Анализ методов оценки и обеспечения эффективной организации управленческого труда в организации и технологичности конструкций РЭА
Постановка задач дипломного проекта
Особенности конструкции, технологии и проблемы проектирования и освоения современной РЭА
Разработка модели формирования технологичности на различных этапах создания РЭА
Разработка программного комплекса автоматизированной системы количественных оценок технологичности конструкции РЭА
Экспериментальная количественная оценка технологичности изделия РЭА
Навигация
Разработка модели формирования технологичности на различных этапах создания РЭА
Совершенствование организации управленческого труда в организации
128462
знака
1
таблица
16
изображений
2.3 Разработка модели формирования технологичности на различных этапах создания РЭА
Необходимость получения комплексных оценок конструктивно-технологического совершенства изделий требуют более широкого рассмотрения этого понятия на всех стадиях проектирования от выбора принципиальной схемы до эксплуатации.
На каждом из этапов разработки и производства информации об изделии может быть интерпретирована как некоторая модель определённого уровня детализации. Причём эта модель динамическая, так как в течение проектирования и производства меняется формирующая её информация. Соответственно изменяется «модель технологичности». Эта модель несёт в себе информацию о технологических особенностях будущего изделия на различных этапах его создания.
Многоуровневая информационная модель формирования технологичности изделия в процессе его создания представлена на рис. 2.1.
Первым исходным документом на разработку изделия на нулевом уровне является ТЗ, в котором определяется назначение, основные технические характеристики, показатели качества, в том числе технологичности и другие технико-экономические требования. ТЗ не даёт, как правило, представления о внутреннем строении РЭА.
Результаты предварительной проработки будущей конструкции РЭА находят отражения на стадии технологического предложения, когда выявляются возможные общие технические решения, различающиеся принципом действия или общей компоновкой основных функциональных узлов. Значения основных технических параметров РЭА и показателей технологичности могут уточняться. Глубина проработки конструкции на стадии эскизного проекта больше, чем на стадиях разработки ТЗ и технического предложения, что в определённой степени позволяет выявить внутреннее устройство прибора. Однако документация, создаваемая на этих стадиях содержит весьма ограниченную информацию, на основе которой трудно провести количественный и качественный анализ технологичности РЭА.
На нулевом уровне происходит разработка лишь общих принципов функционирования. Объект представляется в виде общего уравнения передачи и преобразования сигналов. Выбор метода решения этого уравнения задаётся структурой операторов, представленных в виде блок-схемы изделия. Как правило, вариантов блок-схемы может быть несколько. Выбор одного из них связывается как с заданным качеством функционирования, так и с возможностью его реализации в виде принципиальной схемы, построенной на применяемых комплектующих изделиях или унифицированных блоках.
Косвенным образом технологичность изделия закладывается уже на нулевом уровне, когда оптимальным решением является использование блоков с известными и хорошо отработанными функциями для создания структуры, выполняющей новую оригинальную функцию. Это положение хорошо иллюстрируется примерами, связанными с разработкой ЭВМ, в которых качественная сторона функционирования новой системы полностью разрешается стандартным набором элементарных блоков, а количественная сторона (быстродействие оперативность и т.п.) целиком зависит от схемоконструкторского решения этих блоков. Блоком на нулевом уровне изделия является элемент блок-схемы с чётко определённой функцией.
На 1 -м уровне моделей в процессе проектирования производится выбор и обоснование принципиальной схемы изделия. Уже здесь количество возможных вариантов схемного решения и их сочетаний резко возрастает, так как теоретически одна и та же система может быть построена по различным принципиальным схемам. На этом этапе проектирования наиболее технологичной, с точки зрения разработчика, будет схема, в которой использованы отработанные схемные решения, не требующие дополнительных исследований.
На 2-м уровне моделей при конструировании изделия согласно принципиальной схеме из радиокомпонентов и сборочных единиц создаётся макет, по структуре связей между элементами взаимооднозначно соответствующий схеме. На этом уровне результаты технического проекта дают более полное представление о конструкции изделия, её составных частей.
Модель конструктивного уровня отображает не только порядок соединения элементов структуры, но и их объём, а также присущие им частные и другие технические решения (материалы, размеры, форма, тип соединений, вид специальных покрытий, элементная база и др.), тепловые, электрические и магнитные поля. Указанные характеристики существенным образом влияют на конструкцию РЭА и ее технологичность.
Таким образом, на 2-м уровне моделей изделие имеет более сложную структуру, полнее учитывающую связи между её элементами. И чем больше таких связей учтено в процессе конструирования, тем рациональнее может быть скомпоновано изделие. Однако обеспечение надёжной работы схемы с учётом работы такой структуры взаимосвязей зачастую приводит к появлению новых конструктивных элементов таких, как экраны, металлы с высокой проводимостью и т.д., не выполняющих полезной функциональной электрической нагрузки.
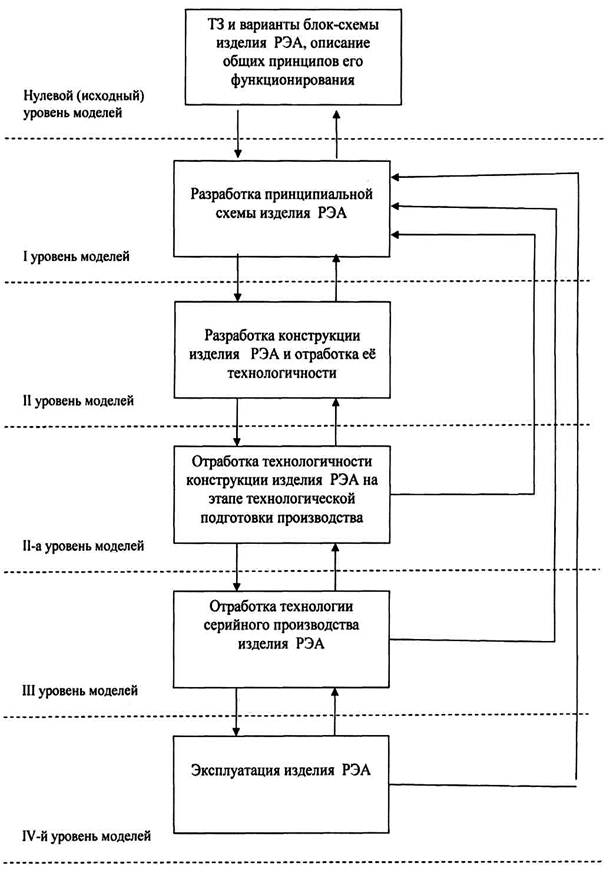
Рис. 2.1. Многоуровневая информационная модель формирования технологичности конструкции РЭА на различных этапах создания.
Таким образом, конструктивные модели 2 уровня отражают следующие свойства изделия как сложной системы:
1. Функциональную модель 0 уровня, т.е. блок-схему.
2. Структурно-функциональную модель 1 уровня, т.е. принципиальную схему.
3. Побочные связи в модели 2 уровня.
4. Физические свойства элементов в модели 2 уровня.
5. Механическую, динамическую структуру объекта, т.е. распределение сил и узлов закрепления элементов.
6. Статистические свойства элементов объекта, выражаемые через допуски на электрические параметры и геометрические размеры.
На этом уровне моделей технологичность рассматривается с точки зрения разработчика, стремящегося создать оптимальную конструкцию, изоморфную модели 0-го и 1-го уровня с учётом обеспечения технологии изготовления в минимальные сроки.
На 3-уровне моделей каждое конкретное изделие в процессе производства можно рассматривать как систему, подтвержденную влиянию внешних воздействий, которыми являются различные технологические факторы. Колебания значений технологических факторов отражаются на выходных параметрах изделия, вызывая их колебания в пределах допуска. При этом известно, что отработанные технологические процессы являются стационарными и эргодическими случайными процессами с известными и управляемыми параметрами.
Следовательно, модель 3 уровня отображает влияние случайных технологических факторов, а выходные параметры изделий можно рассматривать как усредненные по ансамблю, т.е. по серии параметров стационарного эргодического процесса. В этом случае изделие представляются как некоторый усредненный объект, выходные параметры которого описываются функцией нормального распределения. При отработке технологии изготовления в системе «изделие-технологический процесс» наблюдаются колебания динамических процессов, существенно влияющих на качество изделия, его себестоимость.
Таким образом, на этапе технологической подготовки производства можно отметить две встречно действующие обратные связи в системе «изделие-технологический процесс». Последовательно изменяется конструкция, т.е. модель уровня 2, и технологический процесс-модель уровня 3. Выделение этого этапа в модель уровня Па обусловлено тем, что после окончания согласования она преобразуется в модель уровня 3.
Этап технологической подготовки производства является также динамичным, так как в ее процессе меняется уровень технологичности, как с точки зрения конструктора, так и сточки зрения технолога. Это изменение происходит при проведении конструкторско-технологических согласований, в результате которых вырабатывается компромиссное решение, приемлемое как для конструкторов, так и для технологов.
К 4 уровню моделей изделия следует отнести период эксплуатации, при котором совокупность эксплуатируемых объектов можно рассматривать, как некоторый обобщенный объект. Любые отказы при этом рассматриваются как выходные сигналы обобщенного объекта, имеющие случайный характер и поддающиеся анализу методами теории надежности. Эксплуатация изделий происходит одновременно с продолжающимся их серийным выпуском, причем эти два процесса взаимосвязаны. В процессе эксплуатации изделий у потребителя возникает информация о необходимости внесения конструктивных изменений, которая поступает к изготовителю.
В процессе серийного выпуска изделий почти всегда происходит изменение конструкции с целью улучшения ее технологичности с учетом изменения производственно-технологических и эксплуатационных факторов.
Следовательно, на этапе серийного выпуска и эксплуатации изделия также происходит отработка технологичности его конструкции, которая в свою очередь существенно влияет на технико-экономические показатели изделия, в том числе на его себестоимость.
Таким образом, обобщая изложенное, можно констатировать, что ТК является понятием комплексным и динамическим, развивающимся во времени и отражающим диалектическое соответствие технического совершенства изделия изменяющимся условиям его производства. Исходя из этого, возможно предложить системную трактовку понятия ТК.
Технологичной конструкцией изделия является относительно законченная конструкция, отвечающая всем эксплуатационным требованиям и представляющая такую композицию элементов и сборочных единиц, которая обеспечивает ее изготовление в объеме заданной серии и требуемого качества, в минимальные сроки при минимальных общих затратах в условиях конкретного и развивающегося технологического уровня производства.
Анализ данного определения показывает:
- соответствие конструкции эксплуатационным требованиям задается группой параметров в технических условиях на изделие, согласно которым производится его приемка;
- относительная законченность конструкции - понятие условное, указывающее на возможность введения в него конструкторских и технологических изменений, повышающих его полезное свойство и снижающих себестоимость без ухудшения эксплуатационных характеристик;
- конструкция является композицией отдельных или интегрированных элементов, которые могут быть изготовлены на базе известных технологических методов, позволяющих получить заданное качество функционирования изделия;
- задание серии выпуска изделий определяет выбор элементов (унификации) и способ их композиции в изделии таким образом, что устанавливается близкое соответствие конструкции данному типу существующего в настоящее время серийного производства, т.е. соответствие типовой технологии;
- уровень требуемого качества рассматривается как мера соответствия процесса изготовления и комплектования всех составных частей изделия требованиям технической документации и соответствующих ГОСТов;
- требования минимизации времени объединяет ограничение времени разработки конструкции, времени технологической подготовки производства и времени выпуска заданной серии изделия, например, установочной серии, головной партии и установившегося серийного производства;
- требование минимизации общих затрат включает в себя минимизацию общих затрат на разработку, технологическую подготовку производства и выпуск заданной серии;
- учет конкретного технологического уровня производства связан с требованием минимизации времени и затрат на технологическую подготовку производства и выпуск заданной серии;
- комплекс понятия технологичности указывает на то, что в оценке технологичности необходимым и взаимосвязанным образом участвуют показатели временных, материальных затрат и другие показатели;
-динамичность и развитие уровня технологичности изделия связаны с постоянным совершенствованием как конструкции, в соответствии с требованиями эксплуатации и производства, так и изменением условий производства вследствие его адаптации к изделию.
Таким образом, из данного определения вытекает объективная необходимость анализа эффективной организации управленческого труда в организации и уровня технологичности изделия и динамического процесса его формирования как во времени на всех уровнях моделей (0-4), так и в пространстве.
Теперь необходимо после разработки модели формирования технологичности по различным этапам создания изделия РЭА перейти к разработке методики количественной оценки ТК. Требуется рассмотреть математическое, информационное и программное обеспечение автоматизированной системы управления технологичностью РЭА.
Глава 3. РАЗРАБОТКА АВТОМАТИЗИРОВАННОЙ СИСТЕМЫ КОЛИЧЕСТВЕННЫХ ОЦЕНОК ЭФФЕКТИВНОЙ ОРГАНИЗАЦИИ УПРАВЛЕНЧЕСКОГО ТРУДА И ТЕХНОЛОГИЧНОСТИ КОНСТРУКЦИИ РЭА
3.1 Разработка математических основ методики количественных оценок эффективной организации управленческого труда в организации и технологичности конструкции изделий
В соответствии с ЕСТПП комплексная количественная оценка анализа эффективной организации управленческого труда в организации и технологичности изделия РЭА является основной и выполняется на узловых этапах проектирования.
Состав комплекса показателей анализа эффективной организации управленческого труда в организации обычно регламентирован соответствующими стандартами для определённого вида изделий и стадии разработки документации, о которых мы уже упоминали. Однако оценку можно сделать более гибкой, если использовать экспертный выбор состава и весовых коэффициентов частных показателей, включённых в расчёт комплексного. В этом случае количественная оценка делается более дифференцированной, в большей степени отвечающей функциональной и конструктивной специфике разрабатываемого изделия и условиям его производства. Подобная система лежит в основе математического обеспечения автоматизированной системы оценки технологичности конструкции.
Исходной информацией для выбора показателей являются заполненные экспертами карты (фрагмент такой экспертной карты представлен в таблице 3.1). Экспертная карта для выбора комплексных показателей представляет собой матрицу парных сравнений, строкам и столбцам которой соответствует исходный набор частных количественных показателей. В левой графе карты записаны наименования частных показателей. Каждому из них присвоен порядковый номер, записанный во второй слева вертикальной графе экспертной карты. Каждому столбцу поля экспертной карты также соответствует определённый показатель. Номер показателей расположен в верхней горизонтальной графе экспертной карты в том же порядке. Каждый эксперт при заполнении экспертной карты производит попарное сравнение показателей. Таблица 3.1. Экспертная карта
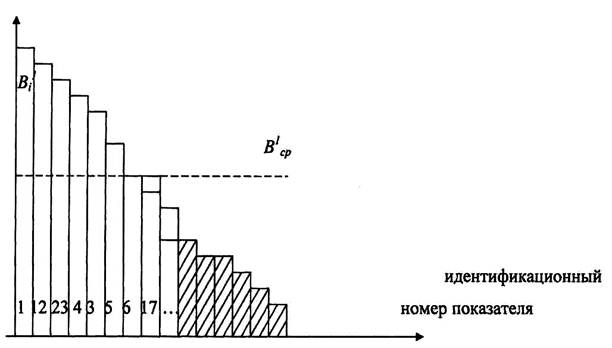
Рис.3.1. Диаграмма предпочтений показателей технологичности
Диаграмма позволяет выбрать наиболее важные частные показатели для расчета и включения их в расчет комплексного. Рекомендуется исключать из расчета показатели, расположенные правее первого заметного спада предпочтений (на рис.3.1 эти показатели заштрихованы), ниже уровня В1ср. Оставшиеся показатели включаются в комплексный, рассчитываемый по формуле:

где пj - количество оставленных для расчета частных показателей, вj - вес j-го показателя. Обозначим порядковый номер j-го показателя на диаграмме предпочтений rt. Величина rt представляет собой ранг j-го показателя.
Чем более важен j-й показатель, т.е. чем меньше rh тем больший "вес" должен иметь данный показатель при расчете комплексного. Примем

где с - некоторая константа.


получим

где hi вычисляется по формуле (3.13).
Для включения этих основ в программную систему проанализированы использующиеся в различных родственных отраслях промышленности частные показатели технологичности. Всего было выявлено 70 наименований различных частных показателей, использования которых возможно для комплексной оценки технологичности изделий. Однако процесс заполнения матрицы парных сравнений такой размерности весьма трудоёмок. Поэтому для окончательного применения были отобраны 50 наиболее значимых частных показателей. Эти показатели образуют исходное множество, из которого в системе осуществляется экспертный выбор состава комплексного показателя. Помимо этого в системе для полноты оценки ТК изделий РЭА предусмотрена возможность отдельного расчета восьми показателей, связанных с трудоёмкостью и себестоимостью изготовления изделий.
В следующем разделе приведен полный перечень и расчетные формулы используемых для оценки ТК РЭА количественных показателей.
3.2 Разработка информационного обеспечения системы показателей эффективной организации управленческого труда в организации и технологичности конструкции изделий и их составных частей
Стандартами ЕСТПП введена система количественных оценок технологичности конструкций, охватывающая всю совокупность свойств изделий любого вида и позволяющая определять экономическую целесообразность новой конструкции на всех стадиях разработки.
Система оценок состоит из показателей трех видов:
- базовые показатели технологичности изделия-аналога;
- показатели технологичности, достигнутые при разработке;
- показатели уровня технологичности, равные отношению достигнутых показателей к базовым показателям.
В процессе проектирования и количественной оценки конструкции РЭА используют разнообразные показатели технологичности. Это многообразие обусловлено многообразием свойств современной электронной техники. Информационный массив показателей технологичности можно классифицировать по разным признакам.
В зависимости от области проявления технологичности конструкции различают показатели производственной ТК, эксплуатационной ТК, ремонтной ТК. По числу характеризуемых свойств показатели делятся на частные, групповые и комплексные.
Частные показатели удобно использовать в тех случаях, когда явно выделяются некоторые отдельные свойства конструкции, подлежащие отдельному изучению измерению (оценке) с точки зрения оказываемого воздействия на общий уровень технологичности конструкции электронного изделия. Например, оценка возможной параллельной сборки нескольких сборочных единиц в изделии в виде частного коэффициента параллельности сборки, позволяет рассчитать величину экономии затрат труда на сборочные работы.
Групповые показатели эффективной организации управленческого труда в организации характеризуют группу родственных свойств, входящих в технологичность конструкции изделия. Например, групповыми можно считать показатели материалоемкости, куда входят частные показатели (сухая масса, коэффициент использования материала, коэффициент применяемости материала и др.), выражающие единый вид затрат ресурсов.
Комплексные показатели эффективной организации управленческого труда в организации и технологичности характеризуют совокупность однородных свойств, рассматриваемых в различных областях проявления технологичности, либо совокупность разнородных свойств, рассматриваемых в одной области проявления ТК.
В зависимости от формы представления характеризуемых свойств показатель ТК может быть:





где К - общее число рассматриваемых свойств; N- выборочное число свойств из общей совокупности свойств, образующих ТК изделия; Р - главный параметр изделия; Кб - базовый показатель ТК изделия.
В зависимости от стадии определения показатели технологичности можно также классифицировать на прогнозные, базовые и достигнутые. Первые используются для прогнозирования предстоящих затрат на более ранних стадиях проектирования изделий, при необходимости учета перспектив развития технологии, техники, организации производства, для предсказания отдельных частных свойств технологичности конструкции.
Базовые показатели используются для установления исходных требований к технологичности электронной техники, управления процессом проектирования на всех его стадиях и итоговой оценки достигнутого уровня технологичности, т.е. качества всех конструкторско-технологических разработок.
Достигнутые показатели определяются на стадиях разработки конструкции изделия с учетом номенклатуры базовых показателей. Применяются эти показатели для определения уровня ТК изделия и разработки мероприятий для дальнейшего совершенствования конструкции электромеханических изделий и технологии их изготовления, эксплуатации, ремонта.
В зависимости от значимости для оценки различают основные и дополнительные показатели. Первые характеризуют наиболее весомые, существенные свойства, например, трудоемкость изделия, себестоимость и др. Дополнительные показатели характеризуют технологическую рациональность и преемственность конструкции изделия, позволяют эффективно совершенствовать конструкцию в процессе проектирования изделия.
Система показателей технологичности может помочь эффективно проводить оценку и отработку изделия на технологичность лишь в том случае, если она правильно подобрана по своему качественному и количественному составу и регулярно пересматривается по истечении 5-7 лет.
Ведь значимость некоторых частных показателей может изменяться с течением времени из-за варьирования таких факторов, как условия выполняемых работ в производстве, технический и организационный уровень производства, тип производства, применяемый инструмент и технологическая оснастка.
Необходимо согласиться с мнением, что система показателей технологичности позволяет дать интегрированную сравнительную оценку, а любой частный показатель, входящий в систему может рассматриваться как независимый информационный элемент для принятия конкретного решения по вопросам конструирования, технологии или организации производства на уровне конкретного предприятия [15]. Более того, очевидно, что использовать комплексные показатели в качестве критерия решений, было бы неправильно.
При количественных методах оценки технологичности конструкции центральным является вопрос о выборе номенклатуры основных и дополнительных показателей. Здесь есть ряд особенностей для электронной техники и электромеханических изделий, которые необходимо рассмотреть подробнее.
Выбор показателей, как для планирования технологичности, так и для ее сравнительной оценки - сложная инженерная задача. Правила выбора этих показателей регламентированы ГОСТ 14.202-73. Основные факторы, влияющие на выбор - требования к изделию, вид изделия, объемы выпуска, объемы информации необходимые для расчета показателей. В зависимости от назначения изделия выбирают те показатели, которые могут характеризовать технологичность изделия данного вида.
Для радиоэлектронных изделий к основным показателям технологичности конструкции правильно было бы отнести два взаимосвязанных показателя трудоемкости и технологической себестоимости. Некоторые исследователи предлагают к основным показателям отнести и показатели материалоемкости, элементоемкости, энергоемкости [1,15,16], однако, для изделий отрасли эти показатели слабо зависят от показателей трудоемкости и себестоимости. Характеристику, например, рациональному использованию материалов может дать и ряд частных показателей, таких, как масса изделия, коэффициент использования материалов, коэффициент применяемости материалов, коэффициент применяемости электрорадиоэлементов и др.
Рассмотрим информационное обеспечение по основным показателям технологичности конструкции изделий.
Трудоемкость изделия характеризует количество труда определенной квалификации и специализации, затрачиваемое на одно изделие с учетом его конструктивных особенностей по видам работ. Обычно для отрасли электроаппаратостроения и электронного приборостроения производственная трудоемкость определяется для трех видов работ: механообработки, сборки и монтажа, настройки и регулировки. В общем виде трудоемкость определяется по формуле:

где Ту - трудоемкость у-го вида работ, нормо-ч.
При большом количестве составных частей в изделии, что характерно для изделий названных отраслей, трудоемкость его изготовления Ти определяют укрупненно по типовым представителям составных частей изделия:
![]()
В формуле Tei - трудоемкость изготовления и сборки i- й сборочной единицы, нормо-ч, определяемой как:
![]()
где Тдк - трудоемкость изготовления к-й детали, входящей в состав i- й сборочной единицы изделия, нормо-ч; пдк количество к-х деталей, шт.; Тус-трудоемкость узловой сборки, нормо-ч; пei -количество i-x сборочных единиц, шт.; Тдi - трудоемкость изготовления i-й детали, являющейся составной частью изделия и не входящей в состав сборочной единицы при подсчете Teh нормо-ч; Щг количество i -x деталей, шт.; Тос- трудоемкость общей сборки изделия, нормо-ч; Тр- трудоемкость регулировочных и контрольно-испытательных работ по изделию, нормо-ч.
На формирование трудоемкости изготовления изделий оказывает также существенное влияние большое число факторов, не связанных с отработкой конструкции на технологичность. Поэтому часто на основе данных о трудоемкости изделия невозможно принять однозначное и категоричное решение о технологичности конструкции. В таких ситуациях показатель трудоемкости используют в комплексе с другими дополнительными показателями, переходящими в разряд основных.
Себестоимость продукции представляет собой стоимостную оценку используемых в процессе производства продукции природных ресурсов, сырья, материалов, топлива, энергии, основных фондов, трудовых ресурсов, а также других затрат на ее производство и реализацию [17]. Типовая номенклатура статей расходов, входящих в полную себестоимость изделий будет иметь вид:
1. Сырье и материалы.
2. Возвратные отходы (вычитаются).
3. Покупные изделия, полуфабрикаты и услуги производственного характера сторонних организаций и предприятий.
4. Топливо и энергия на технологические нужды.
5. Заработная плата производственных рабочих.
6. Отчисления на социальные нужды.
7. Расходы на подготовку и освоение производства.
8. Общепроизводственные расходы.
9. Общехозяйственные расходы.
10. Потери от брака.
11. Прочие производственные расходы.
12. Коммерческие расходы.
Анализ этих статей калькуляции себестоимости позволяет сделать вывод о том, что технологичность конструкции изделия может влиять напрямую лишь на статьи затрат 1, 4, 5, 6, 7, 8 и 10.
Поэтому для оценки технологичности изделий рекомендуется использовать технологическую себестоимость, которая отличается от полной тем, что в нее включаются прямые затраты на материалы и производственную зарплату, а из косвенных - только расходы, связанные с содержанием и эксплуатацией оборудования.
Действительно, если вносятся изменения в конструктивные формы и элементы деталей сборочных единиц или всей конструкции электромеханического изделия это влечет за собой изменения в технологических процессах обработки, сборки, настройки и регулировки, а это, в свою очередь, приводит к изменениям технологической себестоимости.
Таким образом, технологическую себестоимость изделия можно выразить формулой:
![]()
где См- стоимость материалов, затраченных на изготовление изделия; С3-заработная плата производственных рабочих с начислениями; С0в- расходы на содержание, эксплуатацию, ремонт и амортизацию оборудования, приспособлений, оснастку целевого назначения, инструмент.
К группе основных показателей технологичности электронных средств относят также уровень технологичности конструкции по трудоемкости

характеризующий отношение достигнутой трудоемкости изделия (Ти) к базовому показателю трудоемкости изготовления (Т&,), и уровень технологичности конструкции по технологической себестоимости

характеризующий отношение достигнутой себестоимости изделия (Ст) к базовому показателю технологической себестоимости изделия (CeJ.
Рассмотрим дополнительные показатели технологичности конструкции изделия, блоков, узлов РЭА, их формулы и информационные элементы.
1. Коэффициент применения типовых технологических процессов изготовления изделия определяется по формуле:

где Ттип - трудоемкость операций, выполняемых по типовым технологическим процессам.
2. Коэффициент автоматизации и механизации технологических процессов изготовления изделия определяется по формуле:

где Тмаи - трудоемкость операций, выполняемых с помощью автоматизации и механизации.
3. Коэффициент автоматизации и механизации сборки и монтажа изделия определяются по формуле:

где Нмуэрэ - количество навесных элементов в узле, устанавливаемых в печатную плату механизированным и автоматизированным методами; Нэрэ - общее количество навесных ЭРЭ в узле;

где Нaм - количество монтажных соединений, которые могут быть осуществлены механизированным и автоматизированным способом, т.е. имеются механизмы, оборудование или оснащение для выполнения монтажных соединений; Нм - общее количество монтажных соединений.
4. Коэффициент автоматизации и механизации контроля и настройки определяется по формуле:

где Нкни - количество операций контроля и настройки, которые можно осуществлять механизированным и автоматизированным способом; Нкн -общее количество операций контроля и настройки.
5. Коэффициент применения печатного монтажа в изделии определяется по формуле:

где Нкпи - количество монтажных площадок в изделии, пайка которых осуществляется групповым методом; НПСи - общее количество паяных соединений в изделии.
7. Относительная трудоемкость сборочно-монтажных работ при изготовлении изделия определяется по формуле:

где Тсми - трудоемкость операций сборочно-монтажных работ.
7. Относительная трудоемкость настроечно-регулировочных работ определяется по формуле:

где Тнри - трудоемкость настроечно-регулировочных работ.
8. Коэффициент унификации определяется по формуле:

где Еун - число унифицированных сборочных единиц в изделии; DyH - число унифицированных деталей, являющихся составными частями изделия и не вошедших в Еун, Е„ - число сборочных единиц в изделии; Dn - число деталей,являющихся составными частями изделия (стандартные крепежные детали не учитываются).
9. Коэффициент стандартизации конструкции определяется по формуле:

где Ести - число стандартных сборочных единиц в изделии; Dcmu - число стандартных деталей, являющихся составными частями изделия.
10. Коэффициент сложности сборки конструкции изделий определяется по формуле:

где Нсизи - число соединений, осуществляемых в изделии с помощью лапок, защелок, байонетных соединений и т.д.; Нсри - число соединений в изделии, осуществляемых с помощью резьбовых соединений; Нсни - число неразъемных соединений в изделии.
11. Коэффициент конролепригодности изделия определятся по формуле:

где Нкпи - количество контролируемых параметров в изделии; Нтки - количество точек контроля в изделии.

12. Коэффициент повторяемости марок монтажного провода в изделии определяется по формуле:
13. Коэффициент повторяемости ЭРЭ в изделии определяется по формуле:

где Нтэрэи - количество типоразмеров ЭРЭ в изделии; Нэрэи - количество ЭРЭ в изделии.
13. Коэффициент применяемости микросхем и микросборок определяется по формуле:

где Нмс - общее количество микросхем и микросборок в изделии.
14. Коэффициент применения полупроводниковых приборов определяется по формуле:

где Нти - количество полупроводниковых приборов в изделии; Нрш - количество радиоламп в изделии.
15. Коэффициент регулируемости схемы на элементной базе определяется по формуле:

где Ннрэли - количество нерегулируемых радиоэлементов в изделии; Нрэли количество регулируемых радиоэлементов в изделии.
17. Коэффициент точности обработки определяется по формуле:

18. Коэффициент шероховатости поверхностей деталей определяется по формуле:
- среднее значение параметра шероховатости поверхностей деталей изделия;
Бi – значение i-го параметра шероховатости поверхности; m - число поверхностей, соответствующих данному параметру шероховатости.
19. Показатель применяемости отверстий в печатной плате определяется по формуле:

где N3 - суммарное количество эквивалентных элементов в изделиях миниатюризации; Ngb - количество дискретных ЭРЭ и изделий электронной техники в миниатюрном и микроминиатюрном исполнении; Ngu - количество дискретных ЭРЭ и изделий электронной техники, не удовлетворяющих требованиям миниатюризации.
20. Коэффициент повторяемости отверстий в печатной плате определяется по формуле:

Нтро - количество типоразмеров отверстий в печатной плате; Н0 - общее количество отверстий в печатной плате.
21. Коэффициент обеспеченности групповой пайки печатных узлов определяется по формуле:

где Eoj - общее количество мест пайки в j-м проводящем слое печатной платы; S - количество проводящих слоев в 1111; EmJ - количество мест пайки в j-м проводящем слое печатной платы, которые можно реализовать в групповой пайке волной припоя или протягиванием.
22. Коэффициент однородности формообразования деталей изготовленных штампованием определяется по формуле:

где Z - количество типоразмеров деталей, изготовленных штампованием; f -общее количество операционных переходов для типоразмеров деталей, изготовленных штампованием.
23. Коэффициент блочности определяется по формуле:

где Nуфу - количество унифицированных функциональных узлов; Nфу общее количество функциональных узлов.
24. Коэффициент эффективности взаимозаменяемости определяется по формуле:

где Тп - трудоемкость пригоночных работ; Tcq - трудоемкость сборочных работ.
25. Относительная трудоемкость заготовительных работ определяется по формуле:

где ТЗР =ТЛ +ТК + Тш +... - трудоемкость заготовительных работ;
Тл, Тк, Тш , ... - трудоемкость, соответственно, литейных, кузнечных, штамповочных и прочих работ.
26. Коэффициент повторяемости определяется по формуле:

где Q - число наименований составных частей.
27. Коэффициент унификации конструктивных элементов определяется по формуле:

где Qy3 - число унифицированных типоразмеров конструктивных элементов; Q3 - число типоразмеров конструктивных элементов в изделии.
28. Коэффициент унификации сборочных единиц определяется по формуле:

где Еун - число унифицированных сборочных единиц изделия.
29. Коэффициент унификации деталей определяется по формуле:

где DyH - число унифицированных деталей в изделии, кроме крепежных.



