Навигация
Установим норму штучного (Тшт.) времени на выполнение хронометрируемой операции и сменную норму выработки, исходя из условия табл. 3.1
25644
знака
3
таблицы
0
изображений
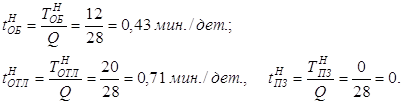
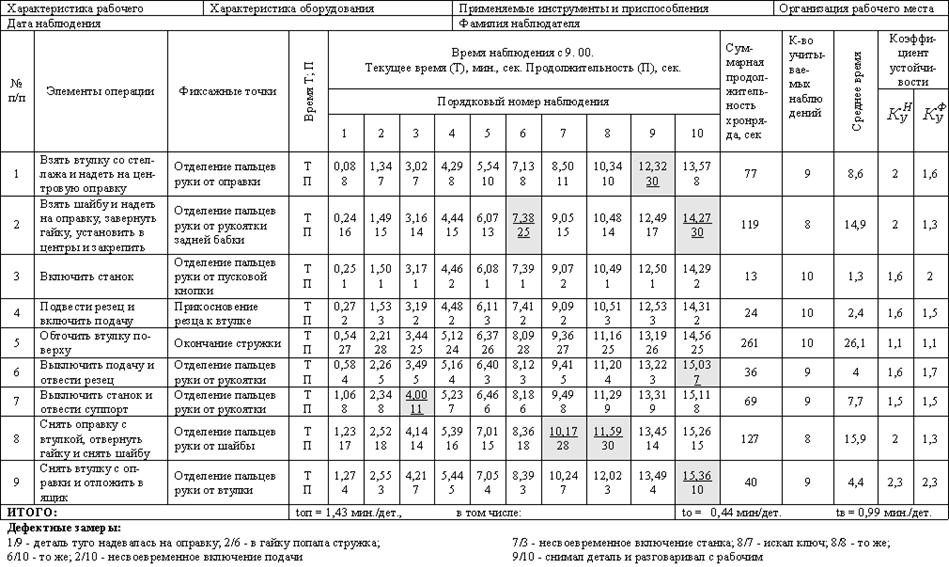
3. Установим норму штучного (Тшт.) времени на выполнение хронометрируемой операции и сменную норму выработки, исходя из условия табл. 3.1.
Величина штучного времени определяется:
![]() ,
,
где ![]() ,
,
К — сумма норматива времени на обслуживание рабочего места (Тобсл.) и норматива времени на отдых и личные надобности (Тотл) (см. табл. 3.1).
![]()
Расчет сменной нормы выработки по результатам хронометра производится по общей формуле:
![]()
Учитывая, что сменное время – 8 часов (28800 сек.), получили норму выработки 167 деталей.
Таблица 3.1
Продолжительность затрат рабочего времени в % от Т оперативного
| Категория затрат рабочего времени | Варианты | |||||||||
| 1. | 2. | 3. | 4. | 5. | 6. | 7. | 8. | 9. | 10. | |
| Т обсл. Т отл Т п.-з. | 3,0 4,0 14,5 | 3,5 4,5 15 | 2,0 5,0 15,5 | 2,5 5,5 16 | 3,0 4,0 17 | 3,5 4,5 16,5 | 2,0 5,0 17,5 | 2,5 5,5 18 | 3,0 4,0 19 | 3,5 4,5 20 |
Имеется возможность модернизировать n станков, что повысит их производительность на х процентов.
Производственный участок работает в две смены. Всего в цехе работает N человек.
Определить:
— рост производительности труда в цехе;
— снижение трудоемкости;
— экономию рабочей силы.
| Значения | Обозначения | Вариант 10 |
| Количество станков, шт | n | 32 |
| Процент повышения производительности, % | x | 50 |
| Численность рабочих в цехе, чел | N | 260 |
Рассчитать общее количество оборудования в цеху:
![]() ,
,
учитывая, что 260 человек работают в две смены.
Эффективность использования выявленных резервов определяется в % роста производительности труда (Пт):
![]()
Процент повышения производительности в целом по цеху составит 12,3%.
Следовательно процент снижения трудоемкости высчитаем по следующей формуле:
![]()
Абсолютный размер экономии численности работников с учетом срока действия мероприятия, обеспечивающего рост производительности труда и экономию численности, определяется по формуле:
![]() .
.
Заключение
Все применяемые методы изучения затрат рабочего времени взаимосвязаны и дополняют друг друга. В зависимости от цели исследования предпочтение отдается тому или иному виду.
Применение фотографии рабочего времени в течение всей смены при ручных работах поможет улучшить организацию труда и повысить его производительность за счет эффективного использования всего фонда времени.
При изучении машинно-ручных работ хорошие результаты дают фотографии рабочего времени и фотохронометраж.
Наиболее эффективным в машинном и автоматизированном производствах является использование осциллографии, фото- и киносъемки.
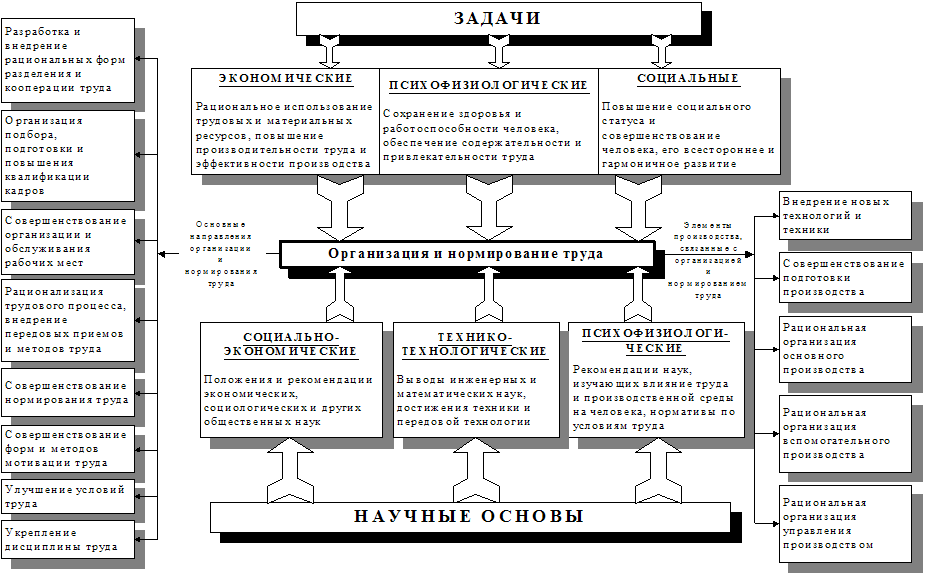
На любом предприятии, независимо от формы собственности, большое значение имеет эффективность производственного процесса, т.е. его осуществление с наименьшими затратами рабочего времени и оборудования. Главное условие рационализации производственного процесса – систематическое изучение затрат рабочего времени и использование материалов наблюдения. На их основе делают выводы о наличии «узких мест» на предприятии, о причинах и размерах потерь рабочего времени, намечают мероприятия по совершенствованию труда и производства.
Совершенствование трудового процесса предполагает рациональное сочетание во времени всех элементов труда, а также установление взаимосвязи участников производства.
Список использованных источников
1. Гандина Н.М. Экономика и нормирование труда: Учебное пособие. И.: Изд-во ИГЭА, 1994.
2. Генкин Б.М., Петроченко П.Ф., Бухалков М.И. и др. Под. Ред. Б.М. Генкина. Нормирование труда. – М.: Экономика, 1985.
3. Назаров А.Ш. Нормирование труда. – Т.: Укитувчи, 1987.
4. Никитин А.В. Сборник задач по экономике, организации и нормированию труда в промышленности. – М.: Экономика, 1990.
5. Разумов И.М., Смирнов С.В., Глаголева Л.А. Научная организация труда в машиностроении. – М.: Высшая школа, 1978.
6. Холодная Г.Н. Нормирование труда в промышленности. – М.: Экономика, 1978.
ПРИЛОЖЕНИЯ
| № | Эл. Оп. | Фик. Точ. | длит.(П) | Порядковый номер наблюдения. Начало наблюдения – 0. Время Т – мин, с. Время П - с. | Сум., с | Годн. Замеров | Среднее время,с | Коэффициент устойчивости хроноряда | ||||||||||
| 1. | 2. | 3. | 4. | 5. | 6. | 7. | 8. | 9. | 10. | норма-ивный | факти-ческий | |||||||
| 1 | Взять деталь, ус-тановить в патроне. | Отделение руки от ключа | П | 24 | 25 | 28 | 27 | 24 | 23 | 26 | 30 | 30 | 22 | 259 | 10 | 25,9 | 1,5 | 1,364 |
| 2. | Подвес-ти резец, включить подачу | Начало схода стружки | П | 13 | 12 | 20 | 10 | 11 | 12 | 24 | 13 | 12 | 12 | 95 | 8 | 11,9 | 1,3 | 1,300 |
| 3. | Расточить втулку | Конец схода стружки | П | 95 | 98 | 93 | 90 | 91 | 95 | 97 | 93 | 92 | 91 | 935 | 10 | 93,5 | 1,1 | 1,089 |
| 4. | Выключить подачу, от-вести резец, остановить станок | Отделение руки от кнопки управления | П | 7 | 9 | 8 | 9 | 7 | 10 | 8 | 8 | 9 | 7 | 72 | 9 | 8,0 | 1,3 | 1,286 |
| 5. | Открепить деталь, снять и отложить | Отделение руки от детали | П | 21 | 23 | 26 | 25 | 22 | 21 | 24 | 28 | 28 | 27 | 245 | 10 | 24,5 | 1,5 | 1,333 |
| № | мин | сек | № | мин | сек | № | мин | сек | № | мин | сек | № | мин | сек | Продолжительность операции: | |||
