СОДЕРЖАНИЕ
Введение Заготовки фасонного монолитного инструмента из твердого сплава Припаивание пластин из твёрдых сплавов Общие сведения о процессе шлифования Смазочно-охлаждающие жидкости Затачивание и доводка алмазными кругами Режимы шлифования и затачивания Шлифование многогранных неперетачиваемых пластин Доводка Маршрутная и унифицированная технология изготовления инструмента из твердого сплава Список литературыВведение
В инструментальном производстве применяют следующие основные материалы:
1. Инструментальные стали (быстрорежущие ГОСТ 19265-73, легированные ГОСТ 5950-73, углеродистые ГОСТ 1435-74) и
дисперсионно-твердеющие сплавы.
2. Твердые спеченные сплавы (ГОСТ 3.882-74).
3. Минералокерамика.
4. Алмазы природные и искусственные.
5. Синтетические режущие материалы (композит 0,1 или эльбор-Р; композит 02 или белбор, композит 0,5, композит или гексанит-Р).
На выбор материала влияют тип инструмента, его назначение, размеры и условия работы. Рассмотрим инструменты и твердых сплавов.
Заготовки фасонного монолитного инструмента из твердого сплаваВ промышленности находит все большее применение монолитный твердосплавный инструмент (сверла, фрезы, зенкеры, развертки, метчики и др.). Для изготовления инструмента применяют заготовки, полученные методом спекания, и пластифицированные. Заготовки в виде стержней (для сверл, концевых фрез, метчиков и др.) или дисков (для фрез и др.) изготовляют по методам спекания. Заготовки такого типа обрабатывают только шлифованием алмазными кругами. Обработка кругами из карбида кремния не рекомендуется. Так как сложный инструмент шлифовать трудно, для его изготовления применяют заготовки, которым до спекания придают требуемую форму механической обработкой.
Комбинат твердых сплавов выпускает спрессованные цилиндрические или призматические не спеченные заготовки из пластифицированного твердого сплава. Пластификатором служит парафин (до 7%). Пластифицированным заготовкам придается соответствующая форма механической обработкой обычным твердосплавным инструментом с увеличенными передними и задними углами (у = 10-15°, а = 20-30°) при скорости резания 50 - 150 м/мин с небольшими подачами.
Заготовки при спекании дают значительную усадку. При расчете размеров заготовки учитывают процент усадки (25-30%) и величину припусков, снимаемых до и после спекания. Размеры заготовки можно определить по следующей формуле:
А1 = (А±С) К±С1, где А1 - размер заготовки; А - окончательный размер инструмента;
С - сумма припусков и допусков на операцию после спекания;
К - коэффициент, учитывающий процент усадки при спекании; С1 - сумма припусков и допусков на операции до спекания.
При построении технологического процесса изготовления инструмента из пластифицированных заготовок поверхности, являющиеся базовыми до спекания, используют как базовые после спекания.
ВНИИ разработал способ изготовления фасонных твердосплавных инструментов методом прессования. При этом методе фасонную заготовку изготовляют из пластифицированного сплава путем прессования в стальных пресс-формах. Методом прессования изготовляют дисковые модульные, прорезные и канавочные фрезы, винтовые пластинки и сверла.
Технология изготовления монолитных твердосплавных инструментов состоит из следующих операций:
- приготовление пластификатора;
- замешивание порошка твердого сплава с пластификатором; - прессование заготовок;
- предварительное и окончательное спекание по режиму, зависящему от марки твердого сплава.
ВНИИТС разработал способ изготовления монолитного твердосплавного инструмента методом прессования с продавливанием через матрицу. Твердосплавную порошкообразную смесь с пластификатором прессуют в брикеты, которые помещают в специальный контейнер с твердосплавной матрицей и затем продавливают через нее. Эти заготовки подвергают спеканию в водородной среде. Таким способом изготовляют мелкие твердосплавные сверла, зенкеры, развертки и др.
После спекания заготовки шлифуют и затачивают.
Припаивание пластин из твёрдых сплавовПри необходимости обеспечения высокой жесткости инструмента и в тех случаях, когда конструктивно затруднено применение твердосплавного инструмента с механическим креплением применяют твердосплавный инструмент с напаянными пластинами. Особенностью напаивания твердосплавных пластин является то, что соединяются два совершенно различных (как по химическому составу, так и по физико-механическим свойствам) материала. Коэффициент линейного расширения стали примерно раза больше, чем твердого сплава, что приводит в процессе охлаждения к деформации пластинки и державки, вызывая в них значительные напряжения, которые могут привести к появлению трещин в твердом сплаве, шве и корпусе инструмента.
Соединенные припоем твердый сплав и сталь, охлаждаясь, будут упруго взаимодействовать через припой и после остывания будут иметь общую длину. При этом твердый сплав окажется сжатым, а сталь растянутой.
Низкая теплоемкость твердых сплавов в сочетании с высоким электрическим сопротивлением обусловливает более быстрый нагрев твердого сплава, чем стали. Пониженная теплопроводность создает при нагреве и охлаждении резкие перепады температуры, вследствие чего из-за пониженных прочностных характеристик твердого сплава при растяжении могут образовываться трещины.
Технология пайки должна обеспечить достаточно прочное соединение пластинки твердого сплава с корпусом и цельность пластинки твердого сплава в процессе изготовления и эксплуатации.
Снижение остаточных напряжений в паяных соединениях и уменьшение трещинообразования в твердом сплаве должно быть достигнуто:
а) увеличением толщины корпуса или уменьшением толщины пластинки (отношение Н/h должно-быть >3);
б) применением корпуса из сталей, способствующих снижению остаточных напряжений в паяных соединениях(например 35ХГСА и др.)
в) применением низкотемпературных пластичных припоев, обеспечивающих меньший перепад температуры при охлаждении паяного соединения и большую возможность пластической деформации паяного шва;
г) увеличением, толщины слоя припоя за счет применения компенсационных прокладок, имеющих коэффициент линейного расширения промежуточный между коэффициентами стали и твердого сплава, или кернением поверхности соединения;
д) закаливанием стального корпуса инструмента в процессе его охлаждения после пайки; при этом объем корпуса увеличивается и внутренние напряжения в паяном соединении уменьшаются;
е) применением релаксационного отпуска (при температуре 220-240 °С не менее 8 ч); при этом снижаются внутренние напряжения, за счет увеличения ползучести припоя.
В качестве припоев, имеющих пониженную температуру пайки и обладающих более высокой пластичностью, способствующей релаксации напряжений при охлаждении соединений используют: серебросодержащие припои типа ПСр40, имеющие температуру пайки 600-800 °С; трехслойные серебросодержащие припои, состоящие из медной фольги (компенсационная прокладка), плакированной с двух сторон припоем, например ТМСр47М, а также припои повышенной пластичности, например припой
ПрМНМЦ 08-4-2.
Для высоконагруженных соединений рекомендуется применять высокопрочный припой ПрАНМЦ 0,6-4-2, химически активный флюс Ф-100 и закалку охлаждением после пайки корпуса под пластинкой. В практике применяют медные и латунные припои.
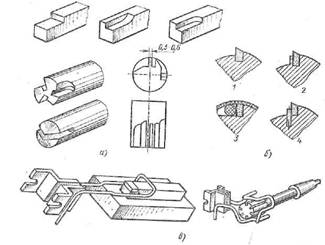
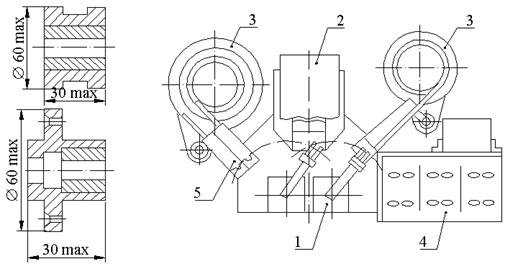
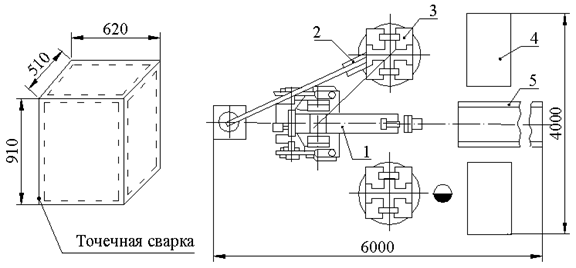
Рис.1. Припаивание пластин из твердого сплава:
а - форма пазов под пластины; б - предварительное крепление пластин; 1 - кернованием; 2 - технологическими стенками; 3 - обвязка асбестовым шнуром; 4 - технологическим штифтом; в - петлевые индукторы для запаивания пластин из твердого сплава
Пазы под пластины твердого сплава (рис.1, а) делают открытыми (резцы, ножи сборного инструмента), полузакрытыми (резцы, зенкеры, фрезы) и закрытыми (сверла). Плоскости пазов обрабатывают преимущественно фрезерованием с шероховатостью Rz = 40-10 мкм. Твердосплавные пластины не должны иметь трещин, сколов и коробления более 0,05 мм.
Пластины, имеющие коробление, шлифуют на плоскошлифовальных станках алмазными шлифовальными кругами или подвергают электрохимической обработке. Закрытые пазы изготовляют с учетом обеспечения плотной посадки пластинок. Зазор между плоскостями паза и пластинки допускается в пределах 0,05-0,15 мм.
Перед пайкой инструмент с полузакрытыми и закрытыми пазами собирают. Пластины крепят по возможности подчеканкой. Для крепления пластин подчеканкой у многолезвийного инструмента (фрез, зенкеров, разверток) оставляют по передней поверхности технологическую стенку толщиной 1-1,5 мм, которую удаляют после пайки заточкой. В некоторых случаях пластины можно крепить штифтами (винтовые пластины) или обматывать мягкой проволокой, а также асбестовым шнуром (рис.1, б).
Способы пайки выбирают в зависимости от способа нагрева инструмента. Различают пайку индукционную (на установках ТВЧ), печную в печах с мазутным или газовым нагревом или в электрических печах с газовой восстановительной атмосферой), контактную (на машинах для электростыковой сварки), пламенную (ацетилено-кислородной горелкой), погружением в расплавленный припой и погружением в расплавленные соли. Пайка твердосплавных пластин при индукционном нагреве (рис.1, в) является одной из самых производительных операций, легко поддающихся автоматизации. Для создания неразъемных соединений твердосплавных пластин с державками применяют диффузионную сварку в вакууме.
Общие сведения о процессе шлифованияГеометрическая и размерная точность, шероховатость поверхности и физико-механическое состояние поверхностного слоя режущих инструментов зависят от термической и окончательной механической обработки рабочих поверхностей. Основной окончательной механической обработкой рабочих поверхностей режущих инструментов являются операции шлифования, заточки и доводки абразивно-алмазными инструментами. Применяют также электромеханическое шлифование и анодно-механическую обработку.
Шлифование, выполняемое после закалки и отпуска, улучшает свойства поверхностного слоя (удаляется обезуглероженный слой, уменьшается шероховатость поверхности, повышается прочность и стойкость инструмента). Однако значительное тепловое воздействие на поверхностный слой, возникающее при - шлифовании, при некоторых условиях (зависящих от характеристики обрабатываемого материала инструмента, шлифовального круга, режимов шлифования, СОЖ и др.) может привести к ухудшению его свойств. Это связано со следующими особенностями процесса шлифования;
а) температура тонкого поверхностного слоя при шлифовании достигает 700-1200 °С;
б) нагрев происходит мгновенно; скорость нагрева составляет 5000-6000 с С/с;
в) температура сохраняется доли секунды, так как основная часть возникающего тепла передается нижележащим слоям холодного металла при скорости охлаждения поверхностного слоя до 10000С/с;
г) температурное воздействие протекает в условиях повышенных давлений.
Очень чувствительны к термическим напряжениям и деформациям твердые сплавы, для которых особенно опасны растягивающие напряжения, поскольку предел прочности твердых сплавов при растяжении в 5-8 раз ниже, чем предел прочности при сжатии. Твердые сплавы ТК более чувствительны к термическим напряжениям, чем ВК. В связи с этим их шлифуют при меньшей скорости шлифовального круга.
Следует отметить, что применение алмазного электроабразивного и электроалмазного шлифования приводит в основном к появлению сжимающих напряжений.
Высокие температуры, возникающие в зоне шлифования, являются основной причиной, приводящей к появлению прижогов и трещин на обработанных поверхностях, поэтому технологические мероприятия, способствующие снижению температуры, приводят к повышению качества обработки. К числу наиболее эффективных мероприятий такого рода следует отнести обоснованный выбор режимов резания, применение высокопористых и прерывистых абразивных кругов, использование эльборовых и алмазных инструментов; правильный выбор состава и способа подвода СОЖ; применение вибрационного и упругого шлифования, выбора рационального способа правки кругов.
Смазочно-охлаждающие жидкостиПрименение смазочно-охлаждающих жидкостей снижает трение и температуру в зоне контакта шлифовального круга с обрабатывали деталью, улучшает отвод тепла и удаление отходов шлифовании из зоны резания, в результате чего уменьшается затупление, засаливание и износ шлифовального круга, повышается производительность и качество обработки.
СОЖ классифицируют по химической структуре на водные и эмульсионные жидкости и углеводородные составы. При обработке твердого сплава применяют преимущественно водные растворы (например 1% буры, 0,25% триэтаноламина и 98,75% воды или 1% триэтаноламина, 0,25% нитрита натрия, 0,25% глицерина, 98,5% воды).
Выбор шлифовального круга для шлифования и затачивания твердосплавного инструмента.
Для шлифования и затачивания инструмента из твердого сплава и минералокерамики применяют круги из карбида кремния и алмазные круги. Круги из карбида кремния рекомендуется применять для предварительной обработки и при совместном шлифовании твердого сплава и стальной державки.
На выбор твердости круга влияют площадь поверхности контакта круга с затачиваемой поверхностью, величина зерна, требования к точности, состояние заточного станка и режимы затачивания. С увеличением площади контакта шлифовального круга с затачиваемой поверхностью твердость круга уменьшается. Чем мельче зерно, тем мягче должен быть шлифовальный круг. Для профильного затачивания выбирают более твердые круги.
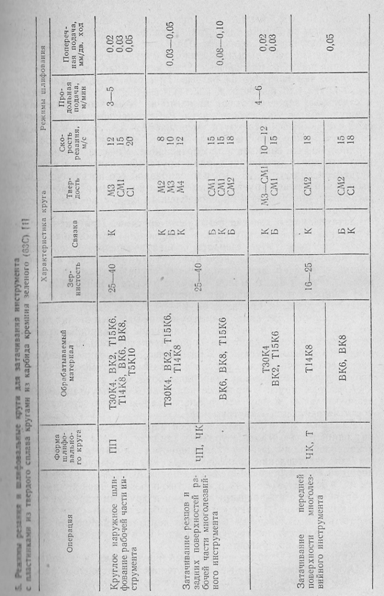
Зернистость и структуру круга выбирают в зависимости от требований к шероховатости поверхности инструмента и размерной стойкости круга. Для обдирочного затачивания и шлифования применяют крупнозернистые круги с открытой структурой. Для окончательного затачивания и шлифования применяют мелкозернистые круги. На выбор зернистости круга влияют режимы затачивания и требования к качеству поверхностного слоя. С уменьшением величины зерна растет вероятность прижога. Для предварительного затачивания инструмента рекомендуется применять круги 63С зернистостью 50-63, для чистового - зернистостью 40-25 (табл.5).
