Министерство образования и науки Украины
Донбасская государственная машиностроительная академия
Кафедра компьютерных информационных технологий
ДИПЛОМНЫЙ ПРОЕКТ (ДП) №____
Тема: Моделирование тепловых процессов при наплавке порошковой проволокой
Выполнил студент
гр. ІТ 01-1з В.М. Богдюк
Краматорськ, 2007 г.
Реферат
Пояснительная записка к дипломной работе содержит _ страниц машинописного текста, 16 рисунков, 6 таблиц, 1 приложение.
Тема дипломной работы "Моделирование тепловых процессов при наплавке порошковой проволокой".
Объект исследования - тепловые процессы при наплавке порошковой проволокой.
Цель работы - разработка программно-методического комплекса для расчета температурного поля вылета порошковой проволоки.
В работе содержатся общие сведения о процессе наплавки, порошковых проволоках, их строении и применении. Рассматриваются тепловые процессы при наплавке порошковой проволокой. Описываются математические модели нагрева оболочки вылета и сердечника. Производится анализ решения дифференциального уравнения теплопроводности. Разработаны логическая и информационные модели программного комплекса.
Разработанный программный комплекс позволяет выполнить расчет температурного поля вылета порошковой проволоки, определить температуру в любой точке сердечника, зависимость температуры нагрева оболочки от плотности тока и теплофизических свойств. Результаты моделирования представлены в виде графических зависимостей и таблиц. Программный комплекс предусматривает сохранение полученных результатов на магнитных носителях и удобство использования для неподготовленного пользователя.
Данный комплекс программ предназначен для использования в научных разработках.
моделирование, тепловой процесс, порошковая проволока, оболочка, сердечник, уравнение теплопроводности, предварительный подогрев.
Ведомость работы
| Формат | № п/п | Наименование документа | Наименование объекта или изделия | Кол-во листов |
| А4 | 1 | Пояснительная записка | КИТ 982.00.00.00. ДР. ПЗ | |
| Графическая часть | ||||
| А4 | 2 | Тепловой баланс нагрева порошковой проволоки | КИТ 982.01.00.00 ДР. ПЛ | 2 |
| А4 | 3 | Математическая модель нагрева оболочки вылета порошковой проволоки | КИТ 982.02.00.00 ДР. ПЛ | 1 |
| А4 | 4 | Математическая модель нагрева сердечника порошковой проволоки | КИТ 982.03.00.00 ДР. ПЛ | 1 |
| А4 | 5 | Матем. модель нагрева порошковой проволоки при наплавке с предва-рительным подогревом | КИТ 982.04.00.00 ДР. ПЛ | 1 |
| А4 | 6 | Контекстная DFD-диаграмма програм-много комплекса | КИТ 982.05.00.00 ДР. ПЛ | 1 |
| А4 | 7 | Детализирующая DFD-диаграмма програм-много комплекса | КИТ 982.06.00.00 ДР. ПЛ | 1 |
| А4 | 8 | STD-диаграмма прог-раммного комплекса | КИТ 982.07.00.00 ДР. ПЛ | 1 |
| А4 | 9 | Структура программно-методического комплекса | КИТ 982.08.00.00 ДР. ПЛ | 1 |
| А4 | 10 | Структура отдельных модулей | КИТ 982.09.00.00 ДР. ПЛ | 3 |
| А4 | 11 | Исследование темпера-турного поля вылета порошковой проволоки | КИТ 982.10 00.00 ДР. ПЛ | 3 |
Содержание
Реферат
Введение
1. Анализ состояния вопроса и постановка задачи
1.1 Тепловые процессы при наплавке порошковой проволокой
1.2 Анализ и выбор средств разработки программного обеспечения
1.3 Техническое задание на разработку программно-методического комплекса
1.4 Цель и задачи исследований
2. Математическое моделирование теплового состояния вылета порошковой проволоки
2.1 Модель нагрева оболочки вылета порошковой проволоки
2.2 Модель нагрева сердечника порошковой проволоки
2.3 Анализ решения дифференциального уравнения теплопроводности
2.4 Исследование теплового состояния вылета порошковой проволоки при наплавке с предварительным подогревом
2.4.1 Способ наплавки с предварительным подогревом
2.4.2 Исследование электротермических процессов на участке подогрева
2.4.3 Исследование теплового состояния сердечника подогреваемой на вылете порошковой проволоки
3. Разработка компонентов программно-методического комплекса
3.1 Разработка логической модели ПМК
3.1.1 Разработка диаграммы потоков данных
3.1.2 Разработка диаграммы переходов состояний
3.1.3 Разработка диаграммы компонентов
3.1.4 Разработка диаграммы использования
3.2 Структура программно-методического комплекса
3.3 Информационное обеспечение комплекса
3.4 Техническое обеспечение комплекса
3.5 Программное обеспечение комплекса
4. Специальная часть
4.1 Структура и функциональное назначение отдельных модулей ПМК
4.1.1 Модуль расчета
4.1.2 Модуль построения графиков
4.1.3 Модуль формирования отчетов
4.2 Описание интерфейса пользователя
4.3 Исследование температурного поля вылета порошковой проволоки
4.4 Программа и методика испытаний
5 Охрана труда
5.1 Анализ опасных и вредных производственных факторов
5.2 Мероприятия по обеспечению безопасных и комфортных условий труда
5.3 Расчет естественного освещения
Выводы
Список использованных источников
Приложение А
Введение
Наплавка является важным технологическим процессом при изготовлении деталей машин, обеспечивающая экономию расхода металла.
Производители металлоконструкции всегда стоят перед проблемой выбора сварочных материалов, способных обеспечить требуемое качество металла шва и сварного соединения при максимальной производительности сварки.
Сегодня на отечественных заводах для механизированной сварки в среде защитных газов применяют, в основном, сварочную проволоку сплошного сечения марок Св-08Г2С, Св-08ГС. Одним из достоинств сварочной проволоки является ее сравнительно низкая цена. Однако при изготовлении конструкций ответственного назначения производственники затрачивают столько людских ресурсов и средств на зачистку швов и околошовной зоны, доводку формы шва и его поверхности, отвечающих требованиям технической документации, что это достоинство проволоки становится ее недостатком.
Необходимость применения других видов сварочных материалов, а это, прежде всего, должна быть порошковая проволока, особенно остро ощущают производители сварных конструкций, выполняющие зарубежные заказы. В этом случае предъявляют требования не только к надежности конструкции, но и к внешнему виду сварных швов и эффективности (стоимости) изготовления.
На многих крупных заводах-производителях металлоконструкций, где основным способом сварки является механизированная в среде защитных газов, и большой объем применения сплошной проволоки, основными причинами ограниченного использования порошковой проволоки является не столько изношенность сварочного оборудования или недостаточное количество специализированных подающих механизмов, сколько недооценка технологических и экономических преимуществ применения порошковой проволоки.
Порошковая проволока обеспечивает мягкое стабильное горение дуги, мелкокапельный перенос и минимальное разбрызгивание электродного металла, отличное формирование шва. Тонкая шлаковая корка легко удаляется с поверхности шва, в том числе и при сварке в узкий зазор. Поверхность шва гладкая, блестящая, аналогичная поверхности швов при сварке под флюсом.
Порошковая проволока обладает хорошими сварочно-технологическими свойствами в широком диапазоне режимов сварки, чем выгодно отличается от проволок сплошного сечения.
Производственные испытания новых порошковых проволок на ряде машиностроительных заводов показали высокую технико-экономическую эффективность их применения
Применение порошковой проволоки взамен сплошной обеспечивает рост производительности сварки. При сварке, преимущественно в нижнем положении, увеличение производительности сварки составляет 20-40%. Если доля швов, которые необходимо выполнять в вертикальном и потолочном положениях более 50% от общего количества швов, то производительность сварки порошковой проволокой увеличивается в два и более раза.
При использовании сплошной порошковой проволоки подобная производительность может быть достигнута при сварке на форсированных режимах. Однако в этом случае растет расход углекислого газа, увеличивается количество выбросов вредных веществ в зону дыхания сварщика, растет интенсивность излучения дуги, увеличиваются затраты на вспомогательные операции и т.д. Все это не повышает, а снижает суммарный эффект от сварки на форсированном режиме.
Применение порошковой проволоки позволяет решать не только проблемы повышения производительности сварки. Основным достоинством сварки порошковой проволокой является обеспечение хорошего формирования шва правильной формы с блестящей, гладкой поверхностью, малого разбрызгивания электродного металла, глубокого проплавления корня шва.
При сварке порошковыми проволоками обеспечивают более высокие механические свойства металла шва (ударная вязкость, пластичность), чем при сварке сплошной проволокой.
Порошковые проволоки рутилового типа находят широкое применение при изготовлении ответственных металлоконструкций, когда необходимо выполнять сварку в вертикальном или потолочном положениях, например, в судостроении.
В современных рыночных условиях для производителя сварных конструкций при выборе того или иного сварочного материала, определяющим является не только технические характеристики материала, но и его стоимость.
При более высокой стоимости главное преимущество порошковой проволоки в сравнении с проволокой сплошного сечения - возможность изготовить в 1,3-1,5 раза больше готовой продукции высокого качества [1].
В связи с высокой стоимостью порошковой проволоки является актуальным проведение комплексных теоретических и экспериментальных исследований, направленных на развитие методов расчета, уточнение исходных данных, решение оптимизационных задач и, как следствие, на совершенствование технологических режимов наплавки. Для этого необходимо изучить процессы, происходящие при наплавке, установить закономерности нагрева оболочки и сердечника, выявить факторы, влияющие не неравномерность нагрева, проанализировать результаты. Разработанный программно-методический комплекс значительно упрощает выполнение этих задач.
1. Анализ состояния вопроса и постановка задачи 1.1 Тепловые процессы при наплавке порошковой проволокой
В процессе сварки порошковая проволока проходит стадии нагрева и плавления, сопровождающиеся окислением железа и легирующих элементов, разложением органических материалов, карбонатов и фторидов, комплексообразованием и пр. Развитие этих процессов в сердечнике оказывает существенное влияние на взаимодействие расплавленного металла с газами и шлаком и во многом определяет технологические показатели сварки [2]. Исследованию характера плавления порошковой проволоки посвящено значительное число работ [3-8], однако вопросы управления этим процессом изучены недостаточно.
Определяющее влияние на характер плавления порошковой проволоки оказывает соотношение скоростей плавления оболочки и сердечника, которое определяется тепловым состоянием системы "оболочка-сердечник".
В процессе сварки нагрев и плавление сердечника проволоки происходит за счет тепла, поглощаемого сердечником от излучения сварочной дуги Qu и, теплопередачи от расплавленной капли металла Qk, тепла, полученного сердечником путем теплопередачи от оболочки, нагретой протекающим по ней током, Qоб, тепла, выделяемого в сердечнике от прохождения части сварочного тока (тока шунтирования) Qш, тепла экзотермических реакций на плавящемся торце проволоки Qэ. Кроме того, часть тепла Qб уходит на охлаждение проволоки путем теплоотдачи с боковой поверхности в окружающую среду. Т. е. можно записать, что:
![]() . (1.1)
. (1.1)
Это тепло расходуется на нагрев и плавление компонентов сердечника:
 , (1.2)
, (1.2)
где Vc - скорость плавления сердечника порошковой проволоки;
![]() - теплоемкость i-го компонента шихты сердечника;
- теплоемкость i-го компонента шихты сердечника;
![]() - температура плавления i-го компонента шихты сердечника;
- температура плавления i-го компонента шихты сердечника;
![]() - концентрация i-го компонента шихты сердечника.
- концентрация i-го компонента шихты сердечника.
Если ![]() , то обеспечивается равенство скоростей плавления оболочки и сердечника. Однако на практике чаще всего
, то обеспечивается равенство скоростей плавления оболочки и сердечника. Однако на практике чаще всего ![]() <
<![]() , то есть имеет место отставание плавления сердечника от оболочки. Оболочка правится быстрее, а сердечник может поступать в сварочную ванну, минуя стадию капли. Такой характер плавления и перехода электродного металла объясняется нерациональной конструкцией и составом сердечника порошковой проволоки [9], а также большим электрическим сопротивлением на границе оболочка-сердечник [10].
, то есть имеет место отставание плавления сердечника от оболочки. Оболочка правится быстрее, а сердечник может поступать в сварочную ванну, минуя стадию капли. Такой характер плавления и перехода электродного металла объясняется нерациональной конструкцией и составом сердечника порошковой проволоки [9], а также большим электрическим сопротивлением на границе оболочка-сердечник [10].
Наиболее распространенные способы управления величиной отставания связаны с подбором состава наполнителя порошковой проволоки [11]. Однако для наплавочных самозащитных порошковых проволок варьирование состава ограничено необходимостью получения легированного наплавленного металла, соответствующей газошлаковой защиты и удовлетворительных технологических свойств образующегося шлака.
Таким образом, наше влияние на конечный результат, определяемый выражением для ![]() , весьма ограничено. Поэтому рассмотрим составляющие уравнения для
, весьма ограничено. Поэтому рассмотрим составляющие уравнения для ![]() с точки зрения управляемости процессом плавления сердечника. Неравномерность плавления оболочки и сердечника порошковой проволоки непосредственно зависит от распределения сварочного тока между оболочкой и сердечником. Электросопротивление сердечника в 3000 раз больше, чем электросопротивление металла оболочки [12], поэтому проводимость шихты сердечника составляет обычно 3,5-4% от проводимости оболочки порошковой проволоки. Следовательно, сварочный ток протекает практически по оболочке порошковой проволоки, а плотность тока в порошковой проволоке можно рассчитывать по сечению оболочки.
с точки зрения управляемости процессом плавления сердечника. Неравномерность плавления оболочки и сердечника порошковой проволоки непосредственно зависит от распределения сварочного тока между оболочкой и сердечником. Электросопротивление сердечника в 3000 раз больше, чем электросопротивление металла оболочки [12], поэтому проводимость шихты сердечника составляет обычно 3,5-4% от проводимости оболочки порошковой проволоки. Следовательно, сварочный ток протекает практически по оболочке порошковой проволоки, а плотность тока в порошковой проволоке можно рассчитывать по сечению оболочки.
Площадь оболочки S в поперечном сечении составляет обычно 2 - 5 мм2. Расчет показывает, что и процессе сварки оболочка порошковых проволок на вылете может нагреваться до температур примерно 1000 °С
В некоторых случаях отставания плавления сердечника от оболочки порошковой проволоки планируют специально, например, когда необходимо поступление легирующих составляющих в наплавленный металл в нерасплавленном состоянии. Для этого с целью ухудшения теплопередачи между сердечником и оболочкой проволоки помещают теплоизолирующую прослойку толщиной 0,1-0,2 мм с низкой теплопроводностью.
В основу расчета теплового баланса нагрева вылета порошковой проволоки положена расчетная схема Н.Н. Рыкалина [13], в которой учтены некоторые особенности теплового состояния, характерные для порошковой проволоки:
Электрическое сопротивление шихты сердечника намного больше сопротивления оболочки порошковой проволоки.
Сварочный ток проходит в основном через оболочки проволоки, поэтому плотность тока в порошковой проволоке можно считать по сечению оболочки.
При прохождении сварочного тока по порошковой проволоке все тепло выделяется в ее оболочке.
Выделившееся тепло идет на нагрев оболочки проволоки, сердечника и частично теряется через боковую поверхность порошковой проволоки путем теплоотдачи в окружающую среду.
Поскольку нас интересует нагрев порошковой проволоки сварочным током на вылете, а составляющие теплового баланса Qu, Qk, Qэ оказывают влияние на нагрев сердечника только на заключительной стадии плавления порошковой проволоки (на участке вылета длиной 3-5 мм в области дуги), где температура сердечника приближается к температуре плавления компонентов шихты, то при расчете уравнения теплового баланса мы их учитывать не будем.
Итак, выделим элементарный участок порошковой проволоки длиной ![]() , находящийся на расстоянии
, находящийся на расстоянии ![]() от токоподвода. Тогда тепловой баланс нагрева участка порошковой проволоки сварочным током с учетом принятых допущений выразится уравнением:
от токоподвода. Тогда тепловой баланс нагрева участка порошковой проволоки сварочным током с учетом принятых допущений выразится уравнением:
![]() , (1.3)
, (1.3)
где ![]() - джоулево тепло, выделившееся в оболочке на данном участке вылета;
- джоулево тепло, выделившееся в оболочке на данном участке вылета;
![]() - приращение теплосодержания оболочки проволоки;
- приращение теплосодержания оболочки проволоки;
![]() - приращение теплосодержания сердечника порошковой проволоки;
- приращение теплосодержания сердечника порошковой проволоки;
![]() - приращение теплосодержания изолирующей прослойки;
- приращение теплосодержания изолирующей прослойки;
![]() - теплоотдача с боковой поверхности данного участка вылета в окружающую среду.
- теплоотдача с боковой поверхности данного участка вылета в окружающую среду.
Слагаемые правой части уравнения (1.3) различаются по величине. Максимальной величиной обладает член ![]() , поскольку источник теплоты находится именно в оболочке. Величины
, поскольку источник теплоты находится именно в оболочке. Величины ![]() и
и ![]() пропорциональны коэффициентам теплопередачи соответственно в сердечник и в окружающую среду.
пропорциональны коэффициентам теплопередачи соответственно в сердечник и в окружающую среду.
При прохождении тока в элементе ![]() оболочки вылета за время
оболочки вылета за время ![]() выделится теплота:
выделится теплота:
 , (1.4)
, (1.4)
где I - ток наплавки, А;
![]() - удельное сопротивление материала оболочки, Ом*м;
- удельное сопротивление материала оболочки, Ом*м;
S0 - площадь поперечного сечения оболочки порошковой проволоки, м2.
Накопление теплоты в элементе ![]() оболочки проволоки при увеличении температуры на
оболочки проволоки при увеличении температуры на ![]() в единицу времени за время
в единицу времени за время ![]() составит:
составит:
 ,
(1.5)
,
(1.5)
где ![]() - удельная теплоемкость материала оболочки порошковой проволоки, Дж/кг*град;
- удельная теплоемкость материала оболочки порошковой проволоки, Дж/кг*град; ![]() - плотность материала оболочки порошковой проволоки, кг/м3; Тоб - температура оболочки, °С.
- плотность материала оболочки порошковой проволоки, кг/м3; Тоб - температура оболочки, °С.
