Навигация
2 Практична частина
2.1 Методи вивчення витрат робочого часу
Методи дослідження трудових процесів можуть класифікуватися по ряду ознак: меті дослідження, кількості спостережуваних об'єктів, способу проведення спостереження, формі фіксації його даних і тому подібне.
Робочий час вивчається методом безпосередніх вимірів і методом моментних спостережень.
Метод безпосередніх вимірів дозволяє якнайповніше вивчити процеси праці, отримати достовірні дані про їх тривалість в абсолютному вираженні, зведення про послідовність виконання окремих елементів роботи, а також фактичні витрати робочого часу за весь період спостереження.
Безпосередній вимір робочого часу проводиться шляхом суцільних (безперервних), вибіркових і циклових вимірів.
Суцільні виміри мають найбільше поширення у всіх типах виробництва, оскільки дають докладні відомості про фактичні витрати робочого часу, його втрати, їх величини і причинах виникнення.
Для вивчення окремих елементів операції застосовуються вибіркові виміри. Зокрема їх використовують для визначення часу на допоміжні дії і прийоми в умовах багатоверстатної роботи та інщі.
Різновидом вибіркових спостережень є циклові виміри, які використовуються для вивчення і виміру дій невеликої тривалості, коли часу на виконання дії не можна визначити безпосередньо.
Проте головними недоліками методу безпосередніх вимірів є велика тривалість і трудомісткість проведення спостережень і обробки отриманих даних, а також ті, що один спостерігач може одночасно вивчати витрати часу лише невеликої групи робітників.
Суть методу моментних спостережень полягає в реєстрації і обліку кількості однойменних витрат у випадково вибрані моменти. Важливими перегванами даного методу є простота проведення спостереження, невелика трудомісткість, здобуття необхідних відомостей в короткі терміни. Один спостерігач може вивчити витрати часу великого числа робітників. Моментне спостереження можуть проводити не лише спеціальні спостерігачі, але і всі інженерно-технічні працівники.
Недоліками методу моментних спостережень є здобуття лише середніх величин витрат робочого часу неповних даних про заподії втрат робочого часу, а також недостатне розкриття структури витрат робочого часу.
У наслідок того, що обидва методи страждають суб'єктивністю, перед дослідниками стоїть завдання уміло поєднувати їх для зменшення трудомісткості і підвищення достовірності вивчення витрат робочого часу.
Внесок від призначення, цілі проведення і вмісту витрат спостереження, що вивчаються, підрозділяються на: фотографію робочого часу, хронометраж і фотохронометраж, суть яких розкривається в наступних главах.
За способом спостережень і реєстрації результатів розрізняють візуальний автоматичний і дистанційний методи.
При візуальному методі спостерігач уточнює, реєструє результати за свідченнями приладів часу (годинника, секундомірів і ін.), а також лічильників кількості випадків витрат часу. Основними недоліками цього методу є: суб'єктивність реєстрації відхилень в трудовому процесі і оцінці темпу роботи помилки при прочитуванні свідчень приладів часу, необхідність присутності спостерігача в безпосередній близькості від об'єкту спостереження, скрутність в дослідженні швидко протікаючих процесів, велика напруга уваги спостерігача у зв'язку з тим, що йому доводиться одночасно стежити за тим, що працює, оцінювати характер роботи, визначати моменти зняття свідчень приладів і вести записи. Візуальні спостереження значно полегшуються, якщо використовуються прилади, що напівавтоматично вимірюють тривалість елементів процесів.
Особлівість автоматичного способу в тому, що результати спостережень фіксують без участі спостерігача спеціальні прилади на кіно - фотоплівку, відео і так далі, що дозволяє фіксувати не лише час, але і самі процеси. Це дозволяє аналізувати раціональність рухів і дій порівнювати виконання одних і тихий же прийомів різними робітниками, створювати учбові матеріали для підготовки інших робітників.
Проте присутність спостерігача безпосередньо в робочому місці може надати негативну психологічну дію на робітника внаслідок чого його підвищена нервозність може привести до спотворення дійсних показників вироблення.
Для того, щоб не відволікати виконавця від роботи існує дистанційне спостереження, яке ведеться за допомогою прихованих камер. Спостереження по монітору не відволікає робітника, а всі неясності (причини відсутності, збої в роботі і ін.) можна з'ясувати в кінці зміни в самого робочого або в тих, що його оточують.
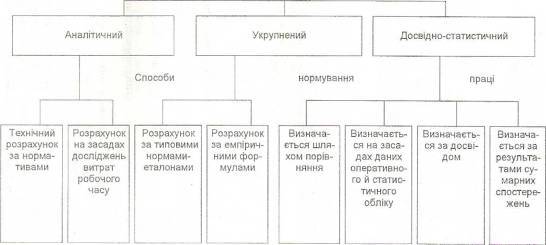
Структурна схема методів витрат робочого часу представлена на схемі 2.
2.2 Норми витрат на електромонтажні роботи
Норми призначені для визначення витрати матеріалів, списання їх на виробництво робіт і аналізу виробничо-господарської діяльності. Нормами врахована чиста витрата матеріалів і важкоусуваємі втрати, що утворюються в межах монтажної зони і при транспортуванні матеріалів від приобєктного складу до робочого місця.
Під нормуванням праці розуміють метод визначення обгрунтованих трудових затрат робітників на різних роботах і у різних підрозділах підприємства. Нормування праці покликане встановлювати трудоємкість заданого об'єму робіт в умовах вживання досягненої на підприємстві передової технології, освоєною прогресивною технологічного оснащення і інструменту, передової организації праці.
Трудомісткість виражають в людино- годинах.
Нормування праці вимагає:
а) наявність обгрунтованих норм часу;
б) правильного визначення об'ємів робіт;
в) правильного вживання норм часуі при розрахунку трудоємкості по виявлених об'ємах робіт.
В зв'язку з цим нормування праці розділяється на два основних розділа:
а) розробку і встановлення прогресивних норм часу;
б) розрахунок трудомісткості заданих об'ємів робіт.
Розрахунок цих робіт виконується спеціалізованими організаціями галузі або спеціалізованими відділами підприємств, а друга здійснюється нормувальниками і калькуляторами підприемств, які, користуючись готовими нормами часу як вихідними даними, лише розраховують трудомісткість заданих об'ємів робіт.
Норма часу і норма вироблення
Під нормою часу розуміють витрати часу, встановлені для виконання одиниці роботи або операції одним робітником або групою робітників відповідної кваліфікації за певних організаційно-технічних умов. Норму часу обчислюють в людино - хвилинах або в людино-годинах.
Під нормою вироблення розуміють кількість одиниць роботи (кількість операцій, виробів, метрів, тонн і т. д.), яке має бути виготовлене або виконане в одиницю часу (годину, зміну, місяць і т. д.) в певних организационно-технічних умовах одним робітником або групою робітників відповідної кваліфікації. Норма вироблення є величиною, обернено пропорційній нормі часу і визначається по формулі:
![]() (1)
(1)
де Тр — період часу, на який встановлюється норма виробітки, ч;
ч — число робітників, що беруть участь у виконанні одиниці роботи;
I — норма часу в людино- годинах або в людино- хвилинах.
Нормами вироблення зазвичай користуються на виробництвах, де випуск виробів носить масовий характер і де облік виробів, випущених за одиницю часу (годину, зміну), не представляє особливої трудності. В монтажному ж виробництві, де трудовий процес характеризується не випуском виробів в одиницю часу, а виконаною роботою, користуються нормами часу.
Норми часу мають бути одночасно і прогресивними і реальними. Однаково шкідливі для виробництва необгрунтовано занижені і необгрунтовано завищені норми часу. Перші наводять до поганої якості робіт із-за поспіху, пригніченому моральному стану і дезорганізації робітника, утиску його матеріальних інтересів; другі — до непродуктивних витратам робочого часу, прихованим простоям, неповному використаню устаткування і оснащення, деморалізації робітника. В обох випадках знижується продуктивність праці і підвищується собівартість продукції.
Розробка і вживання єдиних норм часу
Єдині норми часу на суднові електромонтажні роботи. Ці норми розробляються аналітично-дослідницьким методом на основі фотографій виробничих процесів, що проводяться безпосередньо на робочих місцях щонайменше чотирьох підприємств. Ці норми мають бути технічно обоснованными і охоплювати всі види робіт суднового електромонтажного виробництва. Вони обов'язкові для всіх електромонтажних підприємств.