При затачивании твердосплавного инструмента шлифовальными кругами из карбида кремния (63С) рекомендуется скорость резания снижать до 8-15 м/с и поперечную подачу До 0,01 - 0/03 мм/дв. ход. При затачивании твердосплавного инструмента рекомендуется применять более мягкие круги, чем для затачивания инструмента из стали. Твердость кругов для вольфрамовых сплавов СМ1-СМ2, для титановых М2-МЗ.
Затачивание инструмента из твердого сплава и минералокерамики простой конфигурации целесообразно осуществлять кругами из карбида кремния зеленого на бакелитовой связке. Шлифовальные круги на бакелитовой связке лучше самозатачиваются. Съем металла кругами на бакелитовой связке (при одинаковых режимах работы) больше, чем кругами на керамической связке. Дефектный слой на поверхности, заточенной кругами на бакелитовой связке, появляется при поперечных подачах выше 0,18 - 0,25 мм/дв. ход. При оптимальных режимах затачивания шероховатость поверхности соответствует Rа = 0,32-0,16 мкм и величина завалов не превышает 0,1-0,2 мм. При затачивании шлифовальными кругами на бакелитовой связке рекомендуются следующие режимы: окружная скорость круга 16-25 м/с, поперечная подача 0,15-0,20 мм/дв. ход, продольная подача 2-5 м/мин. Недостатком кругов на бакелитовой связке является их повышенный расход по сравнению с расходом керамических кругов.
При работе торцом шлифовального круга его связка и отдельные зерна работают на сжатие и выдерживают нагрузку в 6-8 раз большую, чем нагрузка на разрыв. При работе периферией плоского круга или конической частью чашечного круга его связка и отдельные зерна работают на изгиб и отрыв, что обеспечивает лучшую самозатачиваемость круга. Работа периферией и конической частью чашечного круга уменьшает также площадь и время контакта между шлифовальным кругом и обрабатываемой поверхностью, что снижает теплообразование. Уменьшение площади контакта при затачивании торцом круга обеспечивается его поднутрением под углом 10-15° или заправкой его по радиусу. Для работы периферией круга с повышенными подачами рекомендуется затачивать инструмент в приспособлениях на кругло - или плоско-шлифовальных станках.
Затачивание и доводка алмазными кругамиПрименение синтетических алмазных кругов для шлифования, затачивания и доводки инструмента из твердого сплава обеспечивает получение режущих кромок повышенного качества с минимальным радиусом закругления 3-5 мкм, минимальной глубиной разрушения поверхностного слоя и малой шероховатостью поверхности.
Стойкость твердосплавного инструмента, заточенного и доведенного алмазными кругами, на 40-50% для однолезвийного и в 2 раза для многолезвийного инструмента выше, чем стойкость того же инструмента при затачивании кругами из карбида кремния зеленого и доводке карбидом бора. Производительность затачивания алмазными кругами в 2 раза выше производительности абразивного затачивания. Доводка алмазными кругами в 3-4 раза производительнее доводки карбидом бора.
Алмазные круги в. процессе правильной эксплуатации имеют незначительный износ, что обеспечивает высокую степень точности затачиваемого инструмента.
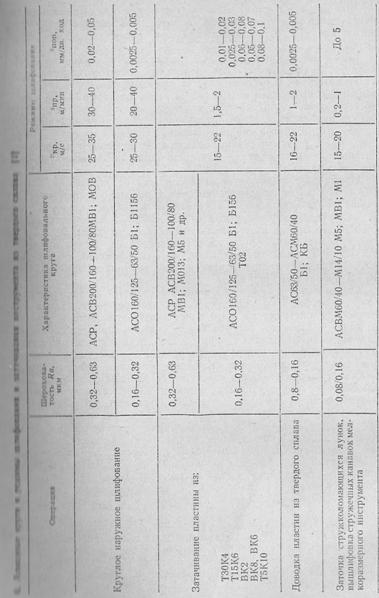
Алмазные круги характеризуются маркой алмаза, видом связки, зернистостью и концентрацией алмазов. В табл.6 приведены рекомендации по выбору характеристик алмазных кругов.
Стойкость режущего инструмента зависит от режимов, условий затачивания и характеристики шлифовального круга. При выборе режимов одним из основных критериев является температура шлифуемой поверхности. Экспериментально установлено, что критическая температура при шлифовании инструмента из быстрорежущей стали 650-750 °С. Критическая температура при шлифовании инструмента из твердых сплавов находится в пределах 700-1100°С (в зависимости от марки Твердого сплава и метода шлифования), Для повышения производительности рекомендуется вести шлифование и затачивание инструмента с переменной глубиной шлифования. В начальный период надо вести шлифование с максимальной подачей, затем по достижении припуска, достаточного для удаления прижога, снижать подачу и вести окончательное шлифование выхаживанием без подачи.