Накопление теплоты в элементе ![]() сердечника вылета порошковой проволоки при увеличении температуры шихты на
сердечника вылета порошковой проволоки при увеличении температуры шихты на ![]() в единицу времени за время
в единицу времени за время ![]() составит:
составит:
 ,
(1.6)
,
(1.6)
где ![]() - удельная теплоемкость материала сердечника порошковой проволоки, Дж/кг*град;
- удельная теплоемкость материала сердечника порошковой проволоки, Дж/кг*град; ![]() - плотность материала сердечника порошковой проволоки, кг/м3;
- плотность материала сердечника порошковой проволоки, кг/м3; ![]() - площадь поперечного сечения сердечника порошковой проволоки, м2;
- площадь поперечного сечения сердечника порошковой проволоки, м2; ![]() - средняя объемная температура сердечника порошковой проволоки, °С. Величину
- средняя объемная температура сердечника порошковой проволоки, °С. Величину ![]() можно найти из соотношения
можно найти из соотношения
 . (1.7)
. (1.7)
Накопление теплоты в элементе ![]() изолирующей прослойки при увеличении температуры на
изолирующей прослойки при увеличении температуры на ![]() в единицу времени за время
в единицу времени за время ![]() составит:
составит:
 (1.8)
(1.8)
где ![]() - удельная теплоемкость материала прослойки, Дж/кг*град;
- удельная теплоемкость материала прослойки, Дж/кг*град;
![]() - плотность материала прослойки, кг, м3;
- плотность материала прослойки, кг, м3;
![]() - средняя температура изолирующей прослойки, °С;
- средняя температура изолирующей прослойки, °С;
![]() - площадь поперечного сечения прослойки, м2.
- площадь поперечного сечения прослойки, м2.
Тепло, отдаваемое с боковой поверхности участка ![]() вылета порошковой проволоки за время
вылета порошковой проволоки за время ![]() составит:
составит:
![]() , (1.9)
, (1.9)
где ![]() - коэффициент теплообмена с окружающей средой, Вт/м2;
- коэффициент теплообмена с окружающей средой, Вт/м2;
Т0 - температура окружающей среды, °С;
Р - периметр оболочки порошковой проволоки, м.
Температуры Тоб, ![]() и
и ![]() являются функциями времени, а удельное сопротивление
являются функциями времени, а удельное сопротивление ![]() - функцией Тоб, т.е. также функцией времени, заданной в неявной форме.
- функцией Тоб, т.е. также функцией времени, заданной в неявной форме.
Связь между ![]() и Тоб задается формулой:
и Тоб задается формулой:
![]() ,
(1.10)
,
(1.10)
где ![]() - удельное сопротивление при начальной температуре Тоб=Т0, Ом×м;
- удельное сопротивление при начальной температуре Тоб=Т0, Ом×м;
![]() - температурный коэффициент сопротивления материала оболочки, °С-1.
- температурный коэффициент сопротивления материала оболочки, °С-1.
Поскольку изолирующая прослойка имеет толщину 0,1-0,2мм, что на порядок ниже диаметра сердечника порошковой проволоки, то с достаточной точностью можно принять, что распределение температуры по толщине прослойки имеет линейный характер (в действительности логарифмический) и в месте контакта с шихтой сердечника прослойка имеет температуру, равную:
![]() , (1.11)
, (1.11)
где величина W находится в диапазоне 0<W£1. Коэффициент W=1, если прослойка отсутствует.
Тогда среднюю температуру изолирующей прослойки ![]() можно вычислить по формуле:
можно вычислить по формуле:
![]() ,
,
или, подставляя значение ![]() из формулы (1.11), получим:
из формулы (1.11), получим:
![]() . (1.12)
. (1.12)
За исключением небольшого участка, нагреваемого с торца, сердечник можно представить в виде цилиндра бесконечной длины, нагреваемого с поверхности. Из теории переноса тепла применительно к дисперсным системам и капиллярно-пористым телам следует, что для определения температуры в произвольной точке цилиндра в момент времени t требуется решить дифференциальное уравнение теплопроводности Лапласа. Решение этого уравнения будет приведено ниже.
1.2 Анализ и выбор средств разработки программного обеспечения
Вся мировая индустрия средств разработки приложений движется в направлении максимального упрощения процесса создания программ, переводя его на визуальный уровень. Это позволяет программисту сосредоточиться только на логике решаемой задачи [14].
В настоящее время существует множество средств разработки программного обеспечения. Каждое средство имеет как достоинства, так и недостатки. Наиболее признанными являются Visual Basic, Delphi, Visual C++. Сравним их и выберем наиболее удобное средство разработки.
Методика определения подходящего программного продукта заключалась в следующем.
Сначала выбиралось несколько доступных и известных программных продуктов. В данном случае это были Delphi 5.0, Visual C++ 6.0 и Visual Basic. Каждому критерию давалось значение веса исходя из целей проектирования таким образом, что сумма весов всех критериев равнялась 1 [15].
После рассматривались критерии, которые имели параметры, каждому параметру критерия давалось значение веса таким образом, чтобы сумма их весов равнялась 1. Данные для анализа экспертной оценки были получены путем изучения специальной периодической печати: журналов "РС World", "Компьютеры + программы", по результатам были получены среднестатистические оценки характеристик средств разработки программных продуктов, представленные в таблице 1.1
Таблица 1.1 - Сравнительная характеристика средств разработки программного обеспечения
| Критерий | Вес | Delphi 5.0 | Visual C++ 6.0 | Visual Basic 6.0 |
| 1 | 2 | 3 | 4 | 5 |
| Инсталляция | 0,05 | 7,4 | 6,9 | 7,3 |
| Простота | 0,7 | 8 | 6 | 7 |
| Возможность кастомизации | 0,3 | 6 | 9 | 8 |
| Производительность компилятора | 0,15 | 9,2 | 6,4 | 7,6 |
| Скорость компиляции | 0,6 | 10 | 4 | 8 |
| Оптимизация кода | 0,4 | 8 | 10 | 7 |
| IDE | 0,1 | 8,1 | 7,7 | 6,3 |
| Наличие макроязыка | 0,1 | 4 | 9 | 6 |
| Наличие помощников | 0,2 | 9 | 8 | 9 |
| Навигация по коду | 0,3 | 9 | 4 | 5 |
| Интегрированный отладчик | 0,4 | 8 | 10 | 6 |
| GUI среды | 0,05 | 6,9 | 6,9 | 6,4 |
| Наглядность | 0,5 | 10 | 7 | 9 |
| Структурированность информации | 0,2 | 5 | 5 | 5 |
| Наличие диаграмм | 0,3 | 3 | 8 | 3 |
| Язык программирования | 0,2 | 9 | 8,8 | 8,7 |
| Поддержка ООП | 0,2 | 8 | 10 | 8 |
| Поддержка COM | 0,1 | 8 | 10 | 7 |
| Поддержка OLE Automation | 0,3 | 10 | 10 | 10 |
| Поддержка обработки исключительных ситуаций | 0,2 | 8 | 9 | 7 |
| Восприятие языка человеком | 0,2 | 10 | 5 | 10 |
| Поддержка БД | 0,1 | 9,6 | 8 | 6,6 |
| Создание одноуровневых приложений | 0,5 | 10 | 8 | 7 |
| Создание многоуровневых приложений | 0,3 | 10 | 8 | 5 |
| Наличие библиотек на языке среды | 0,2 | 8 | 8 | 8 |
| Программная поддержка | 0,05 | 7,8 | 9,2 | 8,6 |
| Наличие дополнительных компонентов | 0,2 | 8 | 8 | 8 |
| Наличие компонентов сторонних фирм-разработчиков | 0,2 | 10 | 8 | 5 |
| Документация | 0,6 | 7 | 9 | 10 |
| Ресурсоемкость | 0,1 | 6,6 | 7,2 | 7,2 |
| Требования к ОЗУ | 0,7 | 6 | 6 | 6 |
| Требования к свободному месту на диске | 0,3 | 8 | 9 | 10 |
| Стоимость | 0,2 | 8 | 10 | 7 |
| ИТОГО | 1 | 8,315 | 8,16 | 7,405 |
Интегральная оценка для критерия вычисляется по формуле:
 ,
,
где Iоц.К. - интегральная оценка критерия;
pi - весовой коэффициент i-ой части критерия;
Оцi - оценка i-ой части критерия.
Интегральная оценка для продукта определяется по формуле:
 ,
,
где Iоц. пр. - интегральная оценка продукта.
Таким образом, видно, что наиболее мощным и удобным средством разработки программного обеспечения является интегрированная среда разработки Delphi.
Delphi превосходит другие программные продукты по следующим важнейшим критериям:
инсталляция;
производительность компилятора;
IDE;
язык программирования;
поддержка БД.
1.3 Техническое задание на разработку программно-методического комплекса
Введение
Наименование программного изделия - "Программно-методический комплекс для расчета температурного поля вылета порошковой проволоки". Область применения программного изделия - сварочное производство.
Основание для разработки
Основанием для разработки данного программного комплекса является задание на дипломную работу утвержденное приказом по академии № 07-17 от 07.02.2003 года.
Наименование организации: ДГМА.
Тема разработки: "Моделирование тепловых процессов при наплавке порошковой проволокой".
Специальная часть: "Программно-методический комплекс для расчета температурного поля вылета порошковой проволоки".
Назначение разработки
Функциональное назначение программно-методического комплекса:
расчет температурного поля вылета порошковой проволоки и построение графических зависимостей;
расчет неравномерности нагрева;
расчет плотности тока и тока наплавки;
моделирование температуры оболочки;
моделирование температуры сердечника;
Эксплуатационное назначение - исследование тепловых процессов при наплавке порошковой проволокой, решение оптимизационных задач, совершенствование технологических режимов наплавки.
Требование к программному изделию
Требования к функциональным характеристикам
Программно-методический комплекс должен выполнять следующие функции:
обеспечивать максимально удобный и доступный ввод входной информации;
осуществлять проверку корректности входных данных;
обеспечивать наглядное представление выходной информации;
осуществлять контроль действий пользователя;
обеспечить удобство работы пользователя, а именно: пользовательский интерфейс должен быть интуитивно понятным, должны обеспечиваться различные уровни доступа к функциям.
Кроме этого необходимо предусмотреть возможность расширения и совершенствования программного комплекса, возможность удовлетворения изменившихся требований, не предусмотренных при проектировании.
Ввод исходных данных осуществляется пользователем путем ввода значений с клавиатуры в предназначенные для этого поля в диалоговом режиме либо выбор из ранее созданной базы данных.
Результаты моделирования представляются в виде графических зависимостей и таблиц. Предусмотрена возможность сохранения результатов в отчетах.
Требования к надежности.
Программный комплекс должен устойчиво функционировать и не приводить к зависанию операционной системы в аварийных ситуациях, должен обеспечивать полную безопасность обработки информации по алгоритмам. В процессе диалогового ввода информации с клавиатуры программа должна осуществлять ее контроль, а также контроль действий пользователя. Программный комплекс должен гарантировать соответствие выходной информации полученным данным, также предусмотреть отсутствие искажения информации при аварийном отключении электроэнергии.
Условия эксплуатации.
ПМК размещается на жестком диске в виде файлов, готовых к применению при работе компьютера в среде Windows 95 и выше. Эргономические показатели должны соответствовать санитарным и техническим нормам эксплуатации ПЭВМ.
Для нормального функционирования программного комплекса и обеспечения сохранности данных на различных носителях должны быть обеспечены параметры окружающей среды в следующих диапазонах:
температура 10 -30°С;
влажность 10 - 60%.
Для обеспечения технического и программного обслуживания системы необходимо наличие в штате сотрудников системного оператора, который в случае возникновения сбоев в работе системы сможет ликвидировать неполадки.
Для работы с ПМК достаточно одного работника, имеющего достаточный минимум знаний об объекте проектирования и некоторый опыт работы на персональном компьютере в среде Windows.
Требования к составу и параметрам технических средств.
Для нормальной работы программного комплекса необходимы следующие технические средства:
процессор Pentium 166 и выше;
минимум 32MB RAM;
минимум 3 MB дискового пространства;
дисковод;
манипулятор "мышь";
монитор VGA или SVGA.
Желательно наличие индивидуального принтера для распечатки полученных результатов моделирования.
Требования к информационной и программной совместимости
Для функционирования программного комплекса необходимо наличие операционной системы Windows 9х и выше и ВDE.
Исходные коды программ должны быть разработаны в интегрированной среде разработки Delphi.
Требования к программной документации.
Предварительный состав программной документации установлен в соответствии с ДСТУ 3008-95. Ниже приведен список программных документов и их содержание:
описание ПМК - сведения о логической структуре и функционирование ПМК;
текст программы - запись программы с необходимыми комментариями;
программа и методика испытаний - требования, подлежащие проверке при испытании программы, а также порядок и методы их контроля;
техническое задание - настоящий документ;
пояснительная записка - схема алгоритма, общее описание алгоритма и функционирования программы, а также обоснование принятых технических и технико-экономических решений.
Технико-экономические показатели.
Экономическим преимуществом данного ПМК является сокращение затрат на проведение дорогостоящих экспериментов.
Стадии и этапы разработки
Стадии и этапы разработки соответствуют ДСТУ 3008-95 и состоят из следующих разделов:
анализ предметной области - описание предметной области, анализ существующих программных продуктов;
математическое моделирование теплового состояния вылета порошковой проволоки;
создание диаграмм потоков данных - создание контекстной диаграммы автоматизированной системы проектирования;
разработка структуры программного комплекса - определение основных частей программного комплекса и взаимодействий между ними;
разработка форм приложения;
разработка алгоритмов обработки информации;
тестирование системы на полноту и корректность выполняемых функций;
совершенствование пользовательского интерфейса - создание справки, улучшение дизайна приложения, подготовка программной документации, описанной выше.
Порядок контроля и приемки.
Контроль программного продукта осуществляется в следующем порядке:
проверка запуска программы.
Программа должна не вызывать нарушений в работе других программ. Если программа не запускается, следует проверить, нет ли каких-либо сбоев в операционной системе. При обнаружении таких сбоев их следует ликвидировать и повторить запуск программы.
проверка контроля вводимой информации.
Подразумевает ввод в качестве исходных параметров и отслеживание реакции программы на некорректный ввод. Система должна выдавать соответствующие сообщения при некорректном вводе и предлагать повторный ввод.
проверка реакции программы на различные действия пользователя.
Подразумевает выполнение команд меню системы в различном порядке.
проверка корректности завершения работы программы.
После выхода из программы операционная система должна продолжать работать корректно.
1.4 Цель и задачи исследованийНесмотря на то, что наплавка порошковой проволокой находит широкое применение в сварочном производстве, вопросы управления этим процессом изучены недостаточно. Необходимость исследования процесса наплавки обусловлена следующими причинами:
для получения качественного сварного шва очень важно уменьшить неравномерность плавления оболочки и сердечника. Для этого нужно правильно определить режимы сварки, тип и геометрические параметры порошковой проволоки;
высокая стоимость порошковой проволоки требует ее оптимального использования.
Поэтому нужно провести комплексные теоретические и экспериментальные исследования, направленные на установление закономерности нагрева оболочки и сердечника, выявление факторов, влияющих не неравномерность нагрева, на уточнение исходных данных, решение оптимизационных задач, и, как следствие, совершенствование технологических режимов наплавки. Для этого необходимо изучить процессы, происходящие при наплавке, разработать математические модели нагрева, проанализировать результаты.
Сформулируем цель исследования: улучшение технологии наплавки порошковой проволокой путем уменьшения неравномерности плавления оболочки и сердечника на основе разработки математических моделей и программных средств.
Выделим основные задачи, обеспечивающие достижение цели:
исследование температурного поля вылета порошковой проволоки;
разработка математических моделей нагрева оболочки и сердечника;
разработка программно-методического комплекса для исследования температурного поля;
исследование зависимостей параметров тепловых процессов от режимов наплавки и теплофизических характеристик порошковой проволоки;
анализ полученных результатов.
2. Математическое моделирование теплового состояния вылета порошковой проволоки 2.1 Модель нагрева оболочки вылета порошковой проволоки
Подставляя найденные ранее значения ![]() (формулы (1.4) - (1.9)) в уравнение (1.3), получим:
(формулы (1.4) - (1.9)) в уравнение (1.3), получим:

Из формулы (1.12) видно, что:
 ,
,
а из модели нагрева сердечника заключаем, что:
 .
.
Тогда уравнение теплового баланса можно упростить. В итоге получим:

Обозначим отношение массы сердечника к массе оболочки проволоки через Кс, т.е.:
 ,
,
а отношение массы изолирующей прослойки к массе оболочки проволоки через Kn, т.е.:

Тогда уравнение теплового баланса примет вид:
 ,
,
где  плотность тока, А/м2.
плотность тока, А/м2.
Подставляя в полученное уравнение выражение (1.10), будем иметь:

Введем обозначения:
 ,
,
 ,
,
 .
.
Тогда уравнение можно записать в виде:
 .
.
Решение полученного дифференциального уравнения проведем методом разделения переменных. Имеем:
Интегрируя это выражение, получим:
 ;
; 
![]()
![]() .
.
Используя обозначение Соб=В/А, окончательно получим:
![]() . (2.1)
. (2.1)
Это и есть математическая модель нагрева оболочки порошковой проволоки.
Положив начальную температуру Т0=0, будем иметь:
![]() . (2.2)
. (2.2)
Поскольку:
![]()
![]()
где ![]() -диаметр порошковой проволоки, м;
-диаметр порошковой проволоки, м;
![]() -толщина оболочки, м,
-толщина оболочки, м,
то  . Тогда коэффициенты А и Соб будут вычисляться по формулам:
. Тогда коэффициенты А и Соб будут вычисляться по формулам:
 ,
(2.3)
,
(2.3)
 . (2.4)
. (2.4)
Если потерями тепла с боковой поверхности порошковой ленты пренебречь, то коэффициенты А и Соб будут такими:
 ,
,
Если, кроме того, используется порошковая проволока без изолирующей прослойки, то коэффициент А будет вычисляться следующим образом:
 . (2.5)
. (2.5)
Из уравнения (2.5) можно найти плотность тока:
 . (2.6)
. (2.6)
Для решения уравнения (1.3) с подстановками формул (1.4) - (1.9) необходимо знать зависимость температуры сердечника ![]() от времени t или от температуры оболочки Тоб.
от времени t или от температуры оболочки Тоб.
Для установления такой зависимости необходимо решить дифференциальное уравнение теплопроводности Лапласа:
 , (2.7)
, (2.7)
где ![]() - коэффициент теплопроводности сердечника, м2/с;
- коэффициент теплопроводности сердечника, м2/с; ![]() -оператор Лапласа.
-оператор Лапласа.
Следовательно имеем систему двух дифференциальных уравнений (1.3), (2.7) с двумя неизвестными функциями времени Тоб и Тс. Решение данной системы упрощается вследствие того, что по экспериментальным данным известен закон изменения температуры Тоб на вылете:
![]() ,
(2.8)
,
(2.8)
где длина вылета, м;
![]() скорость плавления (подачи) порошковой проволоки, м/с;
скорость плавления (подачи) порошковой проволоки, м/с;
![]()
![]() - неизвестные постоянные коэффициенты, зависящие от режима наплавки.