Єдині норми часу в судновому електромонтажному виробництві розробляються в цілому на технологічну операцію або процес, без розбиття на елементи. Так норма часу на контактне окінцьовування жили кабелю дається в цілому на весь процес, а не на складові його елементи — визначення довжини жили, що підключається, відрізку жили, зняття з неї ізоляції і так далі Складання норм на закінчені технологічні операції або процеси істотно полегшує визначення об'єму робіт і його нормування, і тому повинно бути визнано раціональним.
Розробляються єдині норми часу з обов'язковим врахуванням вже освоєних виробництвом досягнень в області техніки, технології, механізації і організації виробництва і праці, а також фактичної наявності робітників необхідної кваліфікації. Вельми поважно при цьому, аби норми забезпечували:
а) виконання робіт в нормальних умовах з дотриманням діючих правил по техніці безпеки і пожежній охороні;
б) виконання робіт належної якості відповідно до проектів, технологічних інструкцій, електротехнічних правил Регістру.
Оформляються єдині норми часу на суднові електромонтажні роботи у вигляді таблиць, в яких наводяться:
а) ескізи виконання;
б) технічні умови роботи;
в) вживаний інструмент і оснащення;
г) технологічний перелік робіт;
д) розряд роботи.
Наявність цих даних робить норму чіткою, повною і зв'язуе її з вимогами наукової організації праці.
Едині норми часу на кабельні роботи диференційовані по наступних вагових групах кабелів:
Вагова група Вес 1 км. кабелю, кг.
I Не більше 500
II. 500—1500
III. 1500—3000
IV.3000—5600
V Понад 5600
Коефіцієнти, що підвищують і знижуючі. У ряді випадків (при роботі у важких суднових умовах, при несприятливому температурному режимі, при освоєнні нових процесів) єдині норми часу застосовуються з коефіцієнтами, що підвищують, а при роботі на освоєних серійних судах — із знижуючими коефіцієнтами.
Значення коефіцієнтів, що підвищують: 1,15 — при виробництві робіт в місцях з обмеженими рухами, в тому числі, за встановленими трубопроводами і механізмами; 1,25 — при виробництві робіт в приміщеннях з температурою зверху 38° З, а також в особливо обмежених умовах (лежачи, з постійно закиненою головою при монтажі кабелю і апаратури на подволоке і ін.); 1,6 — при виробництві робіт на щоглі. Коефіцієнти, що підвищують, вживані при мінусовій температуре довкілля, приведені в таблицю. 1. При виконанні неосвоєних робіт на головних судах, нових пристроях і схемах дозволяється за угодою між адміністрацією і профсоюзной організацією підприємства вводити коефіцієнти, що підвищують, величиною до 1,2. В разі особливих важких, не обумовлених довідниками, умов коефіцієнт, що підвищує, за угодою між адміністрацією і профспілковою організацією підприємства встановлюється на місці.
Таблиця 1 Коефіцієнти, що підвищують, вживані при мінусовій температурі довкілля
| Температура, СС | У випадку роботи | |
| В зачинених приміщеннях | На відкритому повітрі | |
| Від -1 до -5 » » -6 » -10 » » -11 » -15» » -16 » -20 | 1,05 1,1 1,2 1,3 | 1,1 1,15 1,25 1,35 |
Значення знижуючих коефіцієнтів, що вводяться при виробництві робіт на серійних судах, приведені в табл.2. Як неважко відмітити, коефіцієнти посилюються з збільшенням порядкового номера судна даної серії, що пояснюється поступовим освоєнням роботи.
Таблиця 2 Знижуючі коефіцієнти, вживані при роботі на серійних суднах
| Порядкові номери суден в серії | Порядкові номери суден в сері Групи судев по електромонтажній однорідності | ||
| II | III | ||
| 1—3 | 1,0 | 1,0 | 1,0 |
| 4—6 | 0,95 | 0,94 | 0,94 |
| 7—9 | 0,92 | 0,91 | 0,91 |
| 10—19 | 0,90 | 0,88 | 0,88 |
| 20 і далі 0,88 0,85 0,85 | 0,88 | 0,85 | 0,85 |
Примітка. До групи I відносяться вантажні судна (для перевезення сипучих і навалочних вантажів, танкери і лісовози);
до групи II — спеціальні транспортні судна (буксири, товкачі-буксири, автомобільні пороми), промислові судна (траулери, сейнеры, китобійні мисливці, рефрижераторы, рибообробні бази), науково-дослідні судна;
до групи III — промислово-господарські судна (перевантажувальні судна, металеві і залізобетонні плавучі доки і опалювальні бони),портові криголами.
Недоліки в організації праці і виробництва, як вже згадувалось, не можуть служити підставою для яких-небудь змін норм; тому, окрім перерахованих, жодних інших коефіцієнтів, що встановлюються для окремих підприємств, цехів або серій судів, не існує.
Визначення нормативної трудомісткості суднових электромонтажных робіт. Наявність технічно обгрунтованих норм часу — це лише одне з необхідних умов нормування праці. Другою його умовою є правильне визначення об'єму робіт за кожним завданням. Для виконання цієї другої умови необхідно мати в своєму розпорядженні робочу технологію суднових електромонтажних робіт.
По матеріалах робочої технології і по довідниках єдиних норм часу складаються технологічно-нормувальні карти. Наявні в цих картах дані про трудомісткість технологічних комплектів використовуються при оплаті праці робітників, внутрішньоцеховому плануванні і визначенні технічної готовності електромонтажних робіт на судні. Розраховані по трудомісткості технологічні комплекти є основними обліковими одиницями суднового електромонтажного виробництва. У таблиці. 3 приведена технолого-нормувальна карта, складена по двох технологічних комплектах зовнішнього монтажу для морського морозильного траулера, відомість технологічних комплектів якого була дана в табл.2.
Таблиця 3 Технолого-нормувальна карта, складена по двох технологічних комплектах зовнішнього монтажу для морського морозильного траулера
| Номери технологічних колективів | |||||||||||
| В-2 | В-3 |
| |||||||||
| Найменування операцій | Одиниця вимірювання | Норма часу | Розряд роботи | кількість | Трудоемністьнормо-годин | кількість | Трудоемністьнормо-годин |
| |||
| Затяжка та укладання |
| ||||||||||
| місцевого кабелю |
| ||||||||||
| у скоб-мостах |
| ||||||||||
| I группа1 | 1,6 | 1500 | 24,0 | 700 | 11,2 |
| |||||
| II » | 100 м | 1,9 | 5-Й и 3-й | 40 | 0,76 | 92 | 1,75 |
| |||
| III » | I | 2,3 | — | — | 51 | 1,17 |
| ||||
| Затяжка кабелю |
| ||||||||||
| до труб довжиною |
| ||||||||||
| до 5 м |
| ||||||||||
| I группа II » | 1.100 » | 3,8 5,6 | 4-й и 2-й | 20 5 | 0,76 0,28 | 5 8 | 0,19 0,45 |
| |||
| Кріплення магістрального |
| ||||||||||
| кабелю |
| ||||||||||
| I группа II » | 1 100 » | 1,75 2,4 | 5-Й и 3-й | 100 20 | 1,50 0,48 | 120 10 | 2,1 0,24 |
| |||
| Кріплення трас місцевого кабелю |
| ||||||||||
| I группа | 3,35 | 2200 | 73,30 | 1100 | 36,85 |
| |||||
| II » | 100 » | 4,42 | 5-й и 3-й | 100 | 4,42 | 120 | 5,3 |
| |||
| III » | 5,5 | — | — | 150 | 8,25 |
| |||||
| Додатково на |
| ||||||||||
| кріплення кабелю: |
| ||||||||||
| замками скобами | 100 шт. | 1,0 1,2 | 5-й и 3-й | 220 42 | 2,2 0,5 | 103 203 | 1,03 2,44 |
| |||
| Розробка та ввід |
| ||||||||||
| кабелю з панцир- |
| ||||||||||
| Ною оболонкою |
| ||||||||||
| в електрообладнення |
| ||||||||||
| через сальники |
| ||||||||||
| |||||||||||
| I группа | 0,1 | 230 | 23,0 | 78 | 7,8 |
| |||||
| II » | 1 конец | 0,16 | 5-Й и 3-й | 20 | 3,2 | 6 | 0,96 |
| |||
| III » | 0,24 | 40 | 9,6 | 15 | 3,62 |
| |||||
| Заземлення оболонок |
| ||||||||||
| кабелю під |
| ||||||||||
| скобой |
| ||||||||||
| I группа II » | 1 шт. | 0,08 0,042 | 3-й | — | — | 5 6 | 0,4 0,25 |
| |||
| Всього | — | — | 144 | 84 |
| ||||||
Укрупнені і калькуляційні норми часу
Технічно обгрунтовані норми часу на суднові електромонтажні роботи складаються, за видами робіт. Такі норми дозволяють нормувати працю робітника будь-якої спеціальності, що виконує роботу по будь-якому технологічному процесу. Але для цього необхідна, окрім норм часу, ще і робоча технологічна документація, що встановлює об'єм і характер робіт по кожному технологічному комплекту.
Розробка робочої технології і складання на її основі технолого-нормувальних карт — це праця, що вимагає великих затрат часу фахівцями-технологами і нормувальниками. Тому робочу технологію складають, як правило, по судах лише серійної споруди, де це диктується потребами виробництва і цілком окупається, даючи великий економічний ефект. На судах же одиничної споруди і на ремонтованих судах робочу технологію в її повному об'ємі розробляти недоцільно. Проте визначати трудомісткість робіт і в цих випадках необхідно як для цілей технічного нормування, так і для цілей калькуляції.
Цій потребі відповідають так звані укрупнені норми часу, в яких трудомісткість по всіх видах працевизначаеться з розрахунку на кожен вид електроустаткування, встановленого на судні, і на 1м укладеного на судні магістрального і місцевого кабелю кожної вагової групи. При розрахунку укрупнених норм часу враховуються: на кожен вид суднового електроустаткування — слюсарно-підготовчі роботи, що відносяться до нього, зовнішній і внутрішній монтаж; на 1 м магистрального і місцевого кабелю — слюсарно-підготовчі роботи, затяжка, укладання, кріплення, ущільнення і заземлення кабелю.
Оскільки укрупнені норми часу розраховуються виходячи з технічно обгрунтованих норм часу по видах робіт, вони також можуть розглядатися як технічно обгрунтовані норми і інколи застосовуватися для цілей технічного нормування. При цьому вже немає потреби складати технолого-нормувальнікарти, а досить знати, яке електроустаткування і який кабель вмонтовуються в даному приміщенні або районі судна. Завдяки цьому виходить значна економія праці технологов і нормувальників.
Цінність укрупнених норм часу полягає і в тому, що вони дозволяють складати калькуляційні норми часу, без яких не можна укладати договори із замовниками на виробництво електромонтажних робіт на ремонтованих і модернизируемых суднах і на суднах одиничної споруди.
Калькуляційні норми часу по видах єлектрообладнення, що вмонтовується на судні, утворюються з укрупнених норм часу з додаванням не вхідних в них витрат часу на додаткові роботи, що підлягають оплаті за договором. До таких додаткових робіт відносяться:
а) спостереження за технічним збереженням електроустаткування і кабелю;
б) обслуговування заводських робіт в процесі монтажу;
в) вивчення схем і пристроїв настроювачами і регулювальниками на заводах-виробниках;
г) виготовлення технологічного оснащення;
д) відновлювальний ремонт електроустаткування, пов'язаний з його транспортуванням і зберіганням на складах;
е) виправлення пошкоджень кабелю і електроустаткування, що виникли на судні по незалежним від монтажників причинам;
ж) перегін суден з місць виготовлення на здавальні бази.
Розмір витрат-часу на ці додаткові роботи визначається за даними попередніх періодів.
Знаючи номенклатуру встановленого електроустаткування на судні і довжину змонтованого кабелю по вагових групах, по таблицях калькуляційних норм часу легко визначають калькуляційну норму часу електромонтажних робіт в цілому по судну.
Визнаючи зручність укрупнених норм часу, слід відмітити і їх
істотний недолік: з їх допомогою не можна нормувати працю робочих по видах робіт і спеціальностям, що не сприяє спеціалізації робіт. Це негативно позначається на організації виробництва і праці суднових електромонтажних робіт і обмежує вживання укрупнених норм часу для цілей технічного нормування.
Похожие работы
... роботи він встановлюється у вигляді нормованого завдання, як правило, у натуральних показниках, на зміну, місяць, навчальний рік тощо. У промисловості поширеним об'єктом нормування праці є зона обслуговування. Вона визначається кількістю засобів виробництва, ефективну роботу яких може забезпечити один працівник або бригада. Витрати фізичної і нервової енергії працівників найменш досліджені з-пом ...
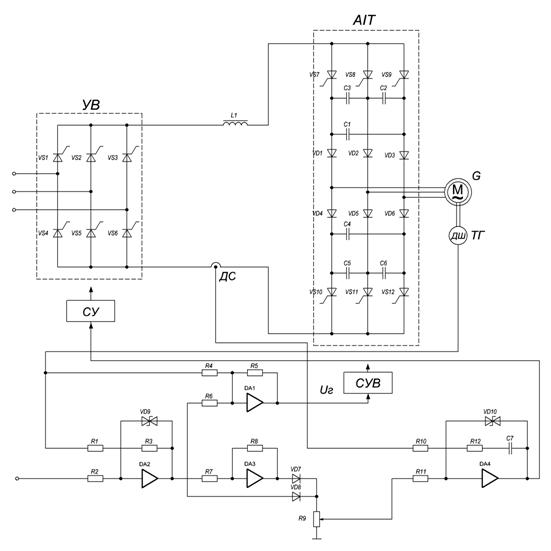
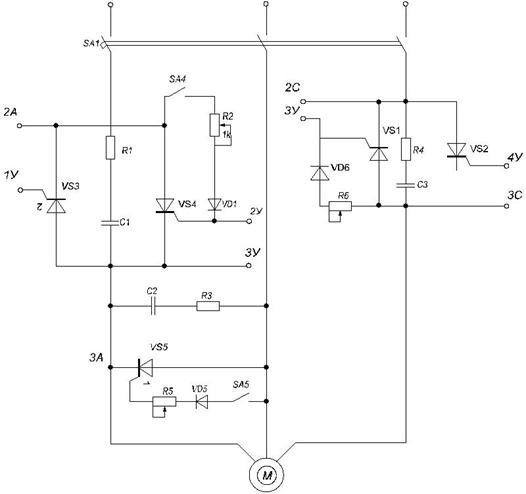
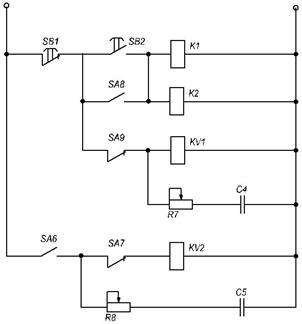
... -контакторна апаратура, що працює дуже інтенсивно (до 600 включень в годину) вимагає постійного догляду, і має низьку надійність, що наводить до простоїв устаткування. 1.3 Система керування електроприводом стрічкового конвеєра З аналізу попередніх розділів виходить, що основними засобами регулювання швидкості магістральних конвеєрів при пуску (за умови вживання асинхронних двигунів з фазним ...
... нового матеріалу. 5. Інструктаж до проведення практичної роботи. 6. Самостійна робота учнів і інструктаж вчителя. 7. Підведення підсумків роботи. 8. Завдання додому. Заняття № Дата: Клас: Розділ: ЕЛЕКТРОТЕХНІЧНІ РОБОТИ Тема заняття: Електрична енергія в господарстві держави та побуті. Електричне коло Мета: Дати первісне уявлення про електричну енергію, електричне коло; сформувати вмі ...
... імпульси не простежуються, тоді це свідчить про несправність датчика і він вибраковується. 2 Формування технологічних вимог 2.1 Призначення, параметри і розміри 2.1.1 Лабораторний стенд призначений для дослідження та перевірки роботи датчика Холла, дає змогу досліджування: - справності датчиків Холла - дослідження порогу спрацювання датчиків Холла - дослідження характеру вихідних і ...
0 комментариев