Навигация
Расчет оптовой цены изделия
25182
знака
11
таблиц
2
изображения
2.4 Расчет оптовой цены изделия
Расчет производится по методу "издержки плюс прибыль".
Рассчитываем прибыль от реализации продукции:
Пр= (ПС · %Р) / 100 , (35)
где %Р – процент рентабельности изделия;
Пр = (1792,8 ·40) /100 = 717,12 руб.
Рассчитываем оптовую цену:
Цопт = Пр + ПС , (36)
Цопт = 717,12 + 1792,8 = 2510 руб.
2.5 Расчёт годового объёма выпуска изделия исходя из условия безубыточного производства
Рассчитываем объём валовых издержек
Vвал. изд = ТС · М + ПИ (38)
Vвал. изд = 978,5· 8000 + 907000= 8737840 руб.
Рассчитываем выручку от реализованной продукции
Vр = М· Цопт , (39)
Vр = 8000 · 1972= 9860000руб.
Основываясь на данных расчёта строем график безубыточного производства приведённый на рисунке 2.
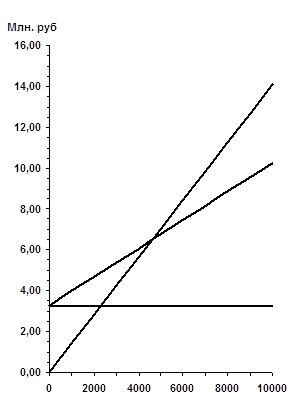
Рисунок 2 - График безубыточности производства
По графику определяем точку безубыточности, которая соответствует Bmin=4600шт при этом Вmax равно производительной мощности равно 10000. Выбираем программу выпуска от Вmin до Bmax. В = 8000руб.
Рассчитываем ПС годового выпуска
ПСг.в. = ПС · В, (40)
где В – объём выпуска изделия в штуках; ПСг.в. = 1792,8· 8000 = 8348471,35 руб.
Рассчитываем прибыль годового выпуска
Прг.в. = Пр · В (41)
Прг.в. = 365,25· 8000 = 2921964,97 руб.
2.6 Расчёт численности основных производственных рабочих, необходимых для выполнения объёма выпуска изделий
Численность рабочих определяется
Р = В· tшт / Фпол · Квн, (42)
где В – годовая программа выпуска, шт.;
tшт – норма времени на единицу изделия, ч;
Квн – коэффициент выполнения нормы;
Фпол – полезный фонд рабочего времени одного рабочего в год, который рассчитывается исходя из годового баланса рабочего времени.
Таблица 12 - Годовой баланс рабочего времени| Фонд времени | Дни |
| 1 Календарные фонд | 366 |
| 2 Выходные и праздничные дни | 113 |
| 3 Номинальный фонд | 253 |
| 4 Невыход на работу | 63 |
| - очередной и дополнительный отпуск | 22 |
| - учебный отпуск | 26 |
| - болезни | 9 |
| - выполнение государственных обязанностей | 2 |
| -отпуск по беременности и родам | 4 |
| 5 Полезный фонд | 190 |
Полезный фонд времени одного рабочего рассчитывается на основе баланса рабочего времени, который зависит от условий производства и контингента работающих данного предприятия.
Принимаем среднюю продолжительность рабочего дня 7,6 ч и определяем полезный фонд в часах.
Фпол=Фном∙Tсм (43)
Фпол=190∙7,6=1444
Рассчитываем общее количество рабочих:
Р =8000∙3,86/(1,19∙1444)=17,97
Принимаем количество рабочих равно 18 человек
Рассчитываем количество рабочих необходимых для выполнения контрольной операции:
Р1 =8000 · 0,5 / (1444 · 1,19) = 2,33
Принимаем Р1 равное 2 рабочим
Рассчитываем количество рабочих необходимых для выполнения промывочной операции:
Р2 = 8000 · 0,17 / (1444 · 1,19) = 0,79
Принимаем Р2 равное 1 рабочему
Рассчитываем количество рабочих необходимых для выполнения лудильной операции:
Р3 = 8000 · 0,20 / (1444 · 1,19)= 0,93
Принимаем Р3 равное 1 рабочему
Рассчитываем количество рабочих необходимых для выполнения контрольной операции:
Р4 = 8000 · 0,5 / (1444 · 1,19) = 2,33
Принимаем Р4 равное 2 рабочим
Рассчитываем количество рабочих необходимых для выполнения монтажной операции:
Р5 = 8000 · 0,2 / 1444 · 1,19 = 0,93
Принимаем Р5 равное 1 рабочему
Рассчитываем количество рабочих необходимых для выполнения контрольной операции:
Р6 = 8000 · 0,5 / (1444 · 1,19) = 2,33
Принимаем Р6 равное 2 рабочим
Рассчитываем количество рабочих необходимых для выполнения защитной операции:
Р7 = 8000 · 0,37 / (1444 · 1,19)= 1,72
Принимаем Р7 равное 2 рабочим
Рассчитываем количество рабочих необходимых для выполнения контрольной операции:
Р8 = 8000 · 0,5 / (1444 · 1,19) = 2,33
Принимаем Р8 равное 2 рабочим
Рассчитываем количество рабочих необходимых для выполнения сборочной операции:
Р9 = 8000 · 0,3 / (1444 · 1,19) = 1,40
Принимаем Р9 равное 1 рабочему
Рассчитываем количество рабочих необходимых для выполнения контрольной операции:
Р10 = 8000· 0,5 / (1444 · 1,19) = 2,33
Принимаем Р10 равное 2 рабочим
Рассчитываем количество рабочих необходимых для выполнения упаковочной операции:
Р11 = 8000 · 0,12 / (1444 · 1,19) = 0,56
Принимаем Р11 равное 1 рабочему
Похожие работы
... ремонт или смазку машин при их работе, обязательная проверка неисправности оборудования перед началом работы на нем. [22,25] 2. Расчетная часть 2.1 Материальные расчеты Технологический процесс изготовления вкладыша-пустотообразователя состоит из ряда стадий, потери материала на которых составляют, % (масс): хранение и транспортировка - 5; литье изделий - 3; отделение литников - 3,8; ...
... комиссии с участием представителя госнадзора и им выдаются удостоверения. Повышение рабочими уровня знаний по безопасности труда осуществляется на курсах повышения квалификации, ее сдачей экзаменов. 136. Виды инструктажа, регистрация инструктажа. Инструктаж работающих подразделяется на: 1. вводный 2. первичный на рабочем месте 3. повторный 4. внеплановый 5. целевой Все ...

... : трудового и коллективного; —правила внутреннего трудового распорядка организации, ответственность за нарушение этих правил; —организацию работы по управлению охраной труда; —контроль и надзор за соблюдением требований охраны труда в организации; —основные опасные и вредные производственные факторы, характерные для данного производства; —СИЗ, порядок и нормы выдачи их и сроки носки; — ...

... присадками к топливу, промывка без демонтажа форсунок с помощью специальной установки и промывка на ультразвуковом стенде с демонтажом форсунок. 2. Исследование работы и процесса технической эксплуатации форсунок бензиновых двигателей 2.1 Конструкция электромагнитных форсунок Рассмотрим устройство и принцип действия форсунок на примере форсунки фирмы Бош, а также неисправности которые ...
0 комментариев