Навигация
Технология ультразвуковой и анодно-механической обработки материалов
40834
знака
0
таблиц
0
изображений
2. Технология ультразвуковой и анодно-механической обработки материалов
Современная технология механической обработки конструкционных материалов достигла больших успехов, а выпускаемые промышленностью металлорежущие станки – высокой степени совершенства и высокой производительности, что позволяет с успехом решать различные задачи, выдвигаемые бурным процессом развития техники.
Однако развитие техники привело к появлению новых материалов, механическая обработка которых традиционными способами затруднена. К ним относятся, прежде всего, такие материалы с высокой твердостью, как вольфрамосодержащие и титанокарбидные сплавы, алмаз, рубин, лейкосапфир, закаленные стали, магнитные сплавы из редкоземельных элементов, термокорунд и др. Из традиционных способов при обработке таких материалов применяется только шлифование.
Обработка другой группы материалов, таких как германий, кремний, ферриты, керамика, стекло, кварц, полудрагоценные и поделочные минералы и материалы, затруднена их очень большой хрупкостью. Такие материалы не выдерживают усилий, возникающих при традиционной механической обработке. Поскольку именно перечисленные выше материалы во многом определяют прогресс техники, возникает необходимость эффективно обрабатывать детали из подобных, «необрабатываемых традиционными способами», материалов.
Для решения проблемы обработки сверхтвердых и хрупких материалов разработаны и внедрены в практику специальные способы обработки: алмазосодержащим вращающимся инструментом, электрохимический, электроэрозионный, электронно-лучевой, ультразвуковой.
Все перечисленные способы обработки характеризуются очень высокой экологической опасностью и энергоемкостью процесса.
Так, наиболее широко используемый в практике способ обработки алмазосодержащим вращающимся инструментом характеризуется энергоемкостью (затратами электрической энергии на съем единицы объема обрабатываемого материала), приблизительно равной
2000 Дж/мм3, обеспечивая выполнение отверстий диаметