Навигация
Понятие метода «пока-ека»
17770
знаков
0
таблиц
1
изображение
3. Понятие метода «пока-ека»
В основе бездефектного производства лежит метод защиты от ошибок, получивший название покэ-ека (Poka-Yoke). Система «Пока-ека» на русский язык может быть переведена как «дуракоустойчивость».
Основная идея состоит в остановке процесса, как только обнаруживается дефект, определении причины и предотвращении возобновления источника дефекта. Поэтому не требуется никаких статистических выборок. Ключевая часть процедуры состоит в том, что инспектирование источника ошибки проводится как активная часть производственного процесса с целью выявления ошибок до того, как они становятся дефектами. Обнаружение ошибки или останавливает производство до ее исправления, или процесс корректируется, чтобы воспрепятствовать появлению дефекта. Это осуществляется на каждой стадии процесса путем мониторинга потенциальных источников ошибок. Таким образом, дефекты определяются и корректируются у самого их источника, а не на более поздних стадиях. Естественно, этот процесс стал возможным с применением инструментов и механизмов с немедленной обратной связью (в процессе избегают использовать персонал из-за его способности ошибаться). Однако использование персонала существенно для определения потенциальных источников ошибок. В 40-летнем возрасте Синго изучил и в значительной степени использовал статистические методы контроля качества, но спустя 20 лет, в 1977 г., он сказал, что наконец освободился от их колдовского очарования. Это случилось, когда он собственными глазами наблюдал, как на линии сборки сливных труб на заводе стиральных машин компании Мацускыта (Matsushita) в Сизуока (Shizuoka), на которой было занято 23 рабочих, удалось непрерывно работать без единого дефекта в течение месяца, благодаря установке устройств «Пока-Йеке», которые предотвращали появление дефектов. Синго утверждает, что бездефектности можно достигнуть путем использования контроля за источниками появления дефектов и системы «Пока-Йеке». Вместе они составляют "нулевой контроль качества (Zero Quality Control)".
Эта концепция "нуль дефектов" отличается от того, что обычно связывается с именем американского наставника Филипа Кросби. В концепции Синго делается упор на достижение бездефектности путем использования хорошей инженерной подготовки производства и исследования производственных процессов, а не с помощью призывов и лозунгов, которые ассоциируются с кампаниями качества, проводимыми американскими и западно-европейскими фирмами. Сам Синго, подобно Демингу и Джурану, демонстрирует озабоченность таким американским подходом, утверждая, что публикация статистики дефектов только вводит в заблуждение и что вместо этого необходимо охотиться за дефектными элементами производственного процесса, которые порождают большинство дефектов продукции.
Система «пока-ека» – основа бездефектного производства.
Дефекты в производстве по большей части возникают из-за увеличения вариабельности характеристик процесса, разброс которых, в свою очередь, может быть следствием:
¾ некорректно разработанных стандартов или документированных процедур;
¾ использования некачественного или устаревшего оборудования;
¾ применения неподходящих материалов;
¾ изношенности инструментов;
¾ ошибок операторов.
Для всех этих причин дефектов, за исключением последней, могут быть применены корректирующие и предупреждающие действия. Предотвратить же ошибки операторов достаточно трудно.
В основе идеологии покэ-ека лежит тот факт, что совершать ошибки для людей в процессе работы – естественно. И это не является показателем непрофессионализма оператора. Цель покэ-ека – найти способы защиты от непреднамеренных ошибок. Перечень типичных действий операторов, приводящих к появлению дефектов представлен в таблице.
Метод покэ-ека базируется на семи принципах:
1 для создания эффективных процессов используйте робастное проектирование;
2 работайте в командах: только так можно максимально полно использовать знания сотрудников;
3 устраняйте ошибки, также используя робастное проектирование: это позволит приблизить число ошибок к нулю;
4 устраняйте коренные причины появления дефектов, применяя метод 5 "Why" (Пять "почему");
5 действуйте сразу, используйте все возможные ресурсы;
6 устраняйте деятельность, не добавляющую ценность;
7 внедряйте улучшения и сразу задумывайтесь над дальнейшими улучшениями.
