масла позволило отказаться от применения в составе таких смазок защитной присадки МНИ-7.
Для временной (1,5 – 3 года) и длительной (5 – 7 лет) консервации агрегатов трансмиссий машин и другого оборудования рекомендованы некоторые отработанные трансмиссионные масла. При этом в последнем случае пригодны такие масла, как ТАД-17и, осевое Сп. В прочие масла для длительной консервации необходима добавка ингибиторов коррозии (10 – 15%) АКОР-1 и КП. Некоторые отработанные трансмиссионные масла могут быть использованы для обкатки агрегатов трансмиссий машин. При необходимости такое масло вначале подвергают очистке от механических примесей и воды.
Для целей консервации в принципе пригодны не только отработанные трансмиссионные масла, но и большинство других.
После соответствующей очистки возможно использование отработанных масел в производстве СОТС.
Очищенные отработанные масла или базовые масла вторичной переработки все шире применяются в производстве пластичных смазок. Фирма MOR (Великобритания) производит смазки с использованием последних из отработанных индустриальных масел. В СНГ также ставится вопрос о расширении сырьевой базы и вовлечение в производство пластичных смазок продуктов вторичной переработки ОМ. Установлена возможность использования в производстве смазок регенерированного технологического масла для процессов холодной прокатки металлов. Такой продукт представляет собой смесь нефтяных масел, растительных или животных жиров и жирных кислот. Последние (4–30%) являются жировым омыляемым сырьем для приготовления мыльного загустителя при производстве смазки. В качестве омыляющих агентов можно использовать оксиды, гидроксиды или карбонаты натрия, лития, бария, алюминия и других металлов. В качестве компонентов дисперсионной системы используют свежие нефтяные или синтетические масла. Для повышения качества смазок используют различные присадки.
Предложены методы отверждения отработанных масел. Получаемые продукты в зависимости от способа приготовления могут быть использованы в самых различных областях. Для получения покрытий, наполнителей и изоляционных материалов масло смешивают с поливинилхлоридом и пластификатором (диоктилфталатом); при необходимости добавляют замедлитель горения трикрезилфосфат и стабилизатор. Смесь гомогенизируют при нагревании с последующим охлаждением. Полученная масса эластична и хорошо формуется. Запатентован ряд отвердителей отработанных нефтяных масел. Как привило, эта композиция веществ с различными функциями: дибромтетрафторэтан, низкомолекулярный полифторхлорэтилен, водные растворы щелочей, бикарбонаты натрия и калия, соли фосфорных кислот, воски, высшие жирные кислоты, мыла, сложные ароматические галогенсодержащие продукты.
К новому направлению рационального использования ОМ относится получение из них твердых топлив путем отверждения и брикетирования. Такое топливо можно получать смешением двух частей 20%-ого водного раствора животного клея с двумя частями ОМ. Смесь нагревают до 80–90ºС, в горячем состоянии смешивают с пятью частями опилок и одной частью измельченной бумаги. Брикетирование проводят в нагретом состоянии. Возможна добавка отработанных масел, получаемых в процессах прокатки, в сырьевую смесь при коксовании угля.
Значительный интерес представляет разработанная компанией Power Plus Corp. (США) система автоматического контроля работающего дизельного масла, обеспечивающая его непрерывную замену путем автоматического удаления отработанного масла в небольших количествах с соответствующей заменой на свежее. Количество удаляемого из двигателя масла программируется заранее с учетом поддержания постоянного уровня качества. Наивысшим достижением компании является система ЕД 2000, объединяющая функции контроля уровня масла в картере, его потребления и непрерывной замены. Рабочие характеристики и надежность системы проверены в моторных испытаниях в течение 10 лет. При использовании системы в дизельном двигателе удаляемое отработанное масло небольшими порциями добавляется к топливу. Количество масла в такой смеси обычно несколько ниже рекомендуемого. Система предназначена в основном для применения в стационарных установках бурения на шельфе, генераторах ТЭЦ и подвижных дизелях.
Похожие работы
... потоков переработки (регенерации) отработанной смазки представлена на листе 6. Вывод. В главе было проанализировано образование и утилизация отхода III класса опасности – отработанной смазки буксовых узлов, образующийся при работе пассажирского вагонного депо Ростов. Был дан анализ существующих методов утилизации отработанных смазочных материалов и разработана технологическая схема и схема ...
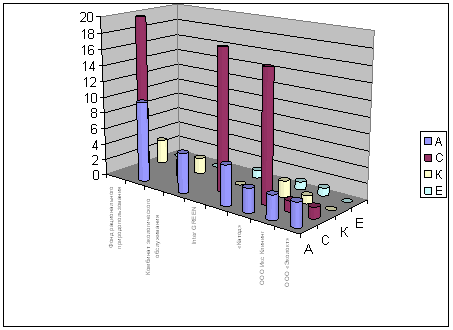

... 20р-1 балл. Безвозмездно – 0 К – качество услуги Е – место положения Отрицательный отзыв – 0; Далеко – 0; Положительный отзыв – +1. Близко – 1. При анализе услуг по приёму отработанных эксплуатационных материалов в городе Вятские Поляны использованы следующие организации, которые приведены в таблице 3. Таблица 3: Анализируемые организации № п/п Наименование предприятия А С К Е 1 ...
... , грунты, механические примеси могут быть переработаны в строительные материалы. Остаточное содержание нефтепродуктов в твердых продуктах после отмыва не превышает 2 г/кг, что позволяет использовать их в грунтах для озеленения промышленных площадок. Особое внимание уделяется технологии утилизации отработанного раствора. Допустимые концентрации загрязняющих веществ в сточных водах (рН = 6,5 ¸ ...
... в нем сопровождаются физическими явлениями, такими как перемешивание топлива и воздуха, диффузия, теплообмен и др. 1.2 Общие сведения о нефти и получение нефтепродуктов Основную массу топлива и смазочных материалов вырабатывают из нефти. В зависимости от физико-химических свойств нефти выбирается наиболее рациональное направление её переработки. Свойства получаемых нефтепродуктов зависят от ...
0 комментариев