30. Коэффициент стандартизации сборочных единиц определяется по формуле:
33. Коэффициент применяемости материала определяется по формуле:

где MiM - масса данного материала в изделии; Мк - общая масса конструкции изделий.
34. Коэффициент использования металла определяется по формуле:

где Мд - масса металлических деталей изделия без учета покупных изделий и крепежных деталей; Ммет - масса металла, израсходованного на изготовление этих деталей.
35. Коэффициент применяемости пластмасс определяется по формуле:

где Мп - суммарная масса пластмассовых деталей в конструкции изделия; Мпс - суммарная масса конструкции изделия без учета массы покупных изделий и печатных плат.
36. Коэффициент сборности конструкции определяется по формуле:

37. Коэффициент параллельности сборки определяется по формуле:

где Епсб - общее количество сборочных единиц, допускающих параллельную сборку.
39. Коэффициент применения ЭРЭ определяется по формуле:
40. Коэффициент применяемости сборочных единиц определяется по формуле: изделии; Ет - общее количество типоразмеров сборочных единиц в изделии.
41. Коэффициент повторяемости микросхем и микросборок определяется по формуле:

где Ищмс - количество типоразмеров корпусов МС; NMC - общее количество микросхем и микросборок в изделии.
42. Коэффициент сложности печатных плат определяется по формуле:

где NMnn - общее количество многослойных печатных плат в изделии; Nnn -общее количество печатных плат.
43. Коэффициент освоенности деталей определяется по формуле:

где Doce - количество типоразмеров деталей из ранее освоенных изделий на предприятии.
44. Коэффициент автоматизации и механизации подготовки ЭРЭ к монтажу определяется по формуле:

где Имтрэ - количество ЭРЭ, подготовка которых к монтажу может осуществляться механизированным или автоматизированным способом; Иэрэ- общее количество ЭРЭ.
45. Коэффициент сложности контроля определяется по формуле:

где S - количество метрологических разновидностей измерений, проводимых в процессе контроля данного изделия; Р - общее количество контролируемых параметров в данном изделии.
46. Коэффициент автоматизации и механизации объемного монтажа определяется по формуле:

где Ннкр - количество неразъемных межузловых и межблочных соединений в изделии, выполняемых методом накрутки, обжимки, запрессовки; Нно - общее количество неразъемных межузловых и межблочных соединений в изделии.
47. Коэффициент использования плоских кабелей для объемного монтажа определяется по формуле:

где Нпк - количество межузловых и межблочных связей в изделии, выполненных с помощью плоских кабелей; Нпр - общее количество межузловых и межблочных связей (проводников) в изделии.
48. Коэффициент прогрессивности формообразования деталей определяется по формуле:

где Dnp - количество деталей, заготовки которых или сами детали получены прогрессивными методами формообразования.
49. Коэффициент автоматизации и механизации монтажа определяется по формуле:

где Нам - количество монтажных соединений, которые могут быть осуществлены или осуществляются механизированным способом, т.е. имеются механизмы, оборудование или оснащение для выполнения монтажных соединений; Нм - общее количество монтажных соединений.
50. Относительная трудоемкость механообработки определяется по формуле:

где Тм - суммарная трудоемкость механообработки, применяемой при изготовлении изделия.
Похожие работы
... то, что его результаты трудно поддаются количественной оценке, они, как правило, определяются по показателям производственной деятельности возглавляемых ими коллективов. Следовательно, эффективность организации управленческого труда нужно оценивать по результативности и прогрессивности принимаемых решений, которые позволяют достичь поставленных целей при наименьших затратах — по их влиянию на ...
... образа жизни. - Рациональный образ жизни - это здоровый образ жизни, основе полагающими принципами которого является движение, закаливание, питание, психогигиена. - Рациональный образ жизни менеджера является средством повышения эффективности организации управленческого труда. Глава II. Технологии выживания социально-культурного менеджмента в условиях чрезмерного ...

... определенное дело на основе утвержденной организационной структуры и штатного расписания. Работники обладают самостоятельностью и инициативностью при выполнении своей работы. Организация управленческого труда предполагает, что на ОАО «Тираспольский молочный комбинат» каждый сотрудник действует в пределах своих полномочий, на свою ответственность, предоставляет отчет о результатах и встречается с ...
... Тавасиева.- М.: Финансы и статистика, 2005.- 416с. 1. Статьи из периодической печати (журналы, газеты) оформляются так: Гаврилова Н.А. Управление ликвидностью в рамках внутрибанковского управленческого учета // Аудит и финансовый анализ.-М.,1999.- № 3.- С.14-19. Жоваников В.Н. Теория дюрации как инструмент управления балансом коммерческого банка // Банковское дело.- М., 2002.- №2.- С. ...
0 комментариев