Режимы бездефектного шлифования можно рассчитывать по температурному критерию или по критерию удельной мощности шлифования, легко контролируемому в условиях производства. По данным ВНИИинструмент, при алмазном затачивании с охлаждением кругами на металлической связке независимо от режимов шлифования вероятность возникновения трещин зависит от удельной мощности шлифования. Для сплава Т15К6 при мощности 0,6 кВт на 1 см2 трещин не наблюдается, при мощности 0,6-1,2 кВт на 1 см2 имеются короткие трещины, устраняемые доводкой или выхаживанием. Когда мощность превосходит 1,2 кВт возникают трещины, не устраняемые доводкой.
Шлифование многогранных неперетачиваемых пластинМногогранные неперетачиваемые пластины изготовляют нормальной точности и прецизионные. Биение главных режущих кромок у фрез с шестью-, пятью - и четырехгранными пластинками на двух смежных зубьях должно быть не более 0,12 мм, а на всей фрезе - не более 0,2 мм, торцовое биение допускается не более 0,2 мм. Предельное отклонение положения зачистных фасок относительно боковых поверхностей пластин повышенной точности ±0,01 и прецизионных пластин ±0,003 мм. Многогранные пластинки по биению главных режущих кромок сортируют по группам.
По плоскостям пластинки подвергают доводке или шлифованию. Доводку выполняют на дисковом доводочном полуавтомате ЗБ816И круглыми чугунными притирами с абразивной или алмазной суспензией. Более производительна обработка пластинок шлифованием. Широко применяют при шлифовании твердосплавных пластин станок 33731 с прямоугольным столом и вертикальным шпинделем, работающий по принципу электрохимического шлифования.
Для алмазного шлифования твердосплавных многогранных неперетачиваемых пластин выпускают специальные автоматизированные станки. Плоскошлифовальный полуавтомат МШ-280 служит для шлифования опорных торцов пластин. Станок имеет два стола, работающих поочередно.
Обработка профиля фасонных поверхностей твердосплавного инструмента.
Профили фасонных поверхностей инструмента из твердого сплава обрабатывают шлифованием, анодно-механическим, электроискровым, электрохимическим и ультразвуковым методами. Шлифование производят шлифовальными кругами из карбида кремния ранее описанными способами. Алмазные круги успешно применяют на профилешлифовальных станках и при шлифовании непрофилированным кругом или специально изготовленными профилированными кругами.
Шлифование абразивными кругами 63С и непрофилированными алмазными кругами аналогично шлифованию инструмента из быстрорежущей стали.
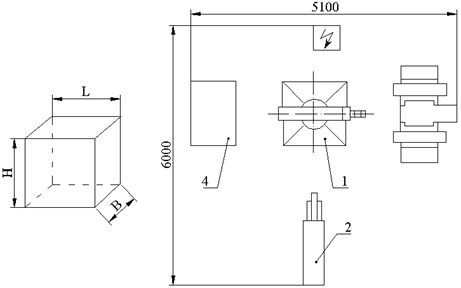
В профилировании алмазных кругов имеются некоторые особенности. Для профилирования алмазных кругов применяют: метод абразивного шлифования, электроискровую обработку, гальванопластику с ориентированием алмазных зерен, шаржирование с одновременным формированием профиля алмазоносного слоя на органической связке и образование профиля круга путем пластического деформирования алмазоносного слоя на металлической связке фасонным накатным роликом. Накатывание роликом обеспечивает точность профиля 0,005-0,01 мм при минимальном радиусе закругления 0,03-0,04 мм, высокую производительность при правке (время накатывания нового профиля 10-30 мин) и значительное снижение расхода алмазов.
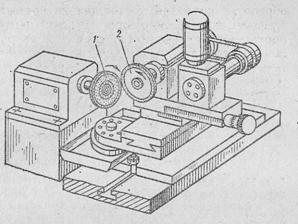
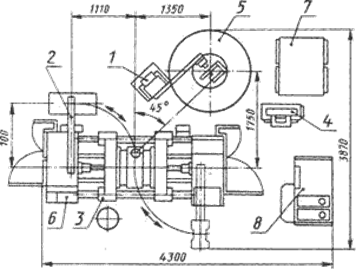
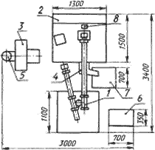
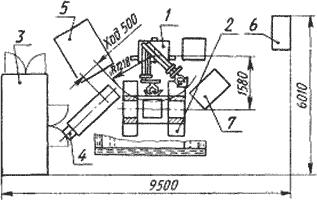
Рис.2 Приспособление для правки алмазного круга.