| 1 | 0 | 24 | 11 | 5 | 55 | 21 | 11 | 27 | 31 | 16 | 45 | 41 | 22 | 40 | Замер. | |||
| 2 | 0 | 37 | 12 | 6 | 15 | 22 | 11 | 38 | 32 | 17 | 9 | 42 | 22 | 52 | 1 | 160 | с. | |
| 3 | 2 | 12 | 13 | 7 | 48 | 23 | 13 | 9 | 33 | 18 | 46 | 43 | 24 | 24 | 2 | 167 | с. | |
| 4 | 2 | 19 | 14 | 7 | 56 | 24 | 13 | 16 | 34 | 18 | 54 | 44 | 24 | 33 | 4 | 161 | с. | |
| 5 | 2 | 40 | 15 | 8 | 22 | 25 | 13 | 38 | 35 | 19 | 18 | 45 | 25 | 1 | 5 | 155 | с. | |
| 6 | 3 | 5 | 16 | 8 | 49 | 26 | 14 | 1 | 36 | 19 | 48 | 46 | 25 | 23 | 8 | 172 | с. | |
| 7 | 3 | 17 | 17 | 8 | 59 | 27 | 14 | 13 | 37 | 20 | 1 | 47 | 25 | 35 | 9 | 171 | с. | |
| 8 | 4 | 55 | 18 | 10 | 29 | 28 | 15 | 48 | 38 | 21 | 34 | 48 | 27 | 6 | 10 | 159 | с. | |
| 9 | 5 | 4 | 19 | 10 | 38 | 29 | 15 | 58 | 39 | 21 | 42 | 49 | 27 | 13 | Сред. Продолж. Операции: | |||
| 10 | 5 | 27 | 20 | 11 | 3 | 30 | 16 | 19 | 40 | 22 | 10 | 50 | 27 | 40 | 164 | с. | ||
Похожие работы
... потерь рабочего времени: (3.20) где – перерывы, вызванные нарушением нормального течения производственного процесса. Можно оценить эффективность мероприятий по совершенствованию организации и нормирования труда. Например, пусть нормативная трудоемкость выполняемых работ составляет ТрБАЗ = 20000 нормо-часов, средняя часовая тарифная ставка рабочего Сm = ...
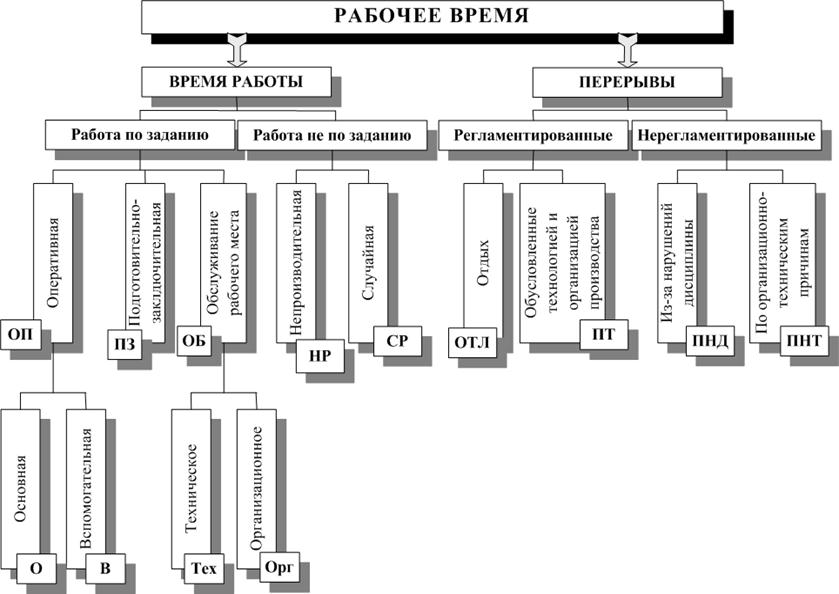
... трудовой дисциплины – это опоздания, самовольные отлучки с рабочего места, преждевременный уход с работы, т.е. простои по вине рабочего. Классификация затрат рабочего времени.* Классификация методов и способов изучения затрат рабочего времени. Методы исследования трудовых процессов могут классифицироваться по ряду признаков: цели исследования, количеству наблюдаемых объектов, способу ...
... и их эффективное обслуживание является одной из составляющих цикла производственного менеджмента "определение условий и организация". Важной задачей производственного менеджера является обеспечение повышения производительности труда. 3. Производительность и оплата труда В работе производственных менеджеров по обеспечению достижения поставленной цели большое значение придается нормированию ...
... діючих значеннях які впливають на факторів тривалість (Берем з технологічної, конструкторської та планової документації)Лекція №5 1.6Методика мікроелементного нормування. В основі цієї методики лежать мікроелементні нормативи, які розроблені на трудові рухи та дії. За їх допомогою можна виконати детальний аналіз будь-якого трудового процесу та вибрати ...
0 комментариев