Применяя покэ-ека не полагаются на то, что операторы сами найдут ошибку. Поэтому при выполнении работ используются сенсорные датчики и другие устройства. Это помогает эффективно выявлять дефекты, пропущенные операторами.
Метод покэ-ека следует применять как при входном контроле, так и в ходе всего процесса. Эффект от его внедрения зависит от того, на каком именно этапе процесса - входном контроле или контроле в ходе процесса - этот метод был использован. При этом, если несоответствия были выявлены, поступают предупреждающие сигналы или, даже, оборудование может быть остановлено.
Внедрение метода покэ-ека при входном контроле называют проактивным подходом. Выявление ошибки в таком случае произойдет до того, как были совершены те или иные операции, пользуются предупреждающие сигналы или даже, оборудование может быть остановлено на выходном контроле.
Подход, при котором метод покэ-ека применяется на других этапах производственного процесса, называют реактивным. В данном случае этот метод используется:
¾ сразу по завершении процесса;
¾ в ходе выполнения работ оператором;
¾ при передаче на следующий этап процесса.
Реактивный подход является эффективным, так как его применение способствует предотвращению передачи бракованных изделий на следующий этап процесса, но, тем не менее, не позволяет достичь столь высокой степени защиты от ошибок, как в случае с проактивным подходом. Применение методов покэ-ека в процессе поиска причин возникновения дефектов не дает высоких результатов, но в то же время он гораздо эффективнее выборочного контроля.
Существуют другие подходы к использованию метода покэ-ека: контролирующий и предупреждающий. При контролирующем подходе, если выявляется дефект, – происходит автоматическая остановка оборудования. Предупреждающий подход основывается на применении всевозможных сигнальных средств (световые и звуковые сигналы), которые сообщают оператору о возможной ошибке. Остановка оборудования часто не входит опции предупреждающего подхода.
Устройства, применяемые в покэ-ека, по методу лежащему в основе их работы, подразделяются на:
¾ контактные;
¾ считывающие;
¾ последовательного движения.
Все три типа устройств могут быть использованы как при контролирующем подходе, так и при предупреждающем.
Принцип работы устройств контактного метода основан на определении того, контактирует ли чувствительный элемент с проверяемым объектом. Примером таких устройств могут служить концевые выключатели. Если контакт нарушается, то срабатывает, например, звуковой сигнал.
Также к устройствам, работающим по контактному методу, относят передатчики и приемники, фотоэлектрические выключатели, пьезоэлектрические датчики и др. Устройства не обязательно должны быть высокотехнологичными. Простые пассивные устройства иногда являются самыми лучшими. Они не позволяют занять детали неправильное положение в ходе процесса.
Считывающие устройства применяются, когда существует фиксированное число операций в процессе и фиксированное число деталей в изделии. Датчик несколько раз просчитывает детали и пропускает изделие на следующий процесс только, если число деталей верно.
Третий тип устройств - датчики, определяющие выполнена ли операция процесса. Если операция не выполнена или выполнена неверно, то датчик сигнализирует, что следует остановить оборудование. По такому принципу работают многие сенсорные и фотоэлектрические устройства, которые связаны с таймером оборудования. Применение таких устройств наиболее эффективно, когда в процессе используются много деталей похожих друг на друга по форме и размеру.
Последовательное применение метода покэ-ека позволяет значительно сократить число ошибок, допускаемых операторами, что способствует снижению затрат и повышению удовлетворенности потребителей.
4. Применение пока-ека в организациях
Приемы защиты от ошибок, или «покэ-ёка», применяются с целью предотвращения попадания дефектной продукции на следующий этап производства. Для избавления от ошибок необходимо, чтобы проверка качества продукции являлась составной частью любой операции, и оборудование было снабжено сенсорами для обнаружения ошибок и остановки процесса. Метод защиты от ошибок, применяемый в сочетании с другими инструментами экономного производства, служит гарантией того, что продукт не имеет дефектов, а процесс его производства протекает без сбоев.
После появления подхода «пока-ека», он был успешно применен на различных заводах, был установлен рекорд продолжительности работы без дефектов, равный двум годам. В 1968 г. на металлургическом заводе в г. Сага (Saga Ironworks) Синго создал систему пре-автоматизации (Рге-Automation system), которая позже была распространена по всей Японии.
С 1975 года Сигео Синго развивал концепцию «ноль дефектов» на заводе стиральных машин фирмы Matsushita Electric в г. Сизуока. Работал над совершенствованием технологических процессов, основанных на фундаментальных подходах, включая высокоскоростное нанесение гальванического покрытия, моментальную сушку и исключение разметки. Данная концепция применяется там и сейчас.
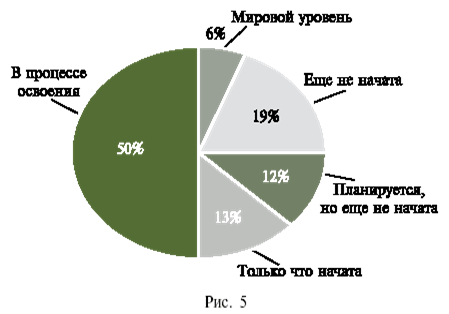
Рисунок – Использование приемов защиты от ошибок
Если мы посмотрим на результаты опроса (рис. 2), то увидим, что 6% респондентов утверждают, что их компании достигли мирового уровня в области защиты от ошибок (опрос проводился консалтинговой компанией PalmTree, Inc., занимающаяся пропагандой и развертыванием концепции экономного производства, в начале 2003 г. среди членов Ассоциации производителей штата Иллинойс (США)). Среди этих 6% и компания Northrop Grumman Corp. - производитель электронно-лучевых трубок. Как заявил представитель компании Э. Шаудт, подобные успехи были достигнуты в результате ежедневной работы, в ходе которой деятельность каждого работника цеха оценивается по многим параметрам, а именно: соблюдение графика, уровень качества, снижение дефектности и другие измеряемые параметры экономного производства. Поскольку концепция экономного производства является составной частью повседневной производственной деятельности, все работники осознают, что чем лучше их показатели по любому из этих параметров, тем лучше их финансовое положение и больше возможностей для карьерного роста.
Система пока-ека применяется также в японской компании предприятии «Omron». Данная компания успешно сотрудничает с российскими предприятиями. Среди тех, кто сегодня использует автоматику «Omron», - АО «КамАЗ» и АО «АвтоВАЗ», череповецкий металлургический комбинат «Северсталь» и Западно-Сибирский металлургический комбинат, Красноярская ГЭС и НПО «Энергия». Процесс производства в компании «Omron» автоматизирован настолько, что практически исключает участие в нем человека, действия которого чаще всего и могут служить причиной брака. Поэтому-то компании и удается работать по принципу: нуль дефектов, 100-процентный контроль и 100-процентная надежность. Два европейских завода компании, находящиеся в Германии и Нидерландах, имеют сертификат соответствия их систем качества международным стандартам ISO серии 9000.
Список использованной литературы
1 Рамперсад Хьюберт К. Общее управление качеством: личностные и организационные изменения / Пер. с англ. – М.: ЗАО «Олимп-Бизнес», 2005. – 256 с.
2 //Япония сегодня. «Гуру менеджмента» (статья о Сигео Синго)
3 http://www.certicom.kiev.ua/index.html
4 //Методы менеджмента качества, №9, 2005 г. «Предотвращение ошибок, или покэ-ёка», стр. 42
0 комментариев