На рис.2 показана схема универсального приспособления для правки алмазного круга 1 по радиусу и под углом методом шлифования кругом 2. Для правки алмазного круга применяют также оптические профилешлифовальные станки. При этом круг устанавливают в приспособление для обработки круглых деталей. Правку производят методом шлифовании алмазным кругом из природных алмазов или кругом из карбида кремния. Трудоемкость правки шлифовальным кругом на этом станке очень велика.
Уменьшение трудоемкости достигается модернизацией привода шлифовального шпинделя и доведением скорости вращения круга до 60 м/с.
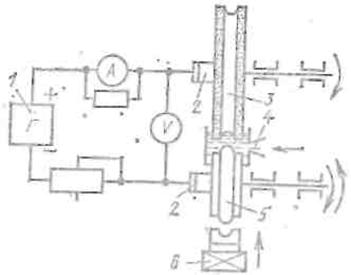
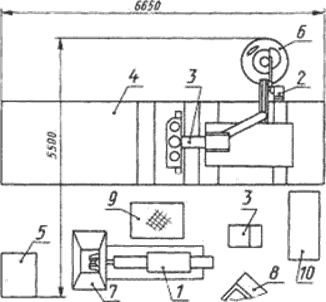
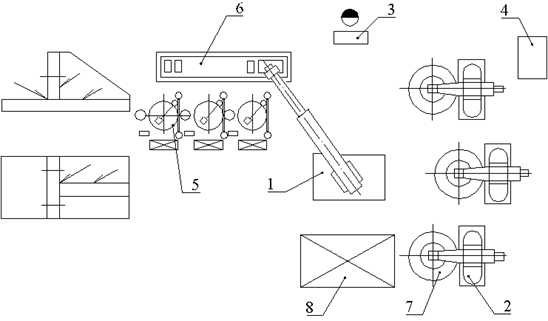
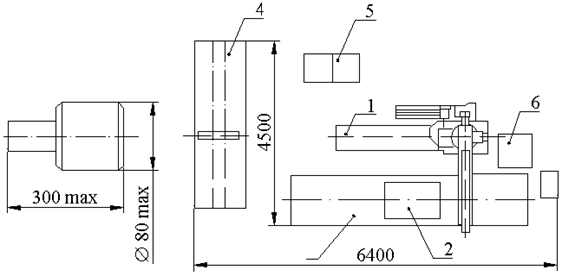
Рис.3 Правка алмазного круга электроэрозионным способом:
1-генератор импульсов; 2-электрические контакты; 3-алмазный шлифовальный круг; 4-ванна диэлектрика; 5-фасонный роликовый электрод для правки; 6-фасонный токарный резец.
Электроэрозионный способ правки алмазных кругов обеспечивает специальная установка (рис.3). При электроэрозионной правке алмазы, закрепленные в связке алмазного слоя, удаляются из нее под действием электрических импульсов и уносятся потоком диэлектрика. Точность профиля при этом составляет 15-25 мкм.
Для обработки профиля фасонных поверхностей методом анодно-механической обработки применяют полуавтоматические станки двойного копирования. Профилирующим инструментом (катодом) является профильный чугунный диск, подключенный к источнику постоянного тока напряжением 24 В, положительный полюс присоединяют к заготовке обрабатываемого инструмента. В зону контакта диска с обрабатываемой заготовкой через сопло подается электролит. Для повышения устойчивости и производительности процесса при обработке широких профилей со значительной площадью контакта подача электролита производится профилирующим диском. Электролит подается в центр диска центробежной силой, перемещается к периферии и через отверстия и прорези диска подается в зону контактирования.
Профилирующий чугунный диск предварительно обрабатывают на токарном станке и окончательно профилируют (обтачивают) на планшайбе полуавтомата специальным фасонным резцом, установленным на суппорте. При этом число оборотов диска снижается до 20. Обработку ведут при скорости диска 20-30 м/с, съем по сплаву Т5КЮ до 600 мм3/мин.
Профилирование призматических и дисковых резцов, оснащенных твердосплавными пластинками, производится по способу электроискровой обработки отдельными участками с применением цилиндрических, конических и фасонных дисков. На станке ЛКЗ-54 электроискровую обработку производят методом двойного копирования. Фасонным резцом профилируется алюминиевый электродиск (закрепленный на шпинделе станка), который затем обрабатывает поверхность резца из твердого сплава.
Обработку призматических резцов ведут при поступательном перемещении стола. Дисковые резцы обрабатывают в приспособлении, обеспечивающем вращение резца относительно оси. Вращение приспособления осуществляется электродвигателем. Точность перенесения профиля зависит от режима обработки и обусловливается величиной межэлектродного промежутка. При электроискровой обработке может быть достигнута точность по 6-му квалитету и шероховатость поверхности Rа = 1,25-0,63 мкм. Фасонные профили твердосплавных резьбовых и фасонных резцов могут быть вырезаны электродом-проволокой по копиру на электроискровой установке 4531 с электроконтактной копировальной системой или на станке 4531ФЗ.
Технологический процесс заключается в следующем. Латунная или медная проволока перематывается с одной катушки на другую, одновременно обрабатываемая заготовка перемещается относительно проволоки по копиру. Проволока врезается в тело заготовки и вырезает требуемый контур; шероховатость Rа = 2,5-0,63 мкм, точность 0,003-0,005 мм.
