Навигация
Система управления агрегатами аммиачной селитры
39191
знак
0
таблиц
9
изображений
3.2 Система управления агрегатами аммиачной селитры
Система управления агрегатами аммиачной селитры построена на базе микропроцессорных контроллеров Ломиконт Л-112 и SCADA-системы VNS. АСУ ТП «АС-72» - первая на комбинате система, полностью заменившая традиционные пульты управления.
3.3 АСУ ТП «Отгрузка амселитры»
Впервые на комбинате разработана автоматизированная система учета отгрузки готовой продукции на автотранспорт и ж/д вагоны в мешках по 50 кг. Система реализована на микропроцессорных контроллерах SLC-500 фирмы Allen-Bradley и АРМ этой же фирмы на базе ПЭВМ с выходом на информационную сеть ИВЦ.
Система учета готовой продукции автоматизирует процесс погрузки и учета и позволяет предоставить информацию различным подразделениям комбината: ИВЦ, ЖДЦ, отдел сбыта, коммерческий отдел и др.
После отработки технических решений данная система будет тиражироваться в других цехах комбината.
Автоматизированное рабочее место оператора железнодорожных весов цеха отгрузки аммиачной селитры на базе весов ВВТ-С предназначено для автоматизации процесса отгрузки готовой продукции в вагоны и ее учета.
Принцип действия весов заключается в преобразовании силы тяжести от каждой тележки вагона с помощью тензорезисторных весоизмерительных датчиков в аналоговый электрический сигнал, который передается в ПЭВМ, где осуществляется формирование информации о массе вагона (брутто и нетто) и выдача ее на монитор и принтер.
Непосредственное управление процессом отгрузки и взвешивания продукта осуществляет оператор ДПУ со своего рабочего места.
4. АСУ с выделенной подсистемой противоаварийной защиты.
4.1 Введение
Проанализировав массовость автоматизированных систем на предприятии ОАО «Стирол» можно сделать вывод, что основное направления деятельности предприятия является производство аммиака.
Производство аммиака является источником получения продукта, который находит применение во многих жизненно важных областях. Аммиак является сырьём для получения азотной кислоты, аммиачной селитры, мочевины и других химических продуктов, содержащих азот, а также применяется в медицине, холодильной технике, в сельском хозяйстве в качестве удобрения.
Но несмотря на необходимость производства аммиака нельзя забывать о безопасности этой деятельности, поэтому главной задачей производственной практики я решил изучить АСУ с выделенной подсистемой противоаварийной защиты, гарантирующей защиту персонала и оборудования даже в случае выхода из строя какого-либо отдельного элемента ПАЗ.
4.2 Схема производства аммиака
Теоретическое обоснование данного процесса определяет выбор рациональной технологической схемы производства, а также устройство отдельных аппаратов.
Схема производства аммиака должна включать следующие стадии:
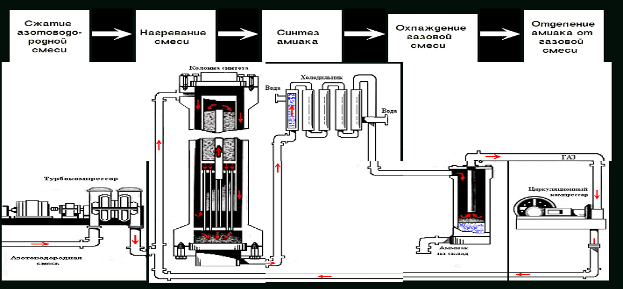
Рисунок 2 - Схема производства аммиака
Очищенная (от пыли, масел, водяных паров, кислорода) азотоводородная смесь поступает в турбокомпрессор. После сжатия смесь попадает в колонну синтеза через кольцевое пространство между её стенками. Пройдя между труб теплообменника, нагретая смесь газов поступает на катализатор. Образовавшаяся смесь NH3-N2-H2 проходит по трубам тепло обменника и попадает в холодильник, а затем в сепаратор. Отделённый в сепараторе от смеси газов жидкий аммиак поступает на склад. Непрореагировавшая смесь N2-H2 с помощью циркулярного насоса поступает в колонну синтеза.
4.3 Сырье для производства аммиака
В качестве сырья для производства аммиака может быть использован кокс, уголь, коксовый газ, природный газ. Однако, в основном, аммиак производят из природного газа. Важнейшим показателем является его потребление на тонну продукции.
4.4 Описание объекта (проблемы и задачи)
23 апреля 1933 года азотно-туковый завод (АТЗ) - так тогда назывался концерн "Стирол", первым в бывшем СССР начал выпуск аммиака из коксового газа. Производство аммиака осуществляется на одной технологической линии с проектной (достигнутой) производительностью 1360 т/сутки. В 1988 году выполнен проект интенсификации производства с доведением проектной производительности до 1435 т/сутки. Ресурс рабочего времени агрегата 331 сутки в году.
Производство аммиака характеризуется следующими опасными производственными факторами:
· наличие больших объемов газов, которые с кислородом воздуха образуют чрезвычайно взрывоопасные смеси (технологические блоки 1-ой категории);
· наличие горючих веществ и материалов;
· возможность попадания на тело человека высокотемпературных сред;
· эксплуатация оборудования под высоким давлением (до 300 атм.);
· возможность воздействия на человека химикатов (жидкий аммиак, аммиачная вода, каустик, едкий калий, диэтаноламин, гидразингидрат);
· наличие токсичных веществ (аммиак, оксид углерода, диоксид углерода, природный газ, пятиокись ванадия, гидразингидрат, соединения никеля, катализаторная пыль) и удушающих (азот, азото-водородная смесь).
Данное производство требует применения надежной AСУ с выделенной подсистемой противоаварийной защиты, гарантирующей защиту персонала и оборудования даже в случае выхода из строя какого-либо отдельного элемента ПАЗ.
AСУ цеха первоначально была реализована в основном на приборах локальной автоматики фирмы Ya![]() matake-Honeywell. По мере выработки ресурса наблюдался рост частоты отказов приборов и, соответственно, производственных неполадок.
matake-Honeywell. По мере выработки ресурса наблюдался рост частоты отказов приборов и, соответственно, производственных неполадок.
0 комментариев