Навигация
Оперативно–производственное планирование единичного
35410
знаков
0
таблиц
3
изображения
2.2 Оперативно–производственное планирование единичного
производства
Единичное производство характеризуется большим количеством заказов на изготовление разнообразной продукции единицами и малыми не повторяющимися партиями. При этом в одних изделиях преобладают механические работы, в других монтажные и т.д.
Следовательно, оперативное планирование должно так сгруппировать заказы для запуска, чтобы обеспечить наилучшее сочетание сроков изготовления с равномерной загрузкой основных цехов. Чтобы такое условие выдержать на предприятии, прежде чем заключать договора с заказчиком, делают предварительный расчет производственного цикла изготовления заказа. Другой отличительной особенностью планирования единичного производства является включение в цикл изготовления заказа всех стадий подготовки производства и изготовления изделия, т.е. разработка конструкции, технологии, нормирования затрат труда, проектирование и изготовление оснастки, изготовление, испытание и доводка изделий.
В единичном производстве оперативное руководство осуществляется по заказной системе, при которой планируемой единицей является заказ на изделие или сборочное соединение.
Система основывается на разработке и соблюдении сквозных цикловых графиков технической подготовки каждого заказа и производству и его поэтапного выполнения, в увязке с цикловым графиком по другим заказам.
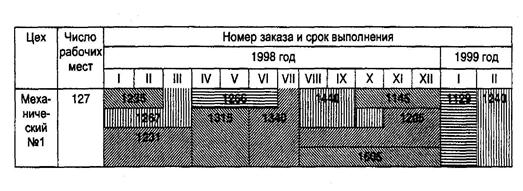
Оперативное планирование в единичном производстве включает: расчет производственного цикла по каждому заказу и расчет потребного числа рабочих мест. На основе таких расчетов и с учетом возможного межоперационного пролеживания деталей формируется по каждому заказу объемно-календарный график выполнения заказа. Детали, имеющие более длительный цикл изготовления, запускают в производство раньше, чем другие детали, для того чтобы согласовать бесперебойное их поступление на сборку. Для взаимной увязки по времени и более полного использования оборудования и площадей по всем заказам составляется сводный объемно-календарный график.
Чтобы избежать совпадения работ на одном и том же оборудовании для нескольких заказов, необходимо откорректировать сроки выполнения работ, предусмотренные графиком выполнения отдельных заказов. Необходимо определить мероприятия по ликвидации узких мест и догрузить недогруженное оборудование.
Сводный объемно-календарный график ежемесячно корректируется с учетом данных о выполнении производственной программы основными цехами, состоянии незавершенного производства и заказа о новых заданиях.
Одновременно уточняется номенклатура и объем работ. С учетом этих особенностей окончательно уточняется сводный объемно-календарный график заказов и на основании его ПДО выдает каждому цеху месячную производственную программу работ.
Основой планово-распределительной работы на смену является сменно-суточный план, в котором задание конкретизируется на каждые сутки и смену для каждого рабочего.
Оперативный учет выполнения программы основными цехами в единичном производстве осуществляется по данным восполнения сменно-суточного задания каждым участком. Объектами учета служат: выработка рабочих, движение деталей по операциям, поступление заготовок, брак, простои, сдача готовой продукции. Учет производится на основе специальной первичной документации – по нарядам, специальным маршрутным картам движения изделий, по накладным и т.д.
2.3 Оперативно-производственное планирование серийного
производства
Для серийного типа производства характерно изготовление одного изделия разных модификаций или нескольких видов изделий сериями различной величины.
Под серией понимается число изделий, одинаковых по конструкции и технической характеристике. Для серийного производства характерна обработка деталей и сборочных единиц партиями. Под партиями понимается планируемое и учитываемое число одинаковых деталей или сборочных единиц, одновременно запускаемых в производство и обрабатываемых с однократной затратой подготовительно-заключительного времени.
В зависимости от номенклатуры изготовляемых изделий и степени устойчивости элементов конструкции в оперативном планировании применяются основные системы планирования: комплектная, которая имеет разновидности, комплектно-узловая, комплектная и комплектно-технологическая, машинно-комплектная, планово-комплектная и подетальная, которая имеет разновидности: собственно подетальная система и система непрерывного планирования. Эти системы отличаются по характерным признакам:
1) планово-учетная единица (деталь, конструкторский узел, группа деталей с общим сроком подачи на сборку);
2) календарно-плановые нормативы (размер партии, производственный цикл, задел и т.д.);
3) форма планового задания (квартальная и месячная подетальная программа, графики запуска-выпуска);
4) область применения (небольшая, средняя, большая номенклатура изделий с учетом типа производства).