Фасонные призматические и круглые резцы из твердых сплавов можно обрабатывать на электрохимическом станке ЭС-1 с помощью профильного диска. Диск и резец подключают к источнику постоянного тока низкого напряжения типа ВАС-600/300. Электролит подают насосом ПА-22 в верхнюю часть вращающегося диска, который увлекает электролит в межэлектродный зазор. Обработку осуществляют на следующих оптимальных режимах - скорость вращения диска 25-30 м/с, продольная подача 1,5-2 мм/мин при обработке сплава Т15К6 и 0,6-0,7 мм/мин при обработке сплава ВК8, напряжение технологического тока 4-8 В. В качестве электролита при обработке титанокобальтовых сплавов применяют 20% -ный водный раствор азотнокислого калия и при обработке вольфрамокобальтовых сплавов - водный раствор: 10% КN03, 10% NaCl и 5% NаОН.
При электрохимической обработке точность 0,05 мм при шероховатости Rа = 1,25-0,2 мкм. Износ электрода инструмента незначителен. Для электрохимического шлифования фасонных призматических твердосплавных инструментов применяют плоскошлифовальный, станок ЗЭ70ВФЗ с 'горизонтальным шпинделем с крестовым столом и числовым программным управлением. Систему ЧПУ используют для правки графитового шлифовального круга.
ДоводкаДоводку применяют для устранения геометрических неровностей, завалов и удаления дефектного слоя после шлифования и заточки. Доводке подвергают упрочняющие фаски на передней поверхности резцов и фрез, закругления вершин по радиусу у резцов, переходные кромки у торцовых фрез, фаски у сверл и разверток и др.
Доводка твердосплавного инструмента осуществляется мелкозернистыми алмазными кругами на органической связке, мелкозернистыми алмазными пастами и менее эффективно карбидом бора. Доводку алмазными кругами проводят на станках повышенной точности, доводку с помощью паст и мелкозернистых порошков - на вращающихся чугунных дисках. Доводку эльборовыми и алмазными кругами проводят с охлаждением эмульсией, %: тринатрийфосфата 0,60; вазелинового масла 0,05; буры 0,3; кальцинированной соды 0,25; нитрата натрия 0,1 и остальное воды. Доводку рекомендуется проводить на ленточке шириной не более 2,5 мм. При доводке фасок режущего инструмента алмазными и эльборовыми кругами рекомендуются следующие режимы шлифования: Vкр = 25-30 м/с; Sпр=0,75 м/мин; Sпоп = 0,005-0,01 мм/дв. ход. При доводке, как и при заточке, следует стремиться к минимально возможному контакту шлифовального круга с режущим инструментом.
Маршрутная и унифицированная технология изготовления инструмента из твердого сплаваТвердосплавные винтовые сверла диаметром 0,25-12 мм.
Исходные заготовки - твердосплавные стержни.
Сортировка исходной заготовки по группам по наружному диаметру. Проверка кривизны. По просвету. Допускаемая кривизна для заготовок диаметром 1,5-2,7 мм-0,15 мм; 2,7-4,7 мм - 0,2 мм, свыше 5,5 мм - 0,25 мм.
Шлифовальная. . Шлифовать цилиндрическую поверхность на проход. База - шлифуемая поверхность. Бесцентрошлифовальный станок МФ-63 для заготовок диаметром 1-2 мм и ЗМ-182 для заготовок диаметром 2-5 мм. Алмазный шлифовальный круг АСР 100/80 - 80/63 М1 100%, Vкр = 30 м/с, S = 800 м/мин, Vзаг =16 м/мин, Ra = 1,25-0,63 мкм.
3, 4. Шлифовальная. Шлифовать базовые поверхности - наружные центры. База - наружная поверхность стержня. Круглошлифовальный станок ЗА10П. Цанговый патрон. Алмазный шлифовальный круг АСР 80/63 М1 100%, Vкр=35 м/с, Vзаг = 3-5 м/мин, Sп = 0,5 м/мин.
5. Шлифовальная. Шлифовать рабочую часть заготовки предварительно. База - наружные центры. Станок круглошлифовальный ЗА10П. Алмазный шлифовальный круг АСР 80/63 М1 100%, Vкр = 35 м/с, Vзаг = З-5 м/мин, S = 0,5 м/мин.
6. Шлифовальная. Шлифовать хвостовую часть заготовки.
База - наружные центры. Станок круглошлифовальный ЗА10П.
Шлифовальный круг АСП 50/40 Б2 100%.
7. Шлифовальная. Шлифовать рабочую часть начисто с образованием конусности. База - наружные центры. Станок кругло шлифовальный ЗА10П. Шлифовальный круг АСР 40/28 Б1 100%.