- неизвестные постоянные коэффициенты, зависящие от режима наплавки.
Зависимость (2.8) будет задавать краевые условия для дифференциального уравнения (2.7). Введем цилиндрическую систему координат, началом отсчета в которой является токоподвод, осью аппликат - ось порошковой проволоки, ее положительное направление совпадает с направлением подачи проволоки. Выбор нуля полярного радиуса несущественен. Оператор Лапласа в этой системе координат примет вид:
 .
.
Для элементарного участка длиной ![]() можно допустить, что распределение температуры по длине равномерно. Тогда:
можно допустить, что распределение температуры по длине равномерно. Тогда:
 .
.
Таким образом, для сердечника порошковой проволоки уравнение теплопроводности (2.7) в цилиндрических координатах будет иметь вид:
 , (2.9)
, (2.9)
где ![]() полярный радиус.
полярный радиус.
Необходимо найти решение дифференциального уравнения (2.9) при следующих краевых условиях:
![]() ; (2.10)
; (2.10)
![]() ; (2.11)
; (2.11)
где ![]() ,
,
![]() ; (2.12)
; (2.12)
 . (2.13)
. (2.13)
В формуле (2.11) 2R - это диаметр сердечника порошковой проволоки. Формула (2.12) задает условие ограниченности температуры сердечника. Формула (2.13) задает условие симметричности, которое означает, что теплообмен между поверхностями сердечника и оболочки проволоки происходит со всех сторон одинаково. Это условие отражает тот факт, что форма сердечника представляет собой прямой круговой цилиндр и что температура нагрева не зависит от полярного угла, а изотермами сердечника являются поверхности вращения.
Для решения уравнения (2.9) используем новые переменные-безразмерные критерии:
безразмерное время нагрева или критерий Фурье:
![]() ; (2.14)
; (2.14)
безразмерная скорость нагрева или критерий Предводителева:
 ; (2.15)
; (2.15)
относительный радиус:
![]() ; (2.16)
; (2.16)
относительная безразмерная температура нагрева сердечника:
 ; (2.17)
; (2.17)
Подстановка этих переменных в уравнение (2.9) с соответствующими краевыми условиями (2.10) - (2.13) приводит к уравнению:
 , (2.18)
, (2.18)
с краевыми условиями
![]() (2.19)
(2.19)
![]() (2.20)
(2.20)
![]() (2.21)
(2.21)
![]() (2.22)
(2.22)
Представим функцию ![]() в виде суммы общего решения уравнения (2.18)
в виде суммы общего решения уравнения (2.18) ![]() и частного решения
и частного решения ![]()
![]() .
.
Функции ![]() и
и ![]() должны удовлетворять уравнению (2.18) при их подстановке в отдельности вместо
должны удовлетворять уравнению (2.18) при их подстановке в отдельности вместо ![]() .
.
Для нахождения общего решения ![]() решим уравнение (2.18) методом разделения переменных [16]. Для этого решение будем искать в виде:
решим уравнение (2.18) методом разделения переменных [16]. Для этого решение будем искать в виде:
![]() ,
(2.23)
,
(2.23)
где ![]() функция только от
функция только от ![]() ;
;
![]() функция только от F0.
функция только от F0.
Подстановка (2.23) в уравнение (2.18) дает:
 .
.
От уравнения в частных производных можно перейти к обыкновенному дифференциальному уравнению:

Откуда получим

или
 . (2.24)
. (2.24)
Уравнение (2.24) представляет собой известное в математической физике уравнение Бесселя [17], решение которого представляется специальными функциями:
![]() ,
(2.25)
,
(2.25)
где ![]() модифицированная функция Бесселя первого рода нулевого порядка; k0 - модифицированная функция Бесселя второго рода нулевого порядка. Функции Бесселя не выражаются не через элементарные функции, но они протабулированы с большой точностью [18], что позволяет их использовать в расчетах.
модифицированная функция Бесселя первого рода нулевого порядка; k0 - модифицированная функция Бесселя второго рода нулевого порядка. Функции Бесселя не выражаются не через элементарные функции, но они протабулированы с большой точностью [18], что позволяет их использовать в расчетах.
Используя краевые условия (2.20), (2.21), найдем постоянные коэффициенты ![]() и
и ![]() . При
. При ![]() функция:
функция:
![]() .
.
Подставляя ![]() в (2.21), получим:
в (2.21), получим:
![]() .
.
Поскольку ![]() , следовательно,
, следовательно, ![]()
Тогда ![]() для любого значения
для любого значения ![]() . Поскольку
. Поскольку ![]() , то условие (2.21) выполнено.
, то условие (2.21) выполнено.
Используя условие (2.20), имеем ![]() , т. е
, т. е ![]() . Тогда на основании (2.25)
. Тогда на основании (2.25) ![]() . Откуда:
. Откуда:
 .
.
Подставляя полученные значения ![]() и
и ![]() в выражение (2.23), получим:
в выражение (2.23), получим:
 . (2.26)
. (2.26)
Частное решение уравнения (2.18) будем искать в виде ряда Фурье:
 ,
(2.27)
,
(2.27)
гдеAn=Bn×I0 (mn×h), Bn- постоянные коэффициенты; I0-функция Бесселя первого рода нулевого порядка; mn-корень характеристического уравнения I0 (mn) =0. Значения корней mn для n=1…40 вычислены с большой точностью и сведены в таблицы [18]. Функция I0 (h) протабулирована [18, 19].
Из уравнения (2.22) имеем:
 .
.
Тогда начальное условие (2.18) для функции V (0,h) будет таким:
 . (2.28)
. (2.28)
А выражение (2.27) при F0=0 примет вид:
 . (2.29)
. (2.29)
Коэффициент Вn ряда Фурье (2.27) находится по формуле
 ,
(2.30)
,
(2.30)
где I1 - функция Бесселя первого рода первого порядка.
Подставим выражение для V (0,h) (формула (2.28)) в формулу (2.30) и получим:
 ,
,
или
 . (2.31)
. (2.31)
При интегрировании воспользуемся известными интегралами Бесселя [19]:
 ;
;
 . (2.32)
. (2.32)
Итак, будем иметь:

 . (2.34)
. (2.34)
Подставляя полученные значения интегралов (2.33), (2.34) в выражение (2.31) для ![]() , получим:
, получим:
Тогда для коэффициента ![]() получим выражение:
получим выражение:
 ,
,
а частное решение (2.27) будет иметь вид:
 . (2.35)
. (2.35)
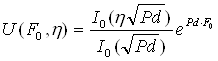
Подставляя значение ![]() из формулы (2.26) и значение
из формулы (2.26) и значение ![]() из формулы (2.35) в выражение для
из формулы (2.35) в выражение для ![]() , получим:
, получим:
 . (2.36)
. (2.36)
Это выражение позволяет рассчитать относительную безразмерную температуру в любой точке сердечника порошковой проволоки, находящейся на вылете.
2.3 Анализ решения дифференциального уравнения теплопроводности1. Выполним анализ решения уравнения (2.36). 1 Общее решение уравнения теплопроводности:
пропорционально безразмерной температуре оболочки, т.е. граничному условию (2.20). Это слагаемое можно назвать регулярной составляющей безразмерной температуры ![]() .
.
2. Частное решение уравнения теплопроводности:

отражает внутреннее тепловое состояние сердечника перед началом нагрева, т.е. начальное условие (2.19). Это слагаемое можно назвать нерегулярной составляющей безразмерной температуры ![]() .
.
3. Слагаемые ![]() и
и ![]() по разному зависят от времени нагрева (т.е. от числа Фурье F0). Регулярная составляющая пропорциональна
по разному зависят от времени нагрева (т.е. от числа Фурье F0). Регулярная составляющая пропорциональна ![]() и увеличивается с ростом F0 по экспоненциальной зависимости, т.е. очень быстро. Нерегулярная составляющая пропорциональна
и увеличивается с ростом F0 по экспоненциальной зависимости, т.е. очень быстро. Нерегулярная составляющая пропорциональна ![]() , напротив, с ростом F0 очень быстро уменьшается. Следовательно, существует такое значение числа Фурье, за которым нерегулярная составляющая становится пренебрежительно малой. Эта граница считается началом наступления регулярного режима нагрева сердечника. Регулярным режимом можно считать нагревание, когда нерегулярная составляющая составляет не более 5% регулярной, т.е.:
, напротив, с ростом F0 очень быстро уменьшается. Следовательно, существует такое значение числа Фурье, за которым нерегулярная составляющая становится пренебрежительно малой. Эта граница считается началом наступления регулярного режима нагрева сердечника. Регулярным режимом можно считать нагревание, когда нерегулярная составляющая составляет не более 5% регулярной, т.е.:
![]() . (2.37)
. (2.37)
4. На оси порошковой проволоки, т.е. при ![]() выражение (2.36) примет вид:
выражение (2.36) примет вид:
 . (2.38)
. (2.38)
Из (2.37) следует, что температура нагрева оси проволоки обладает двумя характеристиками:
она минимальна в данном элементарном участке, т.к ![]()
она наиболее зависит от ![]() , т.е. от начального распределения температур, поскольку
, т.е. от начального распределения температур, поскольку ![]() .
.
Пользуясь формулой (2.38) можно, задаваясь скоростью нагрева (т.е. числом ![]() ), вычислить наступление регулярного режима на оси порошковой проволоки, а, следовательно, для всего вылета:
), вычислить наступление регулярного режима на оси порошковой проволоки, а, следовательно, для всего вылета:
 . (2.39)
. (2.39)
Числовые значения членов ряда в выражении (2.39) быстро уменьшаются с возрастанием номера члена, так как при этом возрастает значение mn. Поскольку ряд знакопеременный, то он быстро сходится. Кроме того, для больших значений критерия Фурье F0 ряд сходится быстрее, чем для малых. Уже при F0 = 0,2 каждый последующий член ряда составляет не более 2-3% предыдущего. Поэтому можно учитывать лишь первый член этого ряда. Тогда от неравенства (2.39) можем перейти к выражению:
 . (2.40)
. (2.40)
Из соотношения (2.40) найдем значение F0. Имеем:
 .
.
Откуда:
 . (2.41)
. (2.41)
Произведем расчет критерия F0 для ![]() и Pd = 4, охватывая практически весь применяемый диапазон нагрева.
и Pd = 4, охватывая практически весь применяемый диапазон нагрева.
Поскольку ![]() ,
, ![]() , то в результате расчета по формуле (2.35) получим: при
, то в результате расчета по формуле (2.35) получим: при ![]() критерий Фурье F0=0,22; при
критерий Фурье F0=0,22; при ![]() критерий F0=0,256.
критерий F0=0,256.
Таким образом, при возрастании скорости нагрева время перехода в регулярный режим несколько замедляется, оставаясь в пределах 0,22 - 0,26 для применяемых на практике режимов наплавки. Следовательно, при F0³0.25 неравномерность нагрева оболочки и сердечника полностью определяется скоростью нагрева.
При F0 ³ 0.25 формулы (2.36) можно упростить:
 . (2.42)
. (2.42)
Средняя безразмерная температура вычисляется по формуле:
 . (2.43)
. (2.43)
Исходя из формулы (2.17), температуру любой точки сердечника порошковой проволоки можно определить по формуле:
![]() .
.
Тогда, пользуясь формулами (2.42), (2.43), можно вычислить температуру в любой точке сердечника Тс и среднюю температуру ![]() :
:
![]()
Или
 .
.
Поскольку ![]()
![]() , то последнюю формулу можно представить в виде:
, то последнюю формулу можно представить в виде:
 .
.
Введем новую переменную:
 . (2.44)
. (2.44)
Тогда формула для расчета средней объемной температуры сердечника порошковой проволоки примет вид:
![]() . (2.45)
. (2.45)
Совместное решение уравнений (2.1) и (2.15) позволяет находить среднюю температуру сердечника по формуле:
 ,
,
или
![]() (2.46)
(2.46)
Если известны температура оболочки Тоб и средняя температура сердечника ![]() порошковой проволоки, то неравномерность нагрева m можно найти по формуле:
порошковой проволоки, то неравномерность нагрева m можно найти по формуле:
 . (2.47)
. (2.47)
Одним из перспективных способов увеличения производительности и улучшения качества наплавки является дополнительный подогрев. В литературе имеется достаточно сведений по вопросу применения предварительного подогрева для сварки и наплавки проволокой сплошного сечения в СО2, инертных газах, под флюсом. Однако, вопрос использования предварительного подогрева для случая наплавки порошковой проволокой проработан недостаточно.
Дополнительный подогрев можно осуществлять двумя способами:
увеличением вылета;
нагревом порошковой проволоки от отдельного источника на участке, расположенном выше или ниже токоподвода тока наплавки.
Способ наплавки с увеличенным вылетом, как отмечено выше, не исчерпывает всех резервов повышения производительности и улучшения качества наплавки порошковой проволокой.
Предварительный подогрев от отдельного источника питания на участке, расположенном выше токоподвода, позволяет существенно снизить расход дорогостоящего наплавленного металла и повысить качество наплавленного слоя. Предварительные эксперименты и анализ литературных данных [20, 21] показали, что в этом случае имеет место перераспределение тепла, затрачиваемого на нагрев и плавление основного и электродного металла.
При обычном дуговом способе наплавки источником нагрева и плавления основного и электродного металла является дуга [21]. При этом доля тепла, затрачиваемая на нагрев соответственно основного металла и электрода равна:
![]() ;
; ![]() ,
,
где W - тепловая мощность;
I - ток наплавки;
U - напряжение дуги;
h - к. п. д. нагрева.
Для увеличения производительности наплавки, т.е. Wэ, необходимо увеличивать мощность дуги, что неизбежно приведет к повышению тепловложения в основной металл. Известно [22], что при повышении тока возрастает объем жидкой ванны. Следовательно, увеличивается опасность прожогов и стекания жидкого металла. Приходится ограничивать диапазон размеров (нижнюю границу) наплавляемого изделия.
Кроме того, повышение тепловложения в основной металл приводит к увеличению доли его в наплавленном металле. Это приводит к перерасходу легирующих элементов и снижению качества наплавки за счет перехода вредных примесей из основного металла в металл наплавки [22]. При наплавке с подогревом можно избежать этих недостатков.
Сущность перераспределения тепла заключается в том, что к части тепловой мощности дуги, расходуемой на нагрев и плавление электрода, добавляется мощность источника подогрева. При этом тепловложение в основной металл не изменяется, а производительность наплавки резко возрастает. Вследствие этого удается добиться меньшей доли основного металла в металле наплавки. Дополнительный подогрев расширяет диапазон рабочих напряжений, как в сторону меньших, так и в сторону больших значений. Это вызвано тем, что:
подогрев оболочки проволоки облегчает условия образования и переноса электродных капель, при этом стабильность процесса не нарушается при изменении разрядного промежутка;
интенсификация нагрева сердечника способствует более полному разложению газообразующих компонентов на ранней стадии и, тем самым, обеспечивается надежная зашита металла капли и ванны при удлинении дуги.
Это особенно важно при наплавке крупных деталей с их предварительным подогревом, когда жидкая сварочная ванна имеет большие размеры.
Обычно порошковую проволоку перед наплавкой подвергают прокалке для удаления смазки, т.е. источника водорода. Однако, органические вещества при этом полностью не удаляются, поскольку температура прокалки не превышает 270-300°С. Кроме того, в промышленных условиях трудно обеспечить использование проволоки для наплавки непосредственно после прокалки. Поэтому сердечник снова насыщается влагой, которая является источником водорода, что служит причиной образования газовых пор в наплавленном металле.
При использовании дополнительного подогрева прокалка осуществляется непосредственно перед поступлением проволоки в зону плавления. При этом возможно использование высокотемпературной прокалки (более 700-800°С), что позволяет полностью удалить органическую смазку с поверхности оболочки проволоки без увеличения окисления легирующих элементов шихты за счет малого времени нагрева.
Анализ теплового состояния вылета подогреваемой порошковой поволоки представляет несомненный интерес, так как он должен помочь наметить пути управления технологическими характеристиками процесса наплавки порошковой проволокой.
2.4.2 Исследование электротермических процессов на участке подогреваУчасток подогрева обладает определенным электрическим сопротивлением. При прохождении тока через это сопротивление на нем будет выделяться теплота. Мощность тепловыделения можно вычислить по закону Джоуля-Ленца:
![]() ,
,
где W - тепловая мощность, Вт;
I - ток наплавки, А;
R - сопротивление участка, Ом.
Электротермические процессы на участке подогрева имеют ту же физическую сущность, что и процессы при наплавке с удлиненным вылетом. Следовательно, они описываются одинаковыми уравнениями.Т. е. температура оболочки порошковой проволоки распределена по участку подогрева следующим образом:
![]() (2.48)
(2.48)
где l - расстояние от данного элементарного участка до токоподвода тока нагрева;
n - скорость подачи проволоки;
Соб - коэффициент, рассчитанный выше;
А - коэффициент, рассчитанный выше;
Т0 - температура окружающей среды.
Сопротивление элементарного участка оболочки порошковой проволоки dl будет равно:
Для упрощения расчетов положим, что Т0=0 и не будем учитывать потери тепла боковой поверхностью порошковой проволоки. Тогда коэффициент Соб вычисляется по формуле:
Соб = 1/b.
Подставляя значение Тоб из (2.48), с учетом допущений получим:
 (2.49)
(2.49)
Чтобы получить величину сопротивления участка подогрева вылета длиной Lн, нужно проинтегрировать выражение (2.49) в пределах от 0 до Lн.
Имеем:
 ;
;
 . (2.50)
. (2.50)
Мы получили зависимость сопротивления участка нагрева оболочки порошковой проволоки от n, Lн и A, который, в свою очередь, зависит от плотности тока нагрева.
Используя правило Лопиталя, упростим выражение (2.50). Имеем:
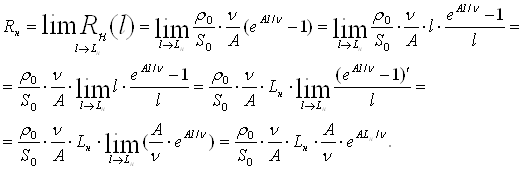
После упрощения получим
 . (2.51)
. (2.51)
Учитывая, что:
это относительная безразмерная температура оболочки порошковой проволоки, то:
![]() ,
,
где  - безразмерная скорость нагрева оболочки порошковой проволоки (критерий Предводителева) на участке подогрева;
- безразмерная скорость нагрева оболочки порошковой проволоки (критерий Предводителева) на участке подогрева;  - безразмерное время нагрева оболочки порошковой проволоки (критерий Фурье) на участке подогрева.
- безразмерное время нагрева оболочки порошковой проволоки (критерий Фурье) на участке подогрева.
Тогда:
 . (2.52)
. (2.52)
Нами получена формула для расчета сопротивления участка подогрева оболочки порошковой проволоки по технологическим данным: Lн и безразмерной температуре подогрева:
 . (2.53)
. (2.53)
Зная Lн и скорость подачи (плавления) проволоки n можно вычислить ток подогрева Iн из условия равенства тепловой и электрической мощностей.
Мощность, выделенная на участке подогрева оболочкой, равна мощности, поглощенной порошковой проволокой.
Это условие можно записать так:
![]() .
.
Подставляя в это уравнение Rн из (2.52), получим:
 .
.
Откуда можно найти скорость подачи проволоки:
 (2.54)
(2.54)
или плотность тока подогрева:
 . (2.55)
. (2.55)
Можно сделать также расчет параметров подогрева и источника подогрева по заданным величинам: n, Tоб=Tн, неравномерности нагрева сердечника и оболочки проволоки m, физическим свойствам порошковой проволоки (с0, сс, Кс, b, r0, g0).
Этап 1. По формуле (2.53) вычислить Qн, а также величины:
![]() ,
,
![]() ,
,
где сп - приведенная теплоемкость порошковой проволоки;
М - характеристика теплопроводности сердечника порошковой проволоки.
Этап 2. Задаваясь начальным значением Lн, определить jн, а затем рассчитать ![]() .
.
Этап 3. По заданной температуре Qн, рассчитанному коэффициенту А и полученному Pdн определить необходимое время нагрева:
 ;
;
 . (2.56)
. (2.56)
Этап 4. Рассчитать длину участка нагрева:
![]() . (2.57)
. (2.57)
Этап 5. Этапы 2 - 4 повторять до совпадения полученных на этапах 2 и 4 длин участка подогрева Lн.
Этап 6. Рассчитать Rн, по формуле (2.52).
Этап 7. По величинам Rн, и Iн рассчитать параметры источника подогрева:
падение напряжения на участке подогрева
![]() . (2.58)
. (2.58)
рабочее напряжение
![]() ,
,
где Uk - падение напряжения на подвижном контакте;
рабочую мощность источника подогрева
 .
.
Выполним анализ теплового состояния сердечника подогреваемой порошковой проволоки. Поставим задачу в общем виде. Заданы параметры подогрева и ток наплавки. Необходимо определить температуру в любой точке сердечника на любом участке вылета порошковой проволоки.
Имеем
 (2.59)
(2.59)
где tн - время подогрева; tв - общее время нагрева вылета порошковой проволоки. Требуется найти температуру сердечника Тс (t, r). Решение выполним в безразмерных критериях (2.14) - (2.17). Уравнение теплопроводности примет вид (2.18). Решение этого уравнения на участке подогрева tÎ [0, tн] (т.е. F0Î [0, F0н]) проводится аналогично решению для удлиненного вылета. В итоге получим:
 . (2.60)
. (2.60)
Теперь на вылете меняются краевые условия. Начальная температура сердечника порошковой проволоки будет равна:
 . (2.61)
. (2.61)
Граничные условия будут иметь вид:
![]() ; (2.62)
; (2.62)
![]() ; (2.63)
; (2.63)
 (2.64)
(2.64)
Решение уравнения (2.18) с краевыми условиями (2.61) - (2.64) будем искать в виде:
![]() . (2.65)
. (2.65)
Общее решение ![]() уравнения (2.18) представим в виде:
уравнения (2.18) представим в виде:
![]() . (2.66)
. (2.66)
Подстановка функции (2.66) в уравнение (2.18) дает:
 ;
;
 .
.
Откуда получим:
 . (2.67)
. (2.67)
Уравнение (2.67) аналогично уравнению (2.24).
Следовательно, его решением будет функция f (h), удовлетворяющая граничному условию (2.62) и условию ограниченности (2.63), которая запишется в виде:
 . (2.68)
. (2.68)
Тогда общее решение уравнения теплопроводности (2.18) с краевыми условиями (2.61) - (2.64) примет вид:
 . (2.69)
. (2.69)
Частное решение уравнения (2.18) будем искать в виде:
 ,
,
где
 . (2.70)
. (2.70)
Используя начальные условия (2.61), подставим его в (2.70) и получим:
 (2.71)
(2.71)
Поскольку отыскивается n-ый коэффициент разложения в бесконечный ряд, формулу (2.71) можно представить в виде:
 (2.72)
(2.72)
Найдем в выражении (2.72) значение интеграла. Получим:
 (2.73)
(2.73)
Найдем каждый интеграл из суммы (2.73), пользуясь формулами (2.32)
 (2.74)
(2.74)
Аналогично вычисляем второй интеграл суммы (2.73):
 . (2.75)
. (2.75)
Для третьего интеграла имеем:
 (2.76)
(2.76)
Учитывая, что:
 ,
,
получим:
Подставляя последнее выражение в формулу (2.76), получим:
 (2.77)
(2.77)
Итак, формула (2.72) для расчета коэффициента Вn принимает вид:
 (2.78)
(2.78)
Подставляя (2.78) в формулу для расчета частного решения V (F0,h), получим:

Окончательно имеем:
 (2.79)
(2.79)
Тогда формула (2.65) для расчета безразмерной температуры сердечника подогреваемой порошковой проволоки с учетом (2.69) примет вид:
 (2.80)
(2.80)
Из уравнения (2.80) видно, что при двухстадийном нагреве порошковой проволоки появляется новая нестационарность (второе слагаемое в выражении (2.80)), связанная с нерегулярными процессами на второй стадии нагрева.
При этом вид исходной нерегулярной составляющей (третье слагаемое выражения (2.80)) не изменяется, оно продолжает уменьшаться с течением времени.
Нерегулярность второй стадии нагрева весьма мала, особенно при Рdв»Pdн или Pdн<<m12.
В этом случае ее можно опустить без ущерба для точности вычислений.
Очевидно, для достижения равномерности нагрева оболочки и сердечника необходимо принять Pdв близким к нулю, т.е. положить скорость нагрева оболочки порошковой проволоки на не свободном вылете практически равной нулю.
Для выравнивания нагрева сердечника по сечению порошковой проволоки необходимо достаточное время нагрева на вылете.
При Pdв=0 формула (2.80) примет вид:
 . (2.81)
. (2.81)
Учитывая, что:
![]()
это безразмерная температура подогрева сердечника порошковой проволоки, формулу (2.81) можно представить в виде:
 . (2.82)
. (2.82)
Последние два слагаемые подобны и различаются лишь коэффициентами и ![]() , а также знаками.
, а также знаками.
Используя зависимости (2.82) можно предложить следующую схему наплавки подогреваемой на вылете порошковой проволокой: очень быстрый нагрев на первой стадии и выдержка, т.е. малая величина сварочного тока с увеличенным вылетом, на второй стадии.
Полагая в формуле (2.67) Pdн=¥, из конечности Qн следует, что F0н=0. Тогда ![]() , а
, а ![]() . Формула (2.82) примет вид:
. Формула (2.82) примет вид:
 (2.83)
(2.83)
Выражение  представляет собой закон свободного нагрева или охлаждения бесконечно длинного цилиндра.
представляет собой закон свободного нагрева или охлаждения бесконечно длинного цилиндра.
Расчеты по формуле (2.83) показывают, что неравномерность нагрева оболочки и сердечника становится незначительной (менее 5%) уже при F0³0,6.
Итак, задача расчета температуры в любой точке сердечника подогреваемой порошковой проволоки решена. Предложен также метод подогрева, создающий наибольший тепловой напор в системе "оболочка-сердечник" и приводящий к скорейшему выравниванию температур в оболочке и сердечнике порошковой проволоки.
3. Разработка компонентов программно-методического комплекса 3.1 Разработка логической модели ПМК
При проектировании логической структуры программного комплекса он рассматривается как система в различных аспектах. За каждым из аспектов стоит некоторая методика описания. Чаще всего она является диаграммной методикой, так как диаграмма легка для восприятия и не обладает той избыточностью, которая есть у текстового описания, хотя некоторые пояснения к диаграммам необходимы [23].
Для разработки логической модели был использован унифицированный язык моделирование - UML. UML - это язык визуального моделирования для решения задач общего характера, который используется при определении, визуализации, конструировании и документировании программной системы. UML позволяет отображать и статическую структуру, и динамическое поведение системы. Система моделируется как группа дискретных объектов, которые взаимодействуют друг с другом таким образом, чтобы удовлетворить требованиям пользователя. В статической структуре задаются типы объектов, значимые для системы и ее реализации, а также отношения между этими объектами. Динамическое поведение определяет историю объектов и их взаимодействие для достижения конечной цели. Наиболее полного и разностороннего понимания системы можно достичь при моделировании с различных, но взаимосвязанных точек зрения [24].
При разработке программно-методического комплекса были использованы следующие виды диаграмм:
диаграмма потоков данных (DFD - Data Flow Diagrams) является основным свойством моделирования функциональных требований проектируемой системы;
STD-диаграмма предназначена для моделирования и документирования реакций системы при ее функционировании во времени.
диаграмма компонентов - изображает представление реализации;
диаграмма использования - описывает функционирование системы с точки зрения ее пользователей.
3.1.1 Разработка диаграммы потоков данныхВ процессе работы программного комплекса в нем производится постоянный обмен данными между его модулями. Для того, чтобы специфицировать процесс передачи и качественное содержание данных, необходимо разработать диаграмму потоков данных (DFD) для разрабатываемого программного продукта.
Разработка информационной модели, представленной в виде DFD-диаграммы, включает в себя следующие этапы:
разработка процессов системы;
направление потоков, несущих в себе определенную информацию;
обоснование выбора диаграммы для представления информации;
описание функций, которые выполняют управляющие процессы, влияющие на работу системы;
описание управляющих потоков (какую информацию каждый из потоков несет в себе).
Диаграмма потоков данных является основным свойством моделирования функциональных требований проектируемой системы [25].
Логическая DFD показывает внешние по отношению к системе источники и стоки, (адресаты) данных, идентифицирует логические функции (процессы) и группы элементов данных, связывающих одну функцию с другими (потоки), идентифицирует хранилища (накопители) данных.
Важную роль в модели играет специальный вид DFD - контекстная диаграмма. Она моделирует систему наиболее общим образом. Контекстная диаграмма идентифицирует внешние сущности, а также, как правило, единственный процесс, отражающий главную цель или природу системы. Внешние сущности, процессы и потоки данных описаны в таблицах 3.1, 3.2, 3.3 соответственно. Контекстная диаграмма потоков данных представлена на рисунке 3.1
Таблица 3.1 - Внешние сущности контекстной диаграммы
| Наименование сущности | Краткое описание |
| Пользователь | Человек, который работает с программным комплексом. |
| ЭВМ | Электронно-вычислительная машина, на которой установлен программный комплекс. |
Таблица 3.2 - Процессы контекстной диаграммы
| Наименование процесса | Краткое описание |
| 0 Рассчитать температурное поле | Данный процесс является основным процессом программного комплекса и предназначен для расчета температурного поля вылета порошковой проволоки. |
Таблица 3.3 - Потоки, представленные на контекстной диаграмме
| Наименование потока | Описание |
| Параметры проволоки и наплавки | Исходные данные (теплофизические и геометрические параметры порошковой проволоки) и режимы наплавки, вводимые пользователем. |
| Графические зависимости | Графики, которые отображают все предусмотренные программным комплексом зависимости. |
| Результаты расчета параметров | Результаты расчета температурного поля, режимов сварки, характеристик порошковой проволоки, параметров подогрева. |
| Сообщения | Сообщения, которые выдаются при неправильном вводе данных. Содержатся необходимые рекомендации для дальнейших действий, а также сообщения о сбойных ситуациях в работе программного комплекса. |
| Запрос на параметры оболочки | Пользователем инициируется запрос на ввод параметров оболочки из базы. |
| Параметры материала оболочки | Поток, который передает из базы теплофизические параметры материала оболочки. |
| Файл отчета | Файл, который содержит исходные данные, графики и результаты расчета. |
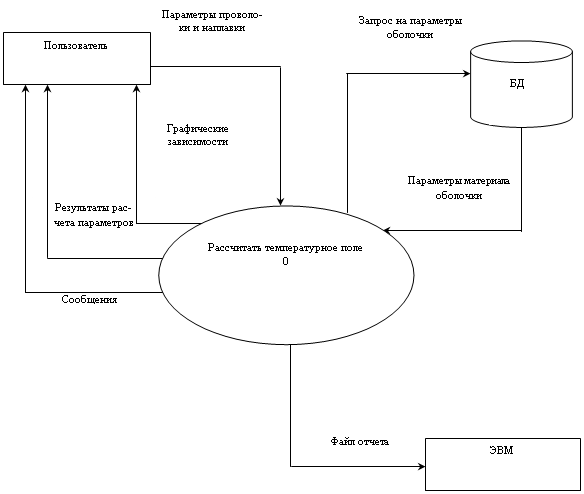 |
Рисунок 3.1 - Контекстная диаграмма потоков данных
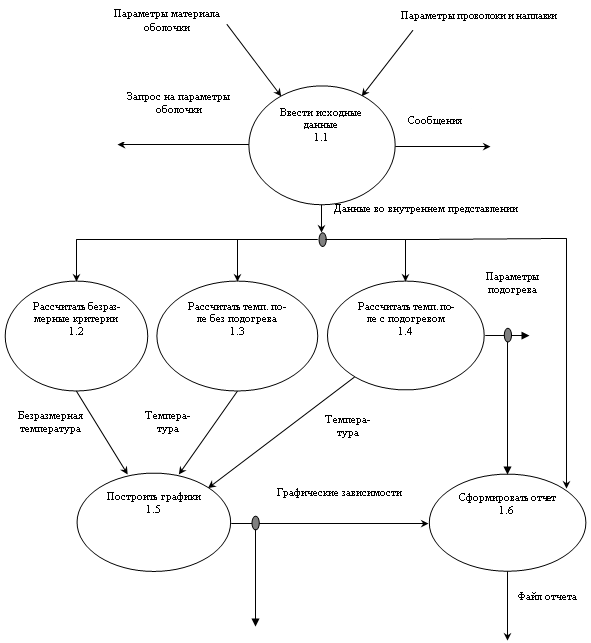
Каждая логическая функция (процесс) может быть детализирована с помощью DFD нижнего уровня. DFD первого уровня строится как декомпозиция процесса контекстной диаграммы. Детализирующая диаграмма более подробно описывает процессы и потоки данных разрабатываемой или существующей системы. Внешние сущности отсутствуют на детализирующей диаграмме, потоки данных эквивалентны потокам данных представленных на контекстной диаграмме. Детализация процесса "Рассчитать" приведена на рисунке 3.2 Основной процесс разделен на ряд подпроцессов со своими функциями. Процессы описаны в таблице 3.4
Таблица 3.4 - Процессы детализирующей диаграммы
| Наименование процесса | Краткое описание |
| 1.1 Ввести исходные данные | Предназначен для ввода исходных данных пользователем (теплофизических и геометрических параметров порошковой проволоки, параметров сварки). |
| 1.2 Рассчитать безразмерные критерии | Процесс предназначен для расчета безразмерных критериев (распределения температуры по диаметру в зависимости от времени или скорости нагрева, температуры в зависимости от времени или скорости нагрева). |
| 1.3 Рассчитать температурное поле без подогрева | Рассчитывает температурное поле порошковой проволоки при наплавке без предварительного подогрева (температуру оболочки, сердечника, прослойки, параметры сварки и порошковой проволоки по известной температуре). |
| 1.4 Рассчитать температурное поле с подогревом | Процесс предназначен для расчета температурного поля при наплавке с подогревом, а также параметров подогрева, а именно: времени подогрева, длины участка подогрева, скорости подачи проволоки, сопротивления участка подогрева. |
| 1.5 Построить графики | По рассчитанным данным производится построение графических зависимостей (распределения температуры по диаметру в зависимости от времени или скорости нагрева, температуры в зависимости от времени или скорости нагрева, зависимость температуры оболочки, сердечника, прослойки от времени, зависимость температуры от времени при наплавке с предварительным подогревом). |
| 1.6 Сформировать отчет | Предназначен для формирования отчетов на основе исходных данных, рассчитанных параметров и графических зависимостей. |
|
 |
3.1.2 Разработка диаграммы переходов состояний
При своей работе разрабатываемый комплекс находится в том или ином состоянии, что определяет то или иное действие, доступное пользователю в конкретный момент работы приложения. Для представления взаимосвязи состояний системы, а также для определения условий, при которых происходит смена состояний системы, используются диаграммы переходов состояний (STD-диаграммы). STD предназначена для моделирования и документирования реакций системы при ее функционировании во времени. Такие диаграммы позволяют осуществлять декомпозицию управляющих процессов в системе. STD моделирует последующее функционирование системы на основе ее предыдущего и настоящего функционирования [26]. STD -диаграмма представлена на рисунке 3.5
На диаграмме переходов состояний переход определяет перемещение системы из одного состояния в другое. Имя перехода идентифицирует событие, которое является причиной перехода.
Система начинает функционировать из начального состояния. При этом при каждом запуске приложения производится процесс инициализации в результате которого производится автоматическая настройка системы на работу в заданной предметной области. После окончания процесса инициализации начальных данных система попадает в "Основное состояние". Когда система находится в этом состоянии, пользователь имеет возможность перейти в любое из следующих состояний:
работа с базой данных;
редактирование данных для расчета безразмерных критериев;
редактирование данных для расчета температурного поля при наплавке без подогрева;
редактирование данных для расчета температурного поля при наплавке с подогревом;
выход из программы.
После редактирования данных происходит переход в состояние "Расчет", в котором производится расчет температурного поля и параметров порошковой проволоки. Для получения отчета программный комплекс переходит в состояние "Сформировать отчет". Команда "Выход" возвращает комплекс в "Основное состояние". При поступлении команды "Выход" из основного состояния происходит освобождение памяти и выгружается программный комплекс.
3.1.3 Разработка диаграммы компонентов
Физическое представление отражает структуру реализации программного приложения, включая разбиение программы на компоненты и развертывание ее на аппаратных узлах. Существует два физических представления: представление реализации и представление развертывания. Представление реализации показывает, какие компоненты есть в данной системе и какие между ними существуют зависимости, описывает физическое разбиение частей системы на заменяемые блоки, которые называются компонентами. Представление реализации изображается на диаграмме компонентов. Компонентами системы называются отдельные программные блоки, из которых состоит вся система. Понимание зависимостей между компонентами дает возможность отслеживать на модели результаты изменений в отдельных компонентах. Компонент - это физический элемент реализации c четко определенным интерфейсом, предназначенный для использования в качестве заменяемой части системы. Для компонента определены интерфейсы, которые он представляет, и интерфейсы, которые он использует в своей работе и которые предоставляются другими компонентами. Интерфейс - это список операций, обеспечиваемый программным или аппаратным обеспечением. Диаграммы компонентов изображают зависимости между ними.
Диаграмма компонентов программного комплекса приведена на рисунке 3.5 На диаграмме изображен один актер - пользователь, интерфейсы и два компонента Report и DB Для работы с комплексом пользователю требуется доступ к любому из трех интерфейсов:
интерфейс для расчета безразмерных критериев;
интерфейс для расчета температурного поля при наплавке без подогрева;
интерфейс для расчета температурного поля при наплавке с подогревом;
В свою очередь, для работы эти интерфейсы требуют доступ к компонентам Report и DB
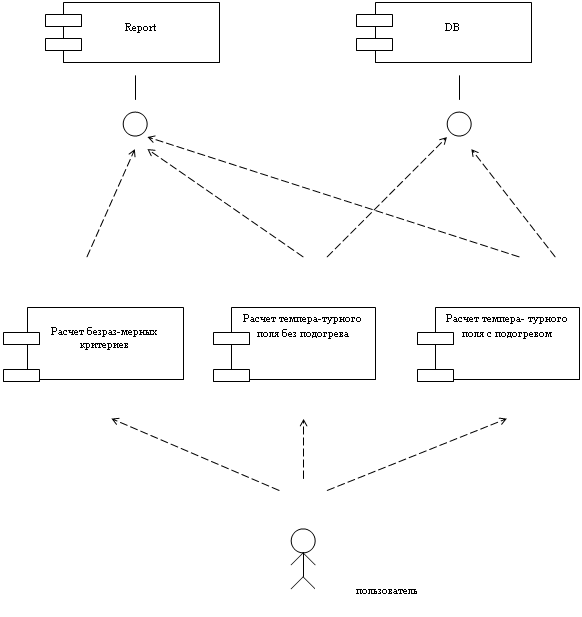
Рисунок 3.5 - Диаграмма компонентов программного комплекса
3.1.4 Разработка диаграммы использованияОписывает функционирование системы с точки зрения ее пользователей. Назначение представления вариантов использования - выявить всех актантов системы и все варианты ее использования, а также указать, какие актанты в каких вариантах использования фигурируют. Вариантом использования называется блок внешне наблюдаемой деятельности системы (то есть последовательность сообщений между системой и одним или несколькими актантами). Вариант использования описывает некоторую часть поведения системы, не вдаваясь при этом в особенности ее внутренней структуры. Вариант использования определяет все виды поведения системы: основные последовательности, различные варианты стандартного и нестандартного поведения, исключительные ситуации, включая ответные реакции на них. В процессе проектирования каждый вариант использования моделируется независимо от остальных. Описание варианта использования передается в языке UML диаграммами состояний, диаграммами последовательности, диаграммами кооперации или в виде текста.
Диаграмма использования программного комплекса приведена на рисунке 3.7. На диаграмме изображен один актант - пользователь и следующие варианты использования:
рассчитать безразмерные критерии;
рассчитать температурное поле при наплавке без подогрева;
рассчитать температурное поле при наплавке с подогревом;
работать с отчетами;
модифицировать базу.
Вариант использования "рассчитать температурное поле при наплавке без подогрева" включает в себя еще три варианта:
расчет температуры;
расчет режимов наплавки;
моделирование параметров.
Вариант использования "рассчитать температурное поле при наплавке с подогревом" включает в себя следующие варианты:
расчет температурного поля;
расчет параметров подогрева.
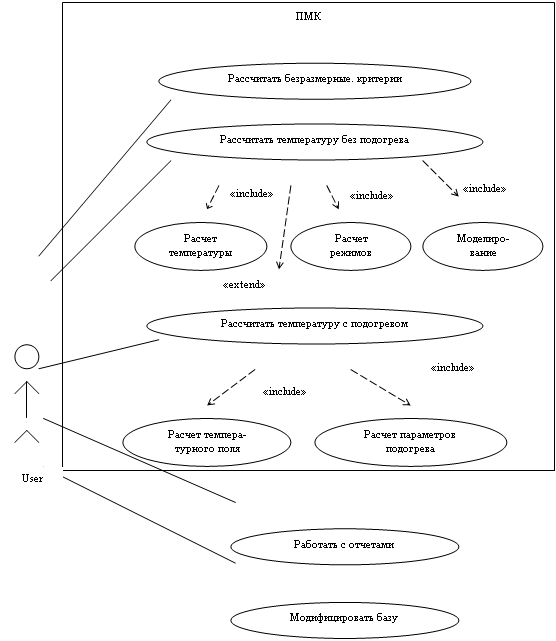 |
Рисунок 3.7 - Диаграмма использования программного комплекса
3.2 Структура программно-методического комплекса
Структура программно-методического комплекса представлена на рисунке 3.8.
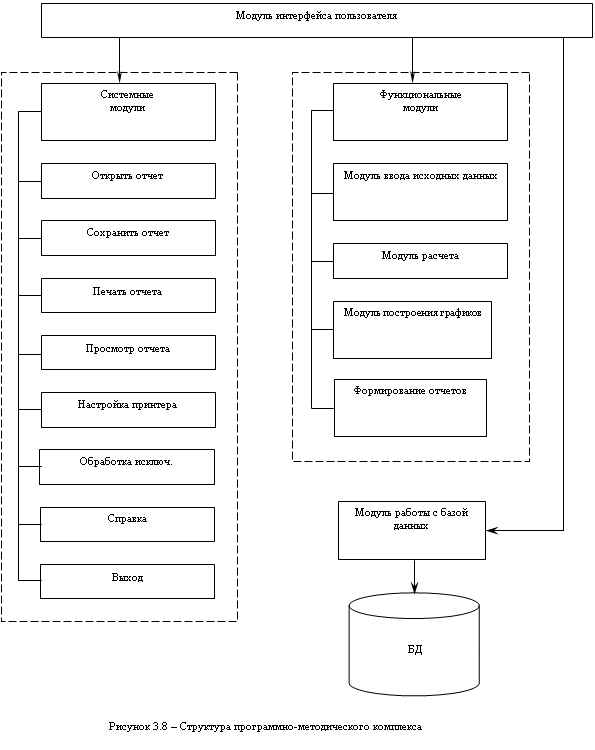
Общая структура программно-методического комплекса содержит модуль интерфейса пользователя и рабочие модули. Модуль интерфейса пользователя включает меню приложения; с его помощью происходит вызов рабочих модулей и осуществляется работа с базой данных.
Рабочие модули комплекса по выполняемым функциям делятся на две части: функциональную и системную.
Системные модули выполняют все функции, связанные с операционной системой. Они отвечают за работу с файлами, вызов справки, обработку исключительных ситуаций. Сюда относят:
модуль открытия отчета. Позволяет открыть созданный ранее отчет для просмотра и печати;
модуль сохранения отчета. Позволяет сохранить сформированный отчет для дальнейшего использования;
модуль печати отчета. Позволяет распечатать отчет на принтере;
модуль настройки параметров принтера. Позволяет установить необходимые параметры печати;
модуль просмотра отчета. Позволяет просмотреть отчет перед печатью;
модуль обработки исключительных ситуаций. Проверяет корректность вводимых пользователем данных;
модуль вызова справки. Позволяет получить справку по интересующему разделу;
выход. Осуществляется выход из программы.
Функциональные модули выполняют основные функции, необходимые для решения поставленной задачи. Сюда относятся следующие модули:
модуль ввода исходных данных. Осуществляет ввод исходных данных, а также выбор данных из базы;
модуль расчета. Содержит процедуры и функции, позволяющие рассчитать все необходимые параметры: температурное поле, параметры порошковой проволоки, режимы сварки;
модуль построения графиков. Предназначен для визуализации рассчитанных данных путем построения графических зависимостей;
модуль формирования отчетов. Позволяет сформировать отчет в удобном для пользователя виде с возможностью последующего сохранения и распечатки.
Более подробно модуль расчета, модуль построения графиков и модуль формирования отчетов будут рассмотрены в специальной части.
Отдельно выделяется база данных и модуль для работы с базой данных. Этот модуль позволяет добавлять, удалять и модифицировать записи в базе.
3.3 Информационное обеспечение комплексаИнформационное обеспечение - это та информация, которая необходима для работы программного комплекса, и информация, которую мы получаем в результате его работы.
Для расчетов, выполняемых комплексом, нужны следующие данные:
теплофизические параметры порошковой проволоки;
информация о режимах сварки и окружающей среде;
функции Бесселя.
Теплофизические параметры порошковой проволоки хранятся в базе данных, которая содержит используемые на практике материалы оболочки и их свойства. Файл базы данных находится в каталоге Table, имя файла - Material_obol. db. Структура таблицы базы данных приведена в таблице 3.6.
Таблица 3.6 - Структура таблицы базы данных
| Имя поля | Тип данных | Размер поля | Ключ |
| Материал | Alfa | 20 | да |
| Удельное сопротивление, Ом*м | Number | ||
| Температурный коэффициент сопротивления, 0С-1 | Number | ||
| Плотность материала, кг/м3 | Number | ||
| Удельная теплоемкость, Дж/ (кг*0С) | Number |
Такой способ хранения информации позволяет быстро и легко ввести данные, добавить, удалить материал.
Кроме этого вводится следующая информация:
толщина оболочки, м;
удельная теплоемкость сердечника, Дж/ (кг*0С);
коэффициент теплопроводности сердечника, Дж/м*с*0С;
масса сердечника / массу оболочки;
коэффициент прослойки;
удельная теплоемкость прослойки, Дж/ (кг*0С);
масса прослойки/ массу оболочки;
температура окружающей среды, 0С;
диаметр проволоки, м;
плотность тока, А/м2;
неравномерность нагрева.
Функции Бесселя не задаются как элементарные функции, но они протабулированы с большой точностью и сведены в таблицы. Эти таблицы находятся в отдельном модуле (Bessel), который при необходимости подключается.
В ходе работы программы рассчитанные значения хранятся в памяти компьютера и передаются для визуального отображения на экран. Программный комплекс предусматривает построение следующих зависимостей:
распределение безразмерной температуры по диаметру в зависимости от безразмерного времени нагрева;
распределение безразмерной температуры по диаметру в зависимости от безразмерной скорости нагрева;
зависимость безразмерной температуры от безразмерного времени нагрева;
зависимость безразмерной температуры от безразмерной скорости нагрева;
зависимость температуры оболочки от времени;
зависимость средней температуры сердечника от времени;
зависимость средней температуры прослойки от времени;
зависимость температуры сердечника от температуры оболочки;
распределение температуры по диаметру сердечника;
распределение безразмерной температуры по диаметру в зависимости от безразмерного времени нагрева при наплавке с предварительным подогревом;
распределение безразмерной температуры по диаметру в зависимости от безразмерной скорости нагрева при наплавке с предварительным подогревом;
При желании выходную информацию можно включить в отчет. Он представляет собой лист формата А4, содержащий исходные данные, результаты расчета, графические зависимости. Отчеты хранятся в файлах с расширением *. qrp. Программный комплекс позволяет выполнять различные действия с отчетами (сохранять, открывать, просматривать, печатать) - пункт меню "Отчеты" или соответствующая кнопка на панели управления.
3.4 Техническое обеспечение комплексаТехническое обеспечение - совокупность аппаратных средств, включающая устройства вычислительной и организационной техники, средства передачи данных, измерительные и другие устройства [27].
В состав (базовую конфигурацию) персональной ЭВМ входят:
один или несколько микропроцессоров;
запоминающее устройство - оперативное (ОЗУ) и постоянное (ПЗУ) для кратковременного и долговременного хранения информации соответственно;
привод CD-ROM;
клавиатура для ввода данных и команд в машину;
дисплей для воспроизведения вводимой и выводимой информации;
микропроцессорные контроллеры.
Базовые конфигурации ЭВМ в зависимости от назначения и требований, выдвигаемых со стороны пользователей, дополняются внешними запоминающими устройствами на гибких или жестких магнитных дисках, малогабаритным печатающим устройством, средствами для облегчения диалога "человек - ЭВМ", например, "мышь", "джойстик" и др. [28]
Основными характеристиками микропроцессора являются:
фирма-изготовитель;
напряжение питания;
корпус.
Основными производителями микропроцессоров являются компании Intel, AMD, Cyrix, IBM [29].
Внешние запоминающие устройства выполняют функции носителей программного обеспечения и баз данных. В качестве внешних запоминающих устройств в ЭВМ используются:
устройства для записи компакт-дисков;
накопители на гибких магнитных дисках.
Внешние устройства ЭВМ по функциональному назначению могут быть условно разделены на следующие классы:
устройства ручного ввода и оперативного управления;
печатающие устройства, представленные различными типами принтеров.
Основным устройством для ручного ввода текстовой, числовой и управляющей информации в ЭВМ является клавиатура.
Клавиатура для ЭВМ имеет несколько групп клавиш:
алфавитно-цифровую, предназначенную для ввода чисел и символов;
функциональную, которая может использоваться операционной системой или пользователем для формирования программируемого набора управляющих функций;
служебную, имеющую двойное назначение; в нижнем регистре с ее помощью набираются числа, а в верхнем эти клавиши управляют движением курсора.
Привод компакт-дисков требуется для нормальной работы операционной системы, так как в настоящее время все больше программного обеспечения поставляется на компакт-дисках.
Качество изображения (текст и графика) зависит от выбранного монитора. Монитор 14 дюймов годится только на крайний случай, если финансовое положение не позволяет приобрести лучший. Оптимальным вариантом является пятнадцатидюймовый монитор. Чтобы обеспечить подавление мерцания, быструю перерисовку экрана, высокое разрешение и хорошую цветопередачу, рекомендуется подключать монитор через шину PCI или AJP и использовать видеоакселератор с минимальным объемом ОЗУ 2 МБ.
После выполнения программы результаты передаются из оперативной памяти на устройства вывода: матричный, струйный или лазерный принтер. Главным показателем принтеров являются качество и скорость печати, а также габаритные размеры и стоимость. Матричные принтеры обычно при работе создают шум, качество печати не всегда удовлетворительно, однако стоимость даже хорошего матричного принтера гораздо ниже, чем струйного или лазерного. Струйные принтеры имеют небольшие габаритные размеры, работают бесшумно, обеспечивают хорошее качество печати, в том числе с несколькими уровнями яркости. Текстовое или графическое изображение формируется с помощью управляемых струй чернил одного или нескольких цветов. Лазерные принтеры дают наилучшее качество печатного листа, но вместе с тем имеют и наибольшую стоимость [30].
Конкретные области применения требуют своего набора внешнего оборудования. Комплектование ЭВМ различными устройствами ввода-вывода графической информации во многом определяют возможности их профессиональной ориентации.
Технические средства призваны обеспечить: возможность оптимального взаимодействия оператора с ЭВМ; производительность, необходимую для решения задачи проектирования; быстродействие; возможность получения твердых копий текстовой и графической документации; простоту освоения, эксплуатации и технического обслуживания.
Исходя из перечисленных требований, в состав технических средств для эксплуатации данного программного комплекса необходимо включить:
процессор Pentium 166 и выше;
минимум 32MB RAM;
дисковод для трехдюймовых дискет;
двухкнопочный манипулятор “мышь”;
PC-AT совместимую клавиатуру;
монитор SVGA;
привод CD-ROM;
струйный принтер (желательно).
Привод CD-ROM в состав технических средств для эксплуатации данного программно-методического комплекса необходимо включить т.к операционная система и средство разработки, под которыми будет функционировать данный ПМК, устанавливаются с компакт-диска.
Принтер необходим для получения твердых копий отчетов.
3.5 Программное обеспечение комплексаПрограммное обеспечение САПР - совокупность программ, представленных в заданной форме, вместе с необходимой программной документацией [31], предназначенная для использования в САПР.
Программное обеспечение делится на:
общесистемное;
базовое;
прикладное.
К общесистемному программному обеспечению относят операционные системы. Операционная система - организованный набор системных программ и данных, управляющих ЭВМ и выполнением программ пользователя. Операционные системы обеспечивают поддержку работы всех программ и их взаимодействие с аппаратурой, а также предоставляют пользователю возможности общего управления ЭВМ. Среди основных функций операционной системы можно выделить следующие:
управление ресурсами ЭВМ и выполнением программ;
обеспечение ввода-вывода информации;
организацию хранения информации во внешней памяти;
выполнение работ, связанных с обслуживанием внешних устройств [32].
Для обеспечения оптимального режима работы разработанного программного комплекса необходимо, чтобы на ЭВМ была установлена линия операционных систем Windows 9х и выше. Эти операционные системы являются многозадачными, то есть позволяют одновременно выполнять работы в нескольких приложениях, что очень важно для данного проекта.
При разработке программного обеспечения его разделение на модули происходит по функциональному признаку, что способствует минимизации числа межмодульных связей и, следовательно, уменьшению сложности разрабатываемого программного комплекса.
Адекватность языка программирования решаемой задаче определяется близостью данных и операций, имеющихся в языке, к данным и операциям, имеющимся в предметной области, из которой взята задача.
Процесс программирования в большей части представляет собой моделирование структуры данных (типов данных и операций), необходимое для решения задачи с помощью имеющихся в языке программирования базовой структуры данных и средств расширения системы понятий языка. Другими словами, процесс программирования можно рассматривать как процесс описания типов данных и операций над ними, а также исходных данных и порядок применения к ним операций.
Языки программирования очень сильно различаются не только по структурам данных, но и по имеющимся в них средствам описания структур данных. С точки зрения теории алгоритмов добавление к универсальному языку программирования новых средств описания структур данных не изменяет мощности языка. Однако для практики программирования важно, насколько легко можно описать алгоритм, используя данный язык.
Интегрированная среда разработки Delphi является универсальной, так как дает возможность реализовывать сложные математические модели, позволяет работать с символьными и строковыми данными, имеет средства описания новых типов, процедур и функций [33].
Таким образом, для эксплуатации и расширения данного программного комплекса необходимо программное обеспечение в следующем составе:
операционная система Windows 9х или выше;
Delphi версии 5.0.
Такой состав программного обеспечения является оптимальным и позволит работать с комплексом наиболее эффективно и полностью раскроет возможности и преимущества разработанного интерфейса. Минимальная конфигурация программного обеспечения включает:
операционная система Windows 98;
Delphi версии 5.0.
4. Специальная часть 4.1 Структура и функциональное назначение отдельных модулей ПМК
Под модулем при описании структуры проекта может подразумеваться не только отдельная подпрограмма, но и отдельные процедуры или группы процедур, объединенные общим функциональным назначением. Наибольший интерес представляют следующие функциональные модули:
модуль расчета (Calculator. pas);
модуль построения графиков (Grafiks. pas);
модуль формирования отчетов (Create_Report. pas).
4.1.1 Модуль расчетаЭтот модуль предназначен для расчета температурного поля, режимов наплавки, теплофизических и геометрических параметров порошковой проволоки. Структура модуля приведена на рисунке 4.1
Рисунок 4.1 - Структура модуля расчета
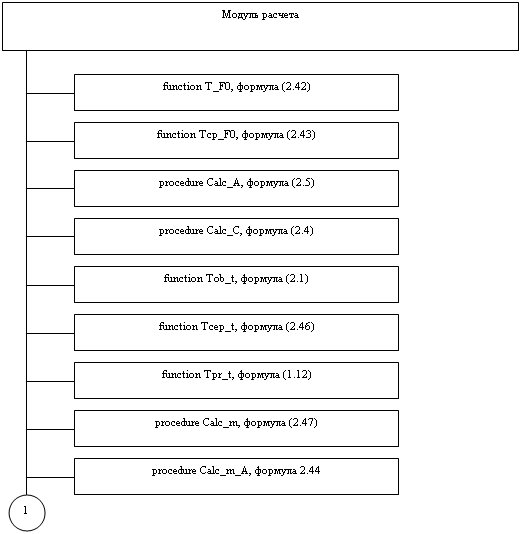
Модуль содержит следующие процедуры и функции:
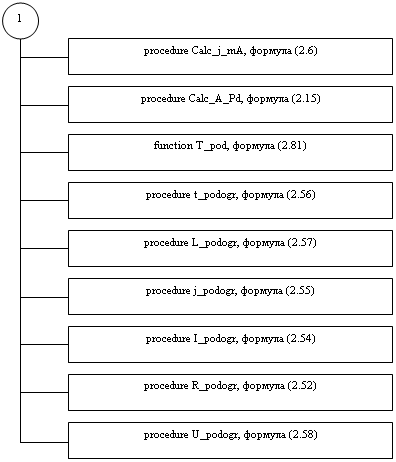 |
функция распределения безразмерной температуры по диаметру сердечника в зависимости от безразмерного времени нагрева и безразмерной скорости нагрева (function T_F0);
функция, описывающая зависимость средней безразмерной температуры сердечника от безразмерного времени нагрева и безразмерной скорости нагрева (function Tcp_F0);
процедура вычисления коэффициента А, необходимого для дальнейших расчетов (procedure Calc_A);
процедура вычисления коэффициента Соб, необходимого для дальнейших расчетов (procedure Calc_C);
функция, описывающая зависимость температуры оболочки от времени (function Tob_t);
функция, описывающая зависимость средней температуры сердечника от времени (function Tcep_t);
функция, описывающая зависимость средней температуры изолирующей прослойки от времени (function Tpr_t);
процедура расчета неравномерности нагрева по известной средней температуре сердечника и температуре оболочки (procedure Calc_m);
процедура расчета неравномерности нагрева по известной скорости нагрева (procedure Calc_m_A);
процедура расчета плотности тока по известной неравномерности и скорости нагрева (procedure Calc_j_mA);
процедура расчета скорости нагрева по известной безразмерной скорости нагрева (procedure Calc_A_Pd);
Процедуры и функции для расчета температурного поля и параметров подогрева при наплавке с предварительным подогревом:
функция распределения безразмерной температуры по диаметру сердечника в зависимости от безразмерного времени подогрева и безразмерной скорости подогрева (function T_pod);
процедура расчета времени подогрева (procedure t_podogr);
процедура расчета длины участка подогрева (procedure L_podogr);
процедура расчета плотности тока подогрева (procedure j_podogr);
процедура расчета тока подогрева (procedure I_podogr);
процедура расчета сопротивления участка подогрева (procedure R_podogr);
процедура расчета напряжения участка подогрева (procedure U_podogr).
4.1.2 Модуль построения графиков
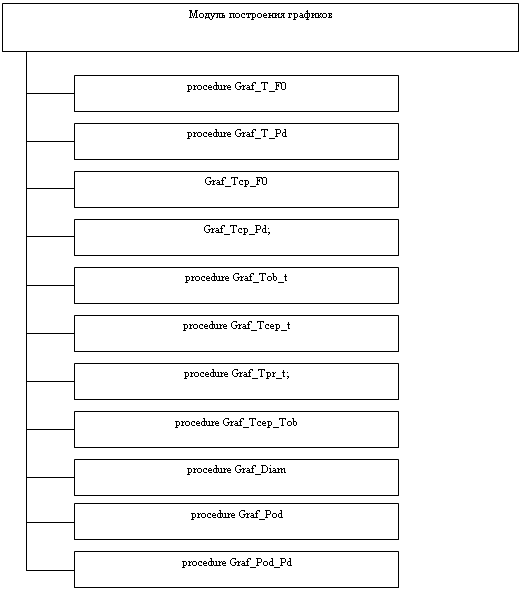 |
Этот модуль предназначен для построения графических зависимостей. Структура модуля приведена на рисунке 4.2
Рисунок 4.2 - Структура модуля построения графиков
Модуль содержит следующие процедуры:
процедура построения графика распределения безразмерной температуры сердечника по диаметру в зависимости от безразмерного времени нагрева (procedure Graf_T_F0);
процедура построения графика распределения безразмерной температуры сердечника по диаметру в зависимости от безразмерной скорости нагрева (procedure Graf_T_Pd);
процедура построения графика зависимости средней безразмерной температуры сердечника от безразмерного времени нагрева (procedure Graf_Tcp_F0);
процедура построения графика зависимости средней безразмерной температуры сердечника от безразмерной скорости нагрева (procedure Graf_Tcp_Pd);
процедура построения графика зависимости температуры оболочки от времени (procedure Graf_Tob_t);
процедура построения графика зависимости средней температуры сердечника от времени (procedure Graf_Tcep_t);
процедура построения графика зависимости средней температуры изолирующей прослойки от времени (procedure Graf_Tpr_t);
процедура построения графика зависимости средней температуры сердечника от температуры оболочки (procedure Graf_Tcep_Tob);
процедура построения графика распределения температуры сердечника по диаметру в зависимости от времени нагрева (procedure Graf_Diam);
процедура построения графика распределения безразмерной температуры сердечника по диаметру в зависимости от безразмерного времени подогрева при наплавке с предварительным подогревом (procedure Graf_Pod);
процедура построения графика распределения безразмерной температуры сердечника по диаметру в зависимости от безразмерной скорости подогрева при наплавке с предварительным подогревом (procedure Graf_Pod_Pd);
4.1.3 Модуль формирования отчетовЭтот модуль предназначен для формирования отчетов. Отчет содержит исходные данные и результаты работы программного комплекса. Пример отчета приведен в приложении А. Структура модуля приведена на рисунке 4.3
Модуль содержит следующие процедуры:
процедура формирования отчетов для безразмерных критериев (procedure Rep_BK);
процедура формирования отчетов для безразмерных критериев в случае предварительного подогрева (procedure Rep_BK_Pod);
процедура формирования отчетов, содержащих параметры подогрева (procedure Rep_Pod);
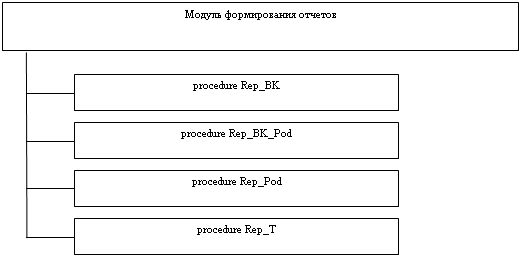 |
процедура формирования отчетов, содержащих данные о температурном поле вылета порошковой проволоки (procedure Rep_T).
Рисунок 4.3 - Структура модуля формирования отчетов
4.2 Описание интерфейса пользователяПри загрузке программы на экране появляется главное окно приложения. Оно содержит меню, предоставляющее пользователю следующие функции:
расчет безразмерных критериев;
расчет температурного поля при наплавке без подогрева;
расчет температурного поля при наплавке с подогревом;
отчеты;
справочники (база данных, содержащая материалы оболочки и их теплофизические параметры);
справка;
выход.
Внешний вид главного окна приложения представлен на рисунке 4.4
Рисунок 4.4 - Главное окно приложения
Для вызова окна расчета безразмерных критериев необходимо выбрать пункт меню "Безразмерные критерии" или нажать соответствующую кнопку на панели управления. Внешний вид окна расчета безразмерных критериев приведен на рисунке 4.5
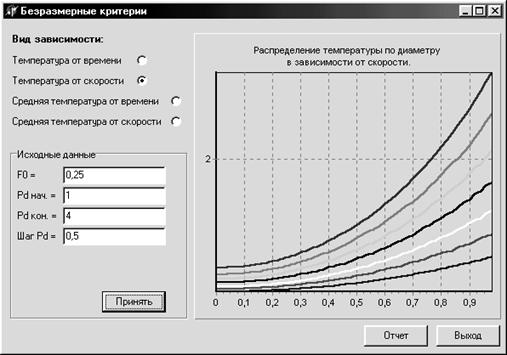
Рисунок 4.5 - Окно расчета безразмерных критериев
Для построения графика необходимо выбрать вид зависимости, ввести исходные данные и нажать кнопку "Принять". Для формирования отчета служит кнопка "Отчет".
Для вызова окна расчета температурного поля при наплавке без подогрева необходимо выбрать пункт меню "Без подогрева". Вид окна приведен на рисунке 4.6 Для построения графических зависимостей, как и в предыдущем случае, нужно ввести данные, выбрать вид зависимости и нажать кнопку "Принять". Формирование отчета - кнопка "Отчет". Для расчета тока наплавки, скорости нагрева, и неравномерности предназначена закладка "Параметры наплавки". Для моделирования факторов, влияющих на скорость нагрева и неравномерность, служит закладка "моделирование параметров".
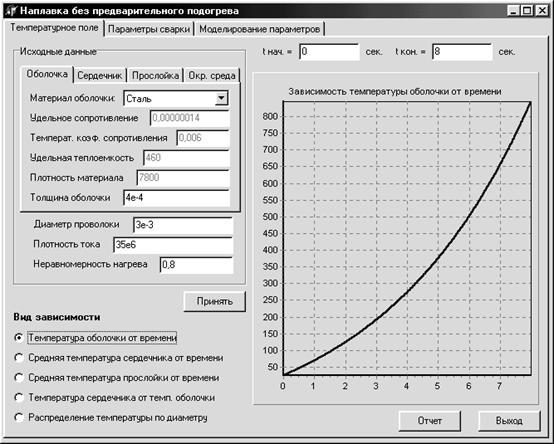
Рисунок 4.6 - окно расчета температурного поля при наплавке без подогрева
Для вызова окна расчета температурного поля при наплавке с подогревом необходимо выбрать пункт меню "С подогревом". Вид окна приведен на рисунке 4.7
Для построения графика необходимо выбрать вид зависимости, ввести исходные данные и нажать кнопку "Принять". Для формирования отчета служит кнопка "Отчет". Для расчета параметров подогрева предназначена закладка "Параметры подогрева". Расчет производится после ввода исходных данных и нажатия кнопки "Принять".
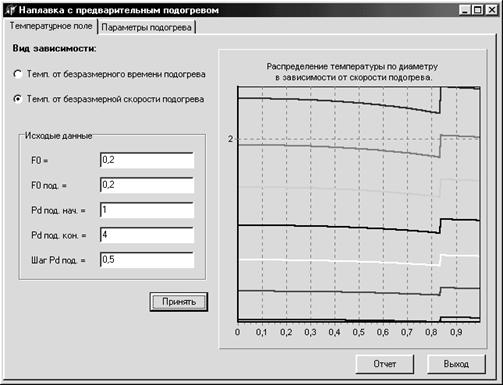
Рисунок 4.7 - окно расчета температурного поля при наплавке с предварительным подогревом
4.3 Исследование температурного поля вылета порошковой проволокиПроведем анализ выходных данных, полученных в результате работы программного комплекса.
Рассмотрим безразмерные критерии. Эти критерии показывают характер зависимости безразмерной температуры от безразмерного времени и безразмерной скорости нагрева и не зависят от теплофизических и геометрических параметров порошковой проволоки.
График распределения безразмерной температуры по диаметру сердечника в зависимости от безразмерного времени нагрева приведен на рисунке 4.8 Из графика видно, что разность температур по толщине сердечника увеличивается с увеличением времени нагрева.
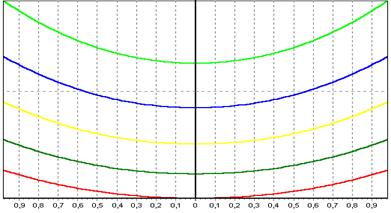
Рисунок 4.8 - График распределения безразмерной температуры по диаметру сердечника в зависимости от безразмерного времени нагрева
График распределения безразмерной температуры по диаметру сердечника в зависимости от безразмерной скорости нагрева приведен на рисунке 4.9 Заметим, что разность температур по толщине сердечника очень сильно зависит от скорости нагрева: чем больше скорость, тем больше разность. Следовательно, чтобы уменьшить разность температур, необходимо снизить скорость нагрева. Ниже будут рассмотрены факторы, влияющие на скорость нагрева.
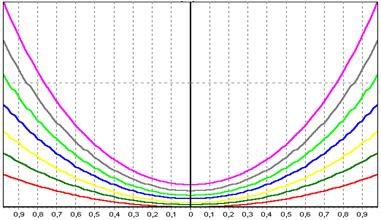
Рисунок 4.9 - График распределения безразмерной температуры по диаметру сердечника в зависимости от безразмерной скорости нагрева
График зависимости средней безразмерной температуры от безразмерного времени нагрева приведен на рисунке 4.10 Температура растет по экспоненте и очень сильно зависит от скорости нагрева. В равные моменты времени безразмерная температура составляет 2,2 и 45 при безразмерной скорости нагрева Pd = 1 и Pd = 4 соответственно.
|
|
|
|
|
|
|
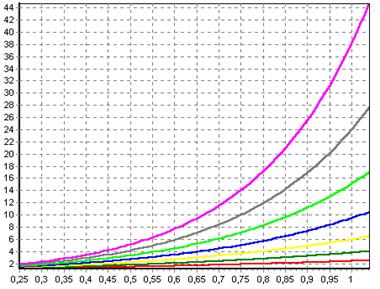
Рисунок 4.10 - График зависимости средней безразмерной температуры от безразмерного времени нагрева
От безразмерных критериев перейдем к размерным и рассмотрим влияние теплофизических и геометрических параметров порошковой проволоки на температурное поле, а также факторы, влияющие на скорость нагрева. Исследуя графические зависимости можно сделать следующие выводы:
неравномерность нагрева оболочки и сердечника зависит от материала оболочки - неравномерность меньше при использовании медной оболочки;
неравномерность нагрева оболочки и сердечника сильно зависит от тока наплавки. Чтобы получить малую неравномерность, необходимо снизить ток;
с увеличением коэффициента температуропроводности шихты снижается неравномерность нагрева оболочки и сердечника и выравнивается распределение температуры по диаметру сердечника;
с увеличением массы сердечника уменьшается неравномерность нагрева;
неравномерность увеличивается при использовании изолирующей прослойки. Наименьшая неравномерность достигается при отсутствии прослойки;
неравномерность зависит от толщины оболочки - с увеличением толщины оболочки неравномерность уменьшается;
с уменьшением диаметра проволоки выравнивается распределение температуры по диаметру сердечника.
Проанализируем факторы, влияющие на скорость нагрева:
ток наплавки сильно влияет на скорость нагрева. Чтобы уменьшить скорость, нужно уменьшить ток;
для уменьшения скорости нужно увеличить массу сердечника;
для уменьшения скорости нужно увеличить удельную теплоемкость сердечника.
Рассмотрим наплавку с предварительным подогревом. С помощью графических зависимостей можно сделать следующие выводы:
для достижения равномерности нагрева оболочки и сердечника необходимо положить скорость нагрева оболочки порошковой проволоки на несвободном вылете практически равной нулю;
для выравнивания нагрева сердечника по сечению порошковой проволоки необходимо достаточное время нагрева на вылете.
4.4 Программа и методика испытанийКонтроль программного продукта осуществляется в следующем порядке:
проверка запуска программы.
Программа должна не вызывать нарушений в работе других программ. Если программа не запускается, следует проверить, нет ли каких-либо сбоев в операционной системе. При обнаружении таких сбоев их следует ликвидировать и повторить запуск программы.
проверка контроля вводимой информации.
Подразумевает ввод в качестве исходных параметров и отслеживание реакции программы на некорректный ввод. Система должна выдавать соответствующие сообщения при некорректном вводе и предлагать повторный ввод.
проверка реакции программы на различные действия пользователя.
Подразумевает выполнение команд меню системы в различном порядке.
проверка корректности завершения работы программы.
После выхода из программы операционная система должна продолжать работать корректно.
Для проверки правильности вычислений приведем тестовый пример.
Расчет безразмерной температуры:
Исходные данные:
Pd = 1;
F0 = 0,85;
![]() = 1.
= 1.
Расчет произведем по формуле:
 ,
, 
Результаты работы программы:
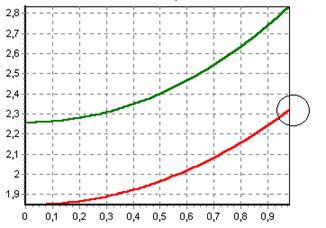
Расчет средней безразмерной температуры:
Исходные данные:
Pd = 3;
F0 = 1,05;
Расчет произведем по формуле:

Результаты работы программы:
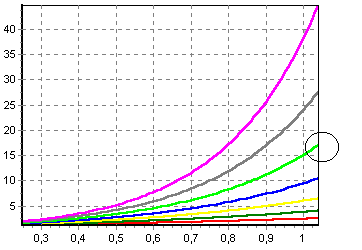
Расчет температуры оболочки:
Исходные данные:
удельное сопротивление оболочки ![]() Ом*м;
Ом*м;
температурный коэффициент сопротивления оболочки ![]() 0С-1
0С-1
удельная теплоемкость оболочки с0 = 460 Дж/ (кг* 0С);
плотность материала оболочки ![]() кг/м3;
кг/м3;
удельная теплоемкость сердечника сс = 276 Дж/ (кг* 0С);
коэффициент теплопроводности а = 0,4*10-6
масса серд / массу оболочки = 0,5;
диаметр проволоки d = 0,003 м;
плотность тока j = ![]() А/м2;
А/м2;
неравномерность нагрева m = 0,8;
температура окружающей среды Т0 = 25 0С.
Расчет произведем по формуле:
![]() ,
,
где: ;


при t = 8 c:
![]() .
.
Результаты работы программы:
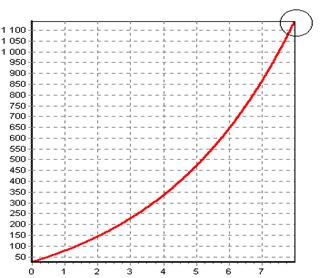
Расчет температуры сердечника:
Исходные данные: те же.
Расчет произведем по формуле:
![]() ;
;
![]()
Результаты работы программы:
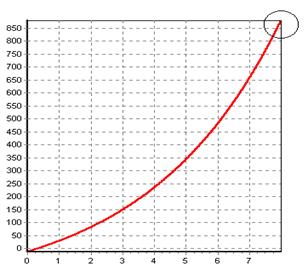
5 Охрана труда
5.1 Анализ опасных и вредных производственных факторов
Согласно ГОСТ 12.0.003-74 ССБТ "Опасные и вредные производственные факторы. Классификация" производственные факторы делят на следующие группы:
физические факторы;
химические факторы;
биологические факторы (микроорганизмы, макроорганизмы);
психофизиологические факторы (физические нагрузки, умственное перенапряжение, эмоциональные нагрузки, монотонность работы и др.).
Выделим опасные и вредные производственные факторы, которые возникают во время работы студента с компьютером [34]:
физические факторы:
повышенный уровень шума на рабочем месте (от вентиляторов блока питания и аудиоплат);
повышенное значение напряжения в электрической сети, замыкание которого может произойти через тело человека;
повышенный уровень статического напряжения;
недостаточная концентрация отрицательных ионов в воздухе рабочей зоны;
повышенный уровень электромагнитного излучения;
повышенная напряженность электрического поля;
неблагоприятное разделение яркости в поле зрения;
недостаточная освещенность на рабочем месте;
химические факторы:
повышенный состав в воздухе рабочей зоны пыли, озона;
психофизиологические факторы:
физическое перенапряжение статической (опорно-мышечная система) и динамической (кисти рук) нагрузки;
нервно-психологическая нагрузка, перенапряжение зрительного анализатора, умственное перенапряжение, монотонность труда, эмоциональное перенапряжение.
Проанализируем наиболее значимые опасные и вредные производственные факторы, которые часто приводят к заболеваниям, вызванные длительным контактом студента с компьютером.
При работе с ЭВМ основное напряжение припадает на все элементы зрительного анализатора. Это связано по большей мере с дисплеем, который обычно изготавливается на основе электронно-лучевой трубки. Поэтому дисплей излучает широкий спектр электромагнитных волн различных диапазонов - вплоть до мягкого рентгеновского излучения.
Как известно, глаз человека обладает инерционностью. Благодаря этому последовательность кадров воспринимается как непрерывное движущееся изображение. В мозг поступает непрерывное изображение, но сами глаза успевают реагировать на мерцание экрана. Из-за этого повышается их утомляемость, ухудшается зрение, т.к мышцы зрачка вынуждены постоянно вибрировать, отслеживая изменения освещенности. Кроме воздействия на зрение этот фактор добавляет нагрузку также на мозг и нервную систему студента. Существует только один способ уменьшить влияние этого вредного фактора - увеличивать частоту кадровой развертки.
Элементы глаза находятся в постоянному напряжении, что приводит к утомлению, "рези" в глазах и снижения остроты зрения.
Деятельность студента характеризуется длительной работой в однородном сидячем положении, низкой двигательной активностью при значительных локальных динамических напряжений, которые приходятся только на кисти рук. Такой характер работы может привести к появлению болезненных симптомов, которые имеют общее название - синдром длительных статических нагрузок, который может проявиться усталостью, болью, судорогой, онемением и т.д., в различных участков тела и возникать индивидуально с разной частотой.
Рабочее положение "сидя" обеспечивается статической работой большого количества мышц. При таком положении тела мышцы плеча, шеи и рук длительное время находятся в сокращенном положении. Поскольку мышцы не расслабляются, в них ухудшается кровооборот.
Работа за клавиатурой является интенсивной динамической работой костно-мышечного аппарату кистей рук, одновременно с статическим напряжением мышц предплечья и плеча. Выполнение однотипных физически легких движений кистей могут привести к постепенным функциональным изменениям, которые незаметно развиваются на протяжении нескольких лет.
Работая за клавиатурой, студент с высокой скоростью повторяет одни и те же движения, которые выполняются только кистями рук. Каждое нажатие на клавишу сопровождается сокращением мышц, при этом сухожилия скользят вдоль костей, в результате чего могут развиться воспалительные процессы которые приводят к боле.
В результате исследований было установлено, что к возникновению заболевания костно-мышечного аппарата кистей рук приводит неправильное положение тела по отношению к клавиатуре, значительное отклонение локтей от туловища, нерациональное взаимное направление предплечья и кисти.
Манипулируя "мышью" пользователь выполняет мелкие однотипные движения, в то время как предплечье и плечо не приспособлены к таким нагрузкам. Кроме того, много случаев, когда поверхность для работы с "мышью" недостаточно большая и расположена в неудобном для пользователя месте. Все это приводит к появлению неприятных, со временем и болезненных ощущений в области кисти, в локтевом и особенно в плечевом суставах. [35]
Для обеспечения оптимальных условий труда необходимо соблюдение соответствия следующих параметров: параметров микроклимата (температуры, влажности, качественного состава воздуха) нормативным значениям, достаточное освещение. Условия эксплуатации вычислительной техники накладывают ряд условий на параметры микроклимата, так как перегрев аппаратуры может привести к выходу ее из строя [35].
Большое значение имеет оптимальная планировка рабочего места и рациональный режим труда и отдыха.
5.2 Мероприятия по обеспечению безопасных и комфортных условий труда
Требования к воздуху рабочей зоны.
Оптимальными параметрами температуры при почти неподвижном воздухе являются 19-21 ˚С, допустимыми - 18 и 22 ˚С в соответствии с 4-79 и ГОСТ 12.1 005-88 ССБТ "Воздух рабочей зоны. Общие санитарно-гигиенические требования".
Комфортное состояние при данных температурах воздуха определяется влагосодержанием, составляющим 10 г/м3, допустимое - не ниже 6 г/м3.
Наилучший обмен воздуха осуществляется при сквозном проветривании. Другой путь обеспечения воздухообмена может быть достигнут установлением в оконных проемах автономных кондиционеров типа БК-1500, БК-2500, БК-2000Р.
При проектировании помещений предусмотрена приточно-вытяжная вентиляция. Подача воздуха производиться в верхнюю зону малыми скоростями из расчета создания подвижности воздуха на рабочем месте менее 0.1 м/с, лучше через подшивной перфорированный потолок. Вытяжка - естественная из верхней зоны стены, противоположной оконным проемам.
Определить объем воздуха, который необходимо иметь в помещениях с ЭВМ, можно по следующим отношениям:
при объеме помещения до 20 м3 на одного работающего, на каждого работника необходимо иметь 30м3/ч;
при объеме помещения до 20-40 м3 на одного работающего, не меньше 20м3/ч;
при объеме помещения до 40 м3 на одного работающего, присутствие окон и отсутствие образования вредных веществ допускается природная вентиляция.
Для повышения влажности воздуха используются увлажнители или устанавливаются емкости с водой типа аквариумов вблизи отопительных приборов.
Содержание кислорода в помещении колеблется в пределах 21-22 об.%. Двуокись углерода не превышает 0.1 об.%, озона - 0.1 мг/м3, фенола - 0.01мг/м3, хлористого винила - 0.005 мг/м3.
Требования к освещению.
Возникает необходимость освещения как естественным, так и искусственным светом. Первый случай характерен для светлого времени суток и при работе в помещениях, в которых имеются проемы в стенах и крыше здания, во втором случае применяются соответствующие осветительные установки искусственного света.
Если отсутствует достаточная освещенность поля зрения работающего равномерно распределенным световым потоком, надо создать такое искусственное освещение, при котором суммарный световой поток от всех установленных светильников распределяется равномерно. Так как при работе программиста необходима высокая точность выполнения работ, то к освещению предъявляются специфические требования. Наиболее удобным здесь является комбинированное освещение (СНиП II-4-79).
Используют люминесцентные лампы. Эти лампы имеют высокую световую отдачу (до 75 лм/Вт), большой срок службы (до 10000 часов) и хорошую цветопередачу. Для общего и местного освещения помещений общественных и промышленных зданий применяют лампы типа ЛБ 18-1, ЛДЦ 18 и ЛБ 58 и т.д.
В осветительных установках (ОУ) помещений используется система общего освещения, выполненная потолочными или подвесными люминесцентными светильниками, равномерно размещенными по потолку рядами, параллельно светопроемам, так, чтобы экран монитора находился в зоне защитного угла светильника, и его проекция не приходилась на экран монитора.
Применять местное освещение при работе на ЭВМ в помещении не рекомендуется, кроме работы с применением непрерывного просмотра печатной документации.
Люминесцентные светильники включаются рядами.
Минимальная освещенность рабочей поверхности стола рекомендуется в пределах 400-500 люкс.
Яркость экрана устанавливается равной 0.5 или более яркости рабочей поверхности стола при освещенности 400-500 люкс.
Величина коэффициента пульсации не может превышать 10%, для чего следует применять многоламповые светильники при электромонтаже ОУ.
Для освещения помещения рекомендуется применять светильники серий ЛПО13, ЛПО31, ЛПО33 исполнение 001 и 006, ЛСО02, ЛСО04 с металлической экранирующей решеткой и непрозрачной боковинами.
В качестве источников света используют люминесцентные лампы мощностью 40 Вт или энергоэкономичные мощностью 36 Вт типа ЛБ, ЛХВ и ЛЕЦ как наиболее эффективные и приемлемые с точки зрения спектрального состава, цветовая температура (Тцв) излучения которых находится в диапазоне 3500-4200 К.
Организация рабочего пространства.
Регламентируется ДНАОП 0.40-1.31-99. Учитывая специфику зрительной работы с ЭВМ, наиболее приспособленными являются помещения с односторонним размещением окон, причем желательно, чтобы площадь застекления не превышала 25-50%. Наиболее правильно, когда окна ориентированы на север или северо-восток. Окна обеспечивают регулируемыми устройствами (жалюзи, занавески). Поверхности в помещении имеют матовую или частично матовую фактуру.
Поверхность пола ровная, нескользкая, удобная для очистки и влажной уборки, имеет антистатические свойства.
Рабочие помещения не граничат с помещениями, в которых уровень шума и вибрации превышает допустимые значения. Помещения с ЭВМ оснащены аптечками первой медицинской помощи.
Поверхность потолка помещений с ЭВМ желательно красить в светлые тона близкие к белому с коэффициентом отражения 0,7-0,8.
Для покраски стен в помещениях с ЭВМ необходимо использовать малонасыщенные цвета светлых тонов, с коэффициентом отражения -0,5-0,6. Сильно темная или светлая периферия за экраном приводит к утомлению зрительного анализатора. Необходимо иметь в виду, что нейтральные серо-зеленые тона наиболее оптимальны для окраски стен в помещениях с ЭВМ, поскольку они не только благоприятно влияют на зрение, но и снимают общее утомление.
Организация рабочих мест предусматривает:
правильное размещение рабочего места в рабочем помещении;
выбор эргономического обоснованного рабочего положения, рабочей мебели;
рациональную компоновку оборудования на рабочих местах;
учет характера и особенностей трудовой деятельности.
Площадь, выделенная для одного рабочего места с ЭВМ должна быть не меньше 6 м2, а объем - не меньше 20м3. При размещении рабочих мест необходимо выполнять такие условия:
расстояние между боковой поверхностью видеотерминалов не меньше 1,2м;
рабочие места с ЭВМ размещаются на расстоянии не меньше 1 м от стен;
расстояние между тыльной поверхностью одного терминала и экраном другого - не меньше 2,5м;
проход между рядами рабочих мест - не меньше 1м.
При необходимости высокой концентрации внимания во время выполнения работ с высоким уровнем напряжения совместные рабочие места с ЭВМ необходимо отделять между собой перегородками высотой 1,5-2м.
Высота рабочей поверхности стола для ЭВМ в пределах 680-800 мм, и ширина и глубина обеспечивать возможность выполнения операций в зоне доступности моторного поля. Рекомендуемые размеры стола: высота -725 мм, ширина - 600-1400 мм, глубина - 800-1000 мм. Рабочий стол должен иметь пространство для ног высотой не меньше 600 мм, шириной не меньше 500 мм, глубиной на уровне колен не меньше 450 мм, на уровне вытянутой ноги - не меньше 650 мм.
Рабочий стол для ЭВМ, как правило, оснащен подставкой для ног шириной не меньше 300 мм, глубиной не меньше 400 мм, с возможностью регулирования по высоте в пределах 150 мм и углом наклона опорной поверхности - в пределах 20°. Подставка имеет рельефную поверхность и бортик на переднем крае завышения 10 мм.
Рабочий стул пользователя ЭВМ имеет такие основные элементы: сидение, спинку, и стационарные или съемные подлокотники.
Стул должен быть подъемно-поворотным и регулироваться по высоте и углам наклона сидения и спинки, а также расстояние спинки от переднего края сидения и высоты подлокотников.
Ширина и глубина сидения - не меньше 400 мм. Высота поверхности сидения регулируется в пределах 400 -500 мм, а угол наклона поверхности от 15° вперед до 5° назад. Поверхность сидения плоская, передний край - закругленный.
Высота спинки сидения - 300±20 мм, ширина не меньше 380 мм, радиус кривизны в горизонтальной плоскости 400 мм. Угол наклона спинки должен регулироваться в пределах 0 - 30° относительно вертикального положения. Расстояние от спинки до переднего края сидения регулируется в пределах 260-400 мм.
Для снижения статического напряжения мускул рук необходимо использовать стационарные или сменные подлокотники длиной не меньше 250 мм, шириной 50-70 мм, которые регулируются по высоте над сидением в пределах 230±30 мм и по расстоянию между подлокотниками в пределах 350-500 мм.
Конструкция рабочей мебели для пользователей ЭВМ должна обеспечивать ему поддержание оптимальной рабочей позы с такими эргономическими характеристиками: ступни ног на планке или подставке для ног; верхние (плечевые) части рук - вертикально; угол локтевого сустава (между плечом и предплечьем) 70-90°; запястья согнуты под углом не больше 20° относительно горизонтальной плоскости; наклон головы вперед в пределах 15-20° к вертикали.
Размещение экрана ЭВМ может обеспечить удобство зрительного наблюдения в вертикальной плоскости под углом ±30° от линии взгляда пользователя.
Наилучшие зрительные условия и возможность распознавания знаков достигается такой геометрией размещения, когда верхний край видеотерминала находится на высоте глаз, а взгляд направлен вниз на центр экрана. Поскольку при работе на ЭВМ наиболее удобным считается наклон головы вперед, приблизительно на 20° градусов от вертикали (при таком положении головы мышцы шеи расслабляются), то экран видеотерминала тоже должен быть наклонен назад на 20° от вертикали.
Экран и клавиатура должны расположиться на оптимальном расстоянии от глаз пользователя, но не ближе 600 мм, с учетом размера цифровых знаков и символов. Расстояние от экрана до глаз пользователя в зависимости от размера экрана.
Требования к клавиатуре:
изготовление клавиатуры в виде отдельного устройства с возможностью свободного перемещения;
присутствие опорного устройства, которое дает возможность изменять угол наклона клавиатуры в пределах 5-15°;
высота на уровне первого ряда не больше 15 мм;
выделение цветом местом расположения отдельных групп клавиш;
присутствие углублений посередине клавиш.
Если у конструкции клавиатуры не предусмотрено пространства для опоры ладонь, то ее необходимо размещать на расстоянии не меньше 100 мм от края стола.
Размещение принтера или другого устройства ввода-вывода информации должно обеспечивать хорошую видимость экрана ЭВМ, возможность ручного управления устройством ввода-вывода в зоне доступности моторного поля: по высоте 900 - 1300 мм, по глубине 400-500 мм.
Электробезопасность.
Регламентируется ГОСТ 12.1 019-79. ЭВМ, периферийные устройства ЭВМ и устройства для обслуживания, ремонта и налаживания ЭВМ, другие устройства (контрольно-измерительные приборы, аппараты управления, светильники и др.), электроприводы и кабели по выполнению и степени защиты должны отвечать классу зоны с ЭВМ, должны иметь аппаратуру защиты от короткого замыкания и других аварийных режимов.
Во время монтажа и эксплуатации линии электропередач необходимо полностью исключить возможность электрического источника возгорания в следствии короткого замыкания или перенагревания проводов, ограничить использование проводов с легковоспламеняющейся изоляцией, и если возможно перейти на негорючую изоляцию.
Линия электропередач для внедрения ЭВМ, периферийных устройств и устройств для обслуживания, ремонта и настройки ЭВМ выполняется как отдельная групповая трехпроводниковая линия, путем прокладки фазового, нулевого и нулевого защитного проводника.
Недопустимым является подключение ЭВМ и других устройств к обычной двухпроводниковой электролинии, в том числе - с использованием переходных устройств.
Электролинии штепсельных соединений и электрических розеток для использования персональных ЭВМ и других устройств необходимо выполнять при помощи магистральной схемы, по 3-6 соединений или электророзеток в одном месте.
Штепсельные соединения и электророзетки для напряжения 12В и 36В по своей конструкции должны отличаться от штепсельных соединений для напряжения 127В и 220В. кроме того они должны быть покрашены в цвет, который визуально значительно отличается от цвета штепсельных соединений, рассчитанных на напряжение 127В и 220В.
Электролинию штепсельных розеток для установки ЭВМ и других устройств при размещении их в центре помещения, прокладывают в каналах или под съемным полом в металлических трубах или в гнущихся металлических рукавах. При этом не разрешается использовать кабель и провод с изоляцией из материалов, которые в своем составе имеют серу. Открытая прокладка кабеля под полом запрещается.
Пожарная безопасность.
Регламентируется ГОСТ 12.1 004-91. Здания и те их части, в которых расположены ЭВМ, должны быть не ниже второй степени огнестойкости. Над и под помещениями, где располагаются ЭВМ, а также в смежных с ними помещениях не разрешается расположение помещений категорий А и Б взрывопожарной безопасности. Помещения категории Б необходимо отделять от помещений с ЭВМ противопожарными стенами.
Хранилища информации, помещения для сохранения перфокарт, магнитных лент, пакетов магнитных дисков необходимо размещать в отдельных помещениях, оснащенных невозгораемыми стеллажами и шкафами. Беречь такие носители информации необходимо в металлических кассетах. В помещениях с ЭВМ необходимо хранить только те носители информации, которые используются для каждодневной работы.
Пространство под сменным полом разделяют негорючими диафрагмами на отсеки площадь которых не больше 250 м2. Коммуникации прокладывают вокруг диафрагмы в специальных обоймах с использованием негорючих веществ для избежания проникновения огня из одного отсека в другой, а также в межпольное пространство в помещениях. Межпольное пространство со сменным полом должно быть оснащено системой автоматической пожарной сигнализацией и приспособлениями для тушения пожаров.
Звукопоглащающую облицовку стен и потолка в помещениях с ЭВМ необходимо производить из негорючих или плохогорючих материалов.
Помещения, в которых расположены персональные ЭВМ и дисплейные залы должны быть оснащены системой автоматической пожарной сигнализации с переносными кислородными огнетушителями в количестве 2 шт. на каждые 20 м2. Не реже одного раза в квартал необходимо очищать от пыли агрегаты и узлы, кабельные каналы и пространства между проходами.