Межцеховое планирование в серийном производстве характеризуется следующими особенностями:
1) движение производства во времени определенными календарно-плановыми нормативами, на основе которых разрабатываются оперативные планы;
2) закрепление номенклатуры деталей и узлов за цехами и рабочими местами приобретает постоянный характер в соответствии с их специализацией;
3) номенклатура цеховых программ строится комплектно на изделия, узел, группу;
4) количественные задания, определенные по комплектовочным нормам;
5) календарное распределение заданий осуществляется в виде назначения сроков запуска и выпуска продукции.
Календарно-плановые нормативы лежат в основе планирования серийного производства. Они включают размер партии изготовления изделия, нормативный размер партии и периодичность их запуска, производственный цикл, опережение запуска-выпуска партии, деталей и узлов изделий, уровень заделов и объем незавершенного производства. Используя эти нормативы, строят календарные графики работы производственных бригад и участков.
С точки зрения производительности труда целесообразна работа большими партиями, так как уменьшается подготовительно-заключительное время, приходящееся на одну деталь. Однако увеличение партии ведет к увеличению производственного цикла и росту незавершенного производства. Поэтому нахождение оптимальной партии сводится к установлению такого числа деталей, при котором минимальны затраты на одну деталь.
Длительностью производственного цикла называется отрезок времени между началом и окончанием процесса изготовления одного изделия или партии этих изделий. В оперативном планировании нормативы производственных циклов изготовления деталей используются как нормативы опережений при расчете объема незавершенного производства и календарных сроков запуска-выпуска. Так как в каждом цехе могут иметь место отклонения от запланированных сроков выпуска партии, между цехами-изготовителями и цехами-потребителями создают резервные запасы, увеличивающие опережение.
Временем опережения в работе цехов и участков называется период, который определяет более ранние сроки начала или окончания работ заготовительных и обрабатывающих цехов от окончательного срока выпуска изделий. Объем незавершенного производства рассчитывают с учетом времени опережений. Бесперебойный ход производства может быть осуществлен в случае, если в производстве имеются необходимые заделы (технологический, транспортный, оборотный, страховой). На системе опережения разработан машиннокомплектный метод планирования.
Программу основных цехов рассчитывают в порядке, обратном ходу технологического процесса по схеме: план реализации – цех окончательной сборки – механосборочные цехи – обрабатывающие цехи – заготовительные цехи – материальные склады.
В крупносерийном производстве оперативное планирование осуществляется на основе стандарт-плана. Стандарт-план предусматривает изготовление деталей в определенной и постоянной последовательности с запуском и выпуском постоянного их количества в строго определенные сроки внутри планового периода с равномерной по дням этого периода загрузкой рабочих мест.
Основной формой постоянной оперативно-плановой работы является сменно-суточное планирование. Оно позволяет в текущем порядке регулировать ход выполнения ежемесячного плана. В этот план в первую очередь включаются те детали, отсутствие которых задерживает последующие этапы производственного процесса и эти детали обеспечены всем необходимым для их изготовления.
С применением вычислительной техники появилась возможность использовать в серийном производстве подетальную систему планирования. При этой системе программа цеха испытательной и окончательной сборки изделия составляется ежемесячно в разрезе номенклатуры товарной продукции по запуску и выпуску каждого ее вида. Механизация и автоматизация расчетов по оперативному планированию серийного производства предусматривают централизованное хранение нормативов, обеспечивают механизированный учет хода производства и осуществляют плановые расчеты квартальных, месячных и сменно – суточных заданий цеху, участку, рабочему.
Похожие работы
... товарно-материальных ценностей, о ходе производства в сопоставлении с календарным планом, о выполнении крупных проектных работ. Как и в других сельскохозяйственных предприятиях, в учхозе УГСХА оперативное управление производством выполняет несколько функций: 1) координация и контроль за функционированием всей производственной структуры, включая получение и оформление заказов, выдачу их в ...
... отклонения к концу планово-отчетного периода недостаточно резервов, находящихся в распоряжении данного и нижестоящих руководителей. Оценка качества труда руководителя, специалиста по оперативному управлению производством должна быть учтена в действующих на предприятиях системах материального и морального стимулирования по результатам работы за планово-отчетные периоды. Для непосредственных ...

("минимум-максимум") - при серийном и система планирования по ритму выпуска продукции - при массовом). Организация оперативного планирования в единичном производстве Единичное производство характеризуется широкой номенклатурой изготавливаемых изделий при единичных и малых разовых объемах выпуска. Отличительными признаками единичного производства являются: Практически полная ...
... составление формализованных планов, а также контроль их исполнения позволяет компаниям организовать эффективную систему планирования и обеспечить взаимоувязку плановых показателей между отдельными подразделениями. 2. Подготовка производства, ее состав и задачи. Деятельность предприятия по развитию его материально-технической базы, организации производства, труда и управления представляет ...
0 комментариев