Шлифовальная. Вышлифовать стружечные канавки. База - цилиндрическая поверхность, закрепление сверла в спутнике. Полуавтомат И-119 для сверл диаметром 1-2,0 мм, ВК-63 для сверл диаметром 1,5-6 мм и И-159 для сверл диаметром 3-12 мм. Специальный профильный алмазный круг АСМ 20/14 М10 100% или.50/40 ТМ2 100%. Правка круга вне станка на специальном приспособлении Б-503 или специальных станках ВК-65 абразивным кругом 63С 25П М2-СМ2 7 К5. Профиль круга контролируют по шлифовальному образцу. Правка с охлаждением 3% -иой эмульсией марки 33В.
Шлифовальная. Вышлифовать спинки. База и оборудование - см. операцию 8 в цанговых оправках-спутниках, Vнр = 20 м/с, Sпр = 0,05-0,25 м/мин. Охлаждение эмульсией.
Заточная. Заточить задние поверхности. База - наружная цилиндрическая поверхность. Полуавтоматы ЗБ650, ЗЕ651, ВК64 и ЗД653. Алмазный круг АСР - АСВ 40/28 Б1 100%.
Монолитные червячные фрезы из твердого сплава Исходную заготовку получают прессованием.
Шлифовка посадочного отверстия. База - наружный диаметр. Алмазный круг АСО 100/80-80/63 Б1 100%. Sпоп =* 0,01 мм/дв. ход.
Доводка (черновая и чистовая). Алмазная паста АМ-20/14 и АМ-5/3.
Шлифование опорных буртиков с двух сторон за две установки. Станок 3110. База - внутреннее отверстие, на оправке. Алмазный круг АЧК АСР 63/50Б1 100%.
Шлифование фасок с двух сторон. База - отверстие, чна разжимной оправке. Станок 3110.
Черновое и чистовое затачивание передней поверхности. Специальный заточной полуавтомат. База - отверстие, на разжимной оправке. Алмазный круг АСР-АСО 69/50 Б1 100%.
Черновое затылование по диаметру. Станок шлифовально-затыловочный. Алмазный круг АСР 80/63-63/50 Б1 100-150%, Vкр = 36 м/с, Vзаг = 0,8 м/мин, S = 2,5 мм/мин.
Черновое шлифование профиля. Шлифовально-затыловочный станок. Алмазный круг А2П 125x32x40x6 АСР 100/80 - 80/63 Б1 100%. База - внутренний диаметр, на оправке.
Чистовое шлифование по профилю и наружному диаметру. Станок шлифовально-затыловочный. Алмазный круг 2АП 50X 16Х X 40X6 АСР 50/40-40/28 Б1 100%, Vкр = 24 м/с, Vзаг = 1,2 м/мин. База - отверстие, на цилиндрической оправке.
Пятигранная пластинка (твердый сплав Т15К6, Т5К10, ВК8)
1. Сортировать по высоте и граням.
2,3. Шлифовальная. Шлифовать по ленточке; шлифовать по базовой плоскости. База - противоположная плоскость. Станок электрохимический ЗЭ731 или плоскошлифовальный МШ280.
Шлифование производят алмазным кругом.
4. Профильно-шлифовальная. Шлифовать грани и вершины. База - опорный торец и отверстие. Копировально-шлифовальный полуавтомат МШ289. Алмазный чашечный круг.
Список литературы1. М.М. Палей Технология производства металлорежущих инструментов - М.: Машиностроение, 1982
2. С.А. Попов, Л.Г. Дибнер, А.С. Каменович "Заточка режущего инструмента"; "Высшая школа"; 1970
3. Г.Н. Сахаров, О.Б. Арбузов, Ю.Л. Боровой, В.А. Гречишников, А.С. Киселев "Металлорежущие инструменты" Москва; 1989
4. А.И. Барсов "Технология инструментального производства"; Москва; 1967
Похожие работы
... количества подготовленных кадров на местном рынке труда, а с другой стороны - непривлекательность предлагаемых вакансий по условиям труда и уровню заработной платы. 2. Анализ внешнего рынка машиностроения и металлообработки По итогам 2005 г. вывоз из России в КНР черных металлов в стоимостном выражении увеличился на 22,8%. В частности поставки горячекатаного проката увеличились в ...
... . Различные этапы производственного процесса на машиностроительном заводе могут выполняться в отделочных цехах или в одном цехе. В соответствии с ГОСТ 26229 гибкая производственная система (ГПС) (гибкое автоматизированное производство - ГАП) - совокупность в разных сочетаниях оборудования с ЧПУ, роботизированных технологических комплексов, гибких производственных модулей, отдельных единиц ...
... и контроля. Обслуживание ковочных агрегатов с программным управлением (гидравлического пресса, ковочного автоматического манипулятора) для автоматизации ковки деталей с вытянутой осью (круглого, квадратного и прямоугольного сечений) массой 0,4—2,0 т. 2 Гибкие производственные модули (ГПМ) 2.1 Общее представление о гибких производственных модулях Гибкие производственные модули (ГПМ), ...
... виде совокупности региональных машиностроительных образований, поэтому одновременно с поиском направлений достижения каких-либо общеэкономических целей определяются соответствующие рациональные территориальные пропорции в развитии машиностроения в прогнозируемом периоде. Как и для всех задач этого уровня прогнозирование развития машиностроения осуществляется в единой системе народнохозяйственных ...
0 комментариев