Требования к режиму труда и отдыха.
По характеру трудовой деятельности при работе с ЭВМ выделено три профессиональные группы согласно с действующим классификатором профессий:
разработчики программ;
операторы электронно-вычислительных машин;
операторы компьютерного набора.
В нашем случае имеем дело со второй группой т.к она классифицируется следующим образом: операторы ЭВМ выполняют работу, которая связана с обработкой информации, полученной от заказчика, характеризуется как работа с напряжением зрения, небольшими физическими усилиями, нервным напряжением средней степени и выполняется в свободном темпе.
Согласно вышеприведенной классификации устанавливаются такие режимы труда и отдыха при работе с ЭВМ при 8-часовой дневной рабочей смене:
необходимо вводить перерывы для отдыха длительностью 15 минут через каждые 2 часа работы;
во время перерыва необходимо делать легкую разминку мышц шеи, спины, верхних и нижних конечностей [36].
5.3 Расчет естественного освещенияЕстественное освещение имеет важное физиолого-гигиеническое значение для работающих. Оно благоприятно воздействует на органы зрения, стимулирует физиологические процессы, повышает обмен веществ и улучшает развитие организма в целом. Солнечное излучение согревает и обеззараживает воздух, очищая его от возбудителей многих болезней. Кроме того, естественный свет имеет и важное психологическое значение, создавая у работающих ощущение непосредственной связи с окружающей средой. Однако естественному освещению свойственны и недостатки: оно непостоянно в различное время дня и года, в различную погоду; неравномерно распределяется по площади производственного помещения [37].
Естественное освещение в помещении создается солнечным светом через световые проемы и подразделяется на боковое (через световые проемы в стенах), верхнее (через световые проемы в аэрационных фонарях), и комбинированное (верхнее и боковое).
Конечной целью расчета естественного освещения является определение отношения площади световых проемов к площади пола помещения с его минимально допустимым. Расчет естественного освещения проводится в следующем порядке.
Определяется разряд выполняемых работ по зрительной характеристике и нормированное значение коэффициента естественной освещенности (КЕО) в зависимости от вида освещенности.
Определяют отношение световых проемов и пола по формуле:
 ,
,
где:
![]() - площадь световых проемов при боковом освещении, м2;
- площадь световых проемов при боковом освещении, м2;
![]() - площадь пола помещения, м2;
- площадь пола помещения, м2;
![]() - коэффициент запаса, учитывающий снижение КЕО и освещенности в процессе эксплуатации вследствие загрязнения и старения светопрозрачных заполнений в световых проемах. Это характерно для производств с запыленной воздушной средой (доменные цехи, сталеплавильные, кузнечные, литейные цехи). Принимается по данным табл.5 [37];
- коэффициент запаса, учитывающий снижение КЕО и освещенности в процессе эксплуатации вследствие загрязнения и старения светопрозрачных заполнений в световых проемах. Это характерно для производств с запыленной воздушной средой (доменные цехи, сталеплавильные, кузнечные, литейные цехи). Принимается по данным табл.5 [37]; ![]() = 13 - световая характеристика окон, определяемая по табл.4 [38];
= 13 - световая характеристика окон, определяемая по табл.4 [38]; ![]() =1 - коэффициент, учитывающий затенение окон противоположными зданиями, определяется по табл.5 [38];
=1 - коэффициент, учитывающий затенение окон противоположными зданиями, определяется по табл.5 [38]; ![]() - общий коэффициент светопропускания, определяемый по формуле:
- общий коэффициент светопропускания, определяемый по формуле:
![]() ,
,
где ![]() =0,8 - коэффициент светопропускания материала, определяемый по табл.6 [38] ;
=0,8 - коэффициент светопропускания материала, определяемый по табл.6 [38] ;
![]() =0,75 - коэффициент, учитывающий потери света в переплетах светопроема, определяемый по табл.6 [38] ;
=0,75 - коэффициент, учитывающий потери света в переплетах светопроема, определяемый по табл.6 [38] ;
![]() =1 - коэффициент, учитывающий потери света в несущих конструкциях, определяемый по табл.6 (при боковом освещении
=1 - коэффициент, учитывающий потери света в несущих конструкциях, определяемый по табл.6 (при боковом освещении ![]() =1);
=1);
![]() =1 - коэффициент, учитывающий потери света в солнцезащитных устройствах, определяемый в соответствии с табл.7 [38] ;
=1 - коэффициент, учитывающий потери света в солнцезащитных устройствах, определяемый в соответствии с табл.7 [38] ;
![]() =0,9 - коэффициент, учитывающий потери света в защитной сетке, устанавливаемой под фонарями, принимается равным 0,9;
=0,9 - коэффициент, учитывающий потери света в защитной сетке, устанавливаемой под фонарями, принимается равным 0,9;
![]() =1,25 - коэффициент, учитывающий повышение КЕО при боковом освещении благодаря свету, отраженному от поверхностей помещения и подстилающего слоя, прилегающего к зданию, определяется по табл.8 [38].
=1,25 - коэффициент, учитывающий повышение КЕО при боковом освещении благодаря свету, отраженному от поверхностей помещения и подстилающего слоя, прилегающего к зданию, определяется по табл.8 [38].
Рабочее место пользователя ЭВМ располагается в комнате со следующими размерами:
lП = 4,2 м - длина помещения;
h = 2,35 м - ширина помещения;
b = 3,2 м - высота помещения;
h1 = 1,8 м - высота от уровня рабочей поверхности до верха окна;
lЗД = 20 м - расстояние между рассматриваемым и противостоящим зданием;
НЗД = 2,2 м - высота расположения карниза противостоящего здания над подоконником рассматриваемого окна;
l = 1,5 м - расстояние от расчетной точки до наружной стены.
Определим разряд зрительных работ.
Наименьший размер объекта различения в нашем случае равен 1-5 мм (шрифт на экране монитора), поэтому принимаем разряд зрительной работы - V (зрительная работа малой точности).
Принимаем коэффициент естественной освещенности ![]() =1 - табл.5 [37] ;
=1 - табл.5 [37] ;
Определим отношение световых проемов и пола.
Коэффициент запаса.
Так как воздушная среда не содержит в рабочей зоне пыль и дым, то принимаем коэффициент запаса ![]() =1.
=1.
Световая характеристика окон ![]() .
.
Отношение длины помещения lП к его высоте b:
 .
.
Отношение высоты помещения b к высоте от уровня рабочей поверхности до верха окна h1:
 .
.
Принимаем ![]() = 13 - табл.4 [38].
= 13 - табл.4 [38].
Коэффициент, учитывающий затенение окон противоположными зданиями ![]() .
.
Отношение расстояния между рассматриваемым и противостоящим зданием lЗД к высоте расположения карниза противостоящего здания над подоконником рассматриваемого окна НЗД:
 .
.
Принимаем ![]() = 1 - табл.5 [38].
= 1 - табл.5 [38].
Общий коэффициент светопропускания ![]() .
.
Коэффициент светопропускания материала ![]() =0,8 (светопропускающий материал - двойное оконное листовое стекло) - табл.6 [38]. Коэффициент, учитывающий потери света в переплетах светопроема
=0,8 (светопропускающий материал - двойное оконное листовое стекло) - табл.6 [38]. Коэффициент, учитывающий потери света в переплетах светопроема ![]() =0,75 (деревянный переплет) - табл.6 [38].
=0,75 (деревянный переплет) - табл.6 [38].
Коэффициент, учитывающий потери света в несущих конструкциях ![]() =1 (боковое освещение).
=1 (боковое освещение).
Коэффициент, учитывающий потери света в солнцезащитных устройствах ![]() =1 (солнцезащитное устройство - убирающиеся регулируемые внутренние шторы) - табл.7 [38].
=1 (солнцезащитное устройство - убирающиеся регулируемые внутренние шторы) - табл.7 [38].
Коэффициент, учитывающий потери света в защитной сетке, устанавливаемой под фонарями ![]() =0,9.
=0,9.
Общий коэффициент светопропускания:
![]() .
.
Коэффициент, учитывающий повышение КЕО при боковом освещении благодаря свету, отраженному от поверхностей помещения и подстилающего слоя, прилегающего к зданию. Отношение высоты помещения b к высоте от уровня рабочей поверхности до верха окна h1:
 .
.
Отношение расстояния от расчетной точки до наружной стены l к высоте помещения b:
 .
.
Отношение длины помещения lП к его высоте b:
 .
.
Средневзвешенный коэффициент отражения потолка, стен, пола ![]() .
.
Значение ![]() при двустороннем боковом освещении:
при двустороннем боковом освещении: ![]() = 1,25 - табл.8 [39].
= 1,25 - табл.8 [39].
Отношение световых проемов и пола:
 .
.
Полученные значения отношений сравниваем с минимально допустимыми.
При V разряде зрительных работ минимальное значение отношения световых проемов к площади пола помещения составляет 0,125. В результате расчета получено значение 0, 193. Это означает, что естественное освещение в нашей комнате достаточное для работы с компьютером.
Выводы
На основе решения дифференциального уравнения теплопроводности получена математическая модель нагрева сердечника, позволяющая определить температуру в любой точке сердечника порошковой проволоки, находящейся на вылете.
Математическая модель теплового состояния вылета порошковой проволоки дает возможность определить зависимость температуры нагрева вылета оболочки от плотности сварочного тока, размеров, коэффициента заполнения, неравномерности нагрева оболочки и сердечника и теплофизических свойств порошковой проволоки. Это позволяет определить температуру оболочки для заданных режимов наплавки и типа порошковой проволоки.
Получена формула для расчета неравномерности нагрева оболочки и сердечника в зависимости от скорости нагрева оболочки, диаметра порошковой проволоки и коэффициента температуропроводности сердечника. Это дает возможность уменьшить неравномерность нагрева.
Получена формула для расчета сопротивления участка подогрева оболочки порошковой проволоки в зависимости от его длины и температуры подогрева. Это позволяет рассчитать параметры подогрева.
Предложены формулы для расчета температуры в любой точке сердечника подогреваемой порошковой проволоки.
На основе предложенных математических моделей был разработан программно-методический комплекс, который позволяет рассчитать температуру оболочки, сердечника в зависимости от режимов сварки и параметров порошковой проволоки, а также спрогнозировать неравномерность плавления оболочки и сердечника, выдать рекомендации по уменьшению неравномерности нагрева и тем самым улучшить технологию наплавки порошковой проволокой.
Список использованных источников
1. Алимов А.Н. Механизированная сварка порошковой проволокой - путь повышения эффективности изготовления сварных конструкций. // Сварщик. 2002 - № 4
2. Походня И.К., Суптель А.М., Шлепаков В.Н. Сварка порошковой проволокой. -К.: Наукова думка, 1972. -232с.
3. Опарин Л.И., Фрумин И.И. Исследование распределения легирующих элементов в наплавленном металле // Автоматическая сварка. -1969. -№5. -С.21-23.
4. Пацекин В.П., Злотников Л.Н., Рахимов К.З. Порошковая проволока сложного сечения // Автоматическая сварка. -1967. -№11. -С.60-62.
5. Зеленова В.И., Иоффе И.С., Ерохин А.А. Влияние конструкции порошковой проволоки на переход легирующих элементов из шихты на стадии капли // Автоматическая сварка. -1979. -№1. -С.39-40.
6. Николаенко М.Р., Кузнецов Л.Д., Кортелев Г.А. Перенос электродного металла и однородность свойств наплавленного слоя при наплавке порошковым ленточным электродом на форсированных режимах // Автоматическая сварка. -1981. -№10. -С.14-15.
7. Походня И.К., Альтер В.Ф., Шлепаков В.Н., Рак П.И. Показатели плавления и использования порошковых проволок различной конструкции // Сварочное производство. -1985. -№8. -С.33-34.
8. Кассов В.Д., Воленко И.В., Кадава В.В. Моделирование нагрева оболочки порошковой ленты // Вісник Приазовського держтехуніверситету: Зб. наук. праць. - Маріуполь, 2001. - №11. - С.186-190.
9. Азисова С.Х., Лялин К.В. Исследование процесса плавления и переноса электродного металла при сварке порошковой проволокой // Сварочное производство. -1969. -№8. -С.8-10.
10. Кох Б.А. Основы термодинамики металлургических процессов сварки. - Л.: Судостроение, 1975. - 240 с.
11. Походня И.К., Альтер В.Ф., Шлепаков В.Н. Производство порошковой проволоки. -К.: Вища школа, 1980. -231с.
12. Самсонов И.Г., Королев Н.В. Электросопротивление и нагрев порошковой проволоки // Сварочное производство. -1981. -№11. -С.7-9.
13. Рыкалин Н.Н. Расчеты тепловых процессов при сварке. -М.: Машгиз, 1951. -296с.
14. Бобровский С.И. Delphi 5. Начальный курс. - М.: ДЕСС, 1999. -271 с.
15. Основы создания гибких автоматизированных производств/ Л.А. Пономаренко, Л.В. Адамович, В. Т Музычук и др.; Под ред.Б. Б. Тимофеева. - Киев: Техника, 1986. - 142 с.
16. Бицадзе А.В. Некоторые классы уравнений в частных производных. - М.: Наука, 1981 - 448с.
17. Кузнецов Д.С. Специальные функции. - М.: Высш. шк., 1962. - 248с.
18. Янке Е., Эмде Ф., Леш Ф. Специальные функции. Формулы, графики, таблицы. - М.: Наука, 1968. - 344с.
19. Справочник по специальным функциям с формулами, графиками и математическими таблицами / Под ред.М. Абрамовича, И. Стиган. - М.: Наука, 1979. - 832с.
20. Рейн Р.О., Смирнов Б.А. О нагреве порошковой проволоки при сварке // Сварочное производство. -1971. -№2. -С.32-33.
21. Технология электрической сварки металлов и сплавов плавлением/Под ред. Б.Е. Патона. -М.: Машиностроение, 1974. -760с.
22. Юзвенко Ю.А., Кирилюк Г.А., Кривчиков С.Ю. Модель плавления самозащитной порошковой проволоки // Автоматическая сварка. -1983. -№1. -С.24-29.
23. Системы автоматизированного проектирования: в 9-ти кн. Кн.9. Иллюстрированный словарь: Учебное пособие для втузов / Д.М. Жук, П.К. Кузьмик, В.Б. Маничев и др.: Под ред. И.П. Норенкова. - М.: Высшая школа, 1986. - 164с.
24. Рамбо Д., Якобсон А., Буч Г. UML: Специальный справочник. - СПб.: Питер, 2002. - 656 с.: ил.
25. Методичні вказівки до дипломного проектування для студентів-магістрантів спеціальності 8.080402 "Інформаційні технології проектування" / Укл.: О.Ф. Тарасов, Г.Б. Білик, П.І. Сагайда, В.Р. Дементій. - Краматорськ: ДДМА, 2001. - 28 с.
26. Шлеер С., Меллор С. Объектно-ориентированный анализ: моделирование мира в состояниях - К.: Диалектика, 1993. - 240с.
27. Иванова Г.С. Объектно-ориентированное программирование. - Москва: им. Баумана, 2001. - 436с.
28. Справочник по персональным ЭВМ. / Н.И. Алишов, Н.В. Нестеренко, Б.В. Новиков и др.; Под ред. чл. - кор. АН УССР Б.Н. Малиновского. - К.: Техника, 1990. - 368с.
29. Толковый словарь по вычислительной технике; перев. с англ. - М: "Русская редакция", 1995. - 192с
30. М. Архипов. Персональный компьютер: что там внутри? // Компьютеры+программы. - 1996. - № 1. - 40с.
31. Fred Landa. Требования Windows к аппаратному обеспечению // Компьютеры+программы. - 1999. - № 1-3.
32. Журнал "Компьютеры + Программы". - К.: Комиздат. №2, 1999. - 92 с.
33. Елманова Н.З., Трепалин С.В., Delphi 5: технология COM. OLE, ActiveX, Автоматизация MIDAS, Microsoft Transaction Server. - М.: Диалог-МИФИ, 1999. - 320 с.
34. Справочник по охране труда на промышленном предприятии / К.Н. Ткачук, Д.Ф. Иванчук, Р.В. Сабарно, А.Г. Степанов. - К.: Техника, 1991. - 112с.
35. Охрана труда в чёрной металлургии. Бринза В.Н., Зиньковский М.М. М.: "Металлургия", 1982. - 336 с.
36. Cулла М.Б. Охрана труда. - М.: Просвещение, 1989. - 270 c.
37. Кобевник В.Ф. Охрана труда. - К.: Высшая школа, 1990. - 380с.
38. Жидецький В.Ц. Охорона праці користувачів комп`ютерів. Навчальний посібник. - Вид.2-ге, доп. - Львів: Афіша, 2000 - 176с.
39. Методические указания к выполнению раздела “Охрана труда" в дипломных проектах (для студентов специальностей 11.06 и 12.03) /Сост.: Г.И. Чижиков, С.А. Шоно - Краматорск: КИИ, 1989 -47с.
Приложение А
Пример отчета
Распределение безразмерной температуры по диаметру в зависимости от скорости нагрева
Исходные данные:
Безразмерное время нагрева F0 = 0,25
Безразмерная скорость нагрева (начальная) Pd_n = 1
Безразмерная скорость нагрева (конечная) Pd_k = 4
Шаг по Pd = 0,5
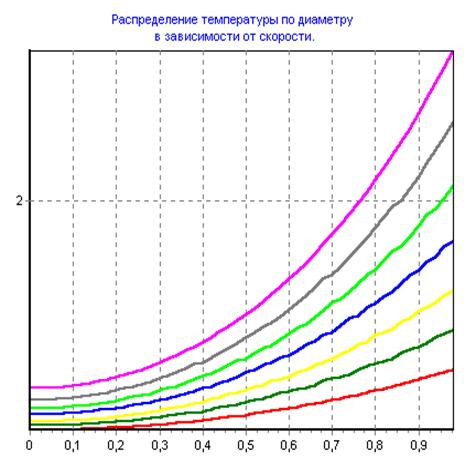
Похожие работы





... ремонт оборудования. Защита от шума Борьба с шумом посредством уменьшения его в источнике является наиболее рациональной. Уменьшение механического шума может быть достигнуто путем совершенствования технологических процессов и оборудования. Расчет допустимого уровня шума Расчетная формула для определения уровня шума, если источник шума находится в помещении, будет иметь вид: , (4.1) где В ...





... - дальнейшее развитие, совершенствование и разработка новых технологических методов обработки заготовок деталей машин, применение новых конструкционных материалов и повышение качества обработки деталей машин. Наряду с обработкой резанием применяют методы обработки пластическим деформированием, с использованием химической, электрической, световой, лучевой и других видов энергии. Классификация ...
0 комментариев