АНАЛИЗ ТЕХНИЧЕСКОГО ЗАДАНИЯ И ВЫБОР НАПРАВЛЕНИЯ ПРОЕКТИРОВАНИЯ
Расчет питающего трансформатора
Выбор функциональных элементов и материалов конструкции
Выбор материалов конструкции
Расчет компоновочных характеристик
РАСЧЕТ ПОКАЗАТЕЛЕЙ НАДЕЖНОСТИ И ВОССТАНАВЛИВАЕМОСТИ
Разработка печатной платы с использованием САПР
Создание и редактирование ПП с помощью применяемого пакета сапр
Анализ технологичности конструкции устройства
Разработка технологического процесса сборки устройства
Технико-экономическое обоснование
Расчет чистой прибыли от внедрения проекта
Арендная плата за использование площади и оборудования
Охрана труда и экологическая безопасность
Навигация
Разработка технологического процесса сборки устройства
Физиотерапевтическое устройство на основе применения упругих волн
122114
знаков
21
таблица
10
изображений
9. Разработка технологического процесса сборки устройства
Технологическим процессом сборки называют совокупность операций, в результате которых детали соединяются в сборочные единицы, блоки, стойки, системы и изделия. Простейшим сборочно-монтажным элементом является деталь, которая характеризуется отсутствием разъемных и неразъемных соединений [25].
Сборочная единица является более сложным сборочно-монтажным элементом, состоящим из двух или более деталей, соединенных разъемным или неразъемным соединением. Характерным признаком сборочной единицы является возможность ее сборки отдельно от других сборочных единиц.
Технологическая схема сборки изделия является одним из основных документов, составляемых при разработке технологического процесса сборки. Расчленение изделия на сборочные элементы проводят в соответствии со схемой сборочного состава, при разработке которой руководствуются следующими принципами:
- схема составляется независимо от программы выпуска изделия на основе сборочных чертежей, электрической и кинематической схем изделия;
- сборочные единицы образуются при условии независимости их сборки, транспортировки и контроля;
- минимальное число деталей, необходимое для образования сборочной единицы первой ступени сборки, должно быть равно двум;
- минимальное число деталей, присоединяемых к сборочной единице данной группы для образования сборочного элемента следующей ступени, должно быть равно единице;
- схема сборочного состава строится при условии образования наибольшего числа сборочных единиц;
- схема должна обладать свойством непрерывности, т.е. каждая последующая ступень сборки не может быть осуществлена без предыдущей.
Включение в схему сборочного состава характеристик сборки превращает ее в технологическую схему сборки.
На практике широко применяют два вида схем сборки: ІвеерногоІ типа и с базовой деталью.
Схема сборки с базовой деталью указывает временную последовательность сборочного процесса. При такой сборке необходимо выделить базовый элемент, т.е. базовую деталь или сборочную единицу. В качестве базовой выбирают ту деталь, поверхности которой будут впоследствии использованы при установке в готовое изделие. В большинстве случаев базовой деталью служит плата, панель, шасси и другие элементы несущих конструкций изделия. Направление движения деталей и сборочных единиц на схеме показывается стрелками, а прямая линия, соединяющая базовую деталь и изделие, называется главной осью сборки. Точки пересечения осей сборки, в которые подаются детали или сборочные единицы, обозначаются как элементы сборочных операций, например: Сб.1-1,Сб.1-2 и т.д., а точек пересечения вспомогательной оси с главной - как Сб.1, С6.2 и т.д.
При построении технологической схемы сборки каждую деталь или сборочную единицу изображают в виде прямоугольника, в котором указывают позицию детали по спецификации к сборочному чертежу, ее наименование и обозначение согласно конструкторского документа, а также количество деталей, подаваемых на одну операцию сборки.
Для определения количества устанавливаемых ЭРЭ и ИМС на плату в ходе выполнения сборочных операций рассчитывается ритм сборки:
r = ФД/N, (9.1)
где ФД - действительный фонд рабочего времени за плановый период;
N - программа выпуска.
r=24,3 мин/шт.
Действительный фонд времени рассчитывается:
ФД=Др*S*m* Крег.пер,(9.2)
где Др - количество рабочих дней в году, Др=250 дней;
S - число смен, S=1;
m - продолжительность рабочей смены, m=8 ч;
Крег.пер. - коэффициент, учитывающий время регламентированных перерывов в работе, Крег.пер.=0,94ё0,95.
ФД=250*1*8*0,95*60=114000 мин
Количество элементов, устанавливаемых по i-той операции, должно подчиняться условию
0,9<Тi/r <1.2, (9.3)
где Тi - трудоемкость i- й операции сборки.
Штучное время определяется:
ТШТ =ТОП*К*[1+ (К1+К2)/100, (9.4)
где ТОП - операционное время на выполнение операций для всего изделия;
К=1,0 - коэффициент учитывающий группу сложности изделий и всего устройства;
К1=7,6% - коэффициент учитывающий подготовительно- заключительное время, время обслуживания рабочих мест, время на личные нужды. Принимается в процентах от операционного времени;
К2 = 5% - коэффициент зависящий от условий работы, в данном случае простые и средние.
Результаты расчетов штучного времени сведены в таблицу 9.1.
Таблица 9.1
Результаты расчетов штучного времени
| № | Последовательность операций | Вариант 1 | Вариант 2 | ||||
| Оборудование и оснастка | Тшт | Ттпз | Оборудование и оснастка | Тшт | Ттпз | ||
| мин. | мин. | ||||||
| 010 | Подготовительная | - | - | - | - | - | - |
| 020 | Комплектовочная | - | - | - | - | - | - |
| 030 | Транспортировочная | - | - | 4 | - | - | 4 |
| 040 | Механосборочная | Приспособление БМ 769-1358 | 2,52 | 10 | Раcклепочник цеховой, ключ, отвёртка | 6,76 | - |
| 050 | Подготовка ЭРЭ к монтажу | Полуавтомат ГГ-2420 | 0,81 | 20 | Приспособление | 5,0 | 10 |
| 060 | Установка микросхем на плату | Полуавтомат УР-10 | 0,84 | 20 | Стол монтажный СМ-3 Пинцет ГГ-7879-4215 | 10 | - |
| 070 | Установка ЭРЭ на плату | Полуавтомат ГГ-24-20, UNITRA PK-K -42 | 1,65 | 20 | Пинцет ГГ-7879-4215 | 2,8 | - |
| 080 | Пайка плат волной припоя | Линия пайки ЛПМ-500 | 1,54 | 50 | Установка пайки ПАП-300 | 1,8 | 50 |
| 090 | Установка транзисторов | Стол СМ-3 | 1,65 | 10 | Стол СМ-3, отвёртка | 3 | - |
| 100 110 | Установка трансформаторов Очистка плат | Стол СМ-3 УЗ ванна УЗВ-1.5 | 2,91 0,81 | 10 10 | Стол СМ-3, отвёртка Ванна цеховая, щетка | 5,2 4,19 | - - |
| 120 | Маркировка, Контроль | Приспособление визуального контроля ГГ 63669\012 | 2,63 | 5 | Приспособление визуального контроля ГГ 63669\012 | 2,63 | 5 |
| Итого: | 15,4 | 159 | 41,4 | 69 | |||
Для выбора подсчитаем штучно-калькуляционное время для каждого варианта по формуле:
 ,(9.5)
,(9.5)
где: Tшт.колå - штучно-калькуляционное время i операции сборки;
Tшт.i - штучное время, затрачиваемое на i сборку;
Tтпз.i - подготовительно-заключительное время, которое затрачивается на ознакомление с чертежами, получение инструмента, подготовку и наладку оборудования и выдается на всю программу выпуска;
![]() - число операций ТП.
- число операций ТП.
Tшт.колå =15,4+(159x1x254)/1000= 55,79
Tшт.колå =41,4+(69x1x254)/1000= 58,93
Таким образом, ![]() т.е. первый вариант ТП оказался более предпочтительным для данного размера партии.
т.е. первый вариант ТП оказался более предпочтительным для данного размера партии.
Рассчитаем критический размер партии ![]() :
:
 779(9.6)
779(9.6)
где ![]() - число операций по 1 и по 2 варианту ТП соответственно;
- число операций по 1 и по 2 варианту ТП соответственно;
y – количество смен;
Драб – количество рабочих дней на плановый период.
Программа выпуска учитывается на предмет возможного брака:
N = N*(1+L/100), (9.7)
где L 3% - коэффициент брака.
N= 1000*(1+3/100) = 1030 шт
Рассчитаем трудоемкость установки элементов на печатную плату:
-для резисторов
Т1= t1+t2 +t3+ t4,(9.8)
где t1 = 0.6 мин - время распаковки и проверки;
t2 = 0,066 - время обрезки выводов ЭРЭ;
t3 = 0,1 мин - время на формовку выводов;
t4 = 0,07 мин - время на установку полуавтоматом.
Т1=0,84 мин
- для конденсаторов
Т2 = Т1, (9.9)
Т2=0,84 мин
- для микросхем
ТЗ= t5+ t6+ t7,(9.10)
где t5= 0.27 мин - время на распаковку и проверку;
t6=0.09 мин- время на формовку выводов микросхем;
t7 = 1,27 мин - время на установку микросхем с технологической фиксацией.
ТЗ= 1.63 мин
-для транзисторов
Т4 = t1+ t4,(9.11)
Т4= 0.68 мин
При разработке маршрутной технологии необходимо руководствоваться следующим:
1) при поточной сборке разбивка процесса на операции определяется тактом выпуска (ритмом сборки), причём время, затрачиваемое на выполнение каждой операции, должно быть равно или кратно ритму;
2) предшествующие операции не должны затруднять выполнение последующих;
3) на каждом рабочем месте должна выполняться однородная по характеру и технологичности законченная работа;
4) после наиболее ответственных операций сборки, а также после регулировки или наладки предусматривают контрольные операции;
5) применяют более совершенные формы организации производства - непрерывные и групповые поточные линии, линии и участки гибкого автоматизированного производства (ГАП).
Технологическая схема сборки приведена в графической части данного дипломного проекта.
Для монтажа блоков РЭА на печатных платах будем использовать линию пайки ЛПМ-500, скорость транспортировки которой составляет 0,8-3 м/мин и габаритами 3800х850х1400. В качестве технологической оснастки выбирается тележка (ДМЩ-МА-488.00.00), пневмопресс для расклепывания (БМ 769-1358), пинцет (ГОСТ 21241-89), паяльник электрический (ПСН-40), распылитель (Р-1243-16) и тару цеховую.
Комплект документов на технологические процессы сборки, монтажа и контроля приведен в приложении Д дипломного проекта.
Похожие работы
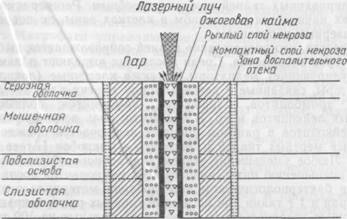
... объему активной среды и максимальной мощности (энергии) источника внешнего возбуждения (накачки). Основными особенностями лазерного излучения, делающими его перспективным для применения в различных областях медицины, являются высокие направленность, монохроматичность и энергоемкость. Высокая направленность лазерного излучения характеризуется тем, что угловое расхождение его пучка в свободном ...
76024
0
0
... и теплоизмерительных приборах и регуляторах в основном удовлетворялась, то в металлургии, химической, пищевой и других отраслях дело обстояло несколько хуже. Отставание развития отечественного приборостроения от быстро растущей потребности народного хозяйства в приборах и средствах автоматизации вызвало необходимость создания и развития отраслевого приборостроения. В химической промышленности ...
... . Это очень высокая слуховая чувствительность. С другой стороны, самые громкие звуки интенсивнее порога слышимости в 100 триллионов раз! В природе существуют звуки с частотой менее 16 Гц (инфразвуки) и более 20 Гц (ультразвуки). Человеческий голос - главное, на что ориентировано ухо,- имеет частоты в диапазоне 500-3000 Гц, и, следовательно, наш слух обеспечивает восприятие речи с большим запасом. ...
... поэтому тренировки могут проводиться 5-6 раз в неделю. Однако, например, ежедневный бег с использованием малых нагрузок менее эффективен, поскольку вызывает значительно меньшие функциональные сдвиги в организме. Характеристика основных форм оздоровительной физической культуры на общем и детском курорте По степени влияния на организм все виды оздоровительной физической культуры (в зависимости ...
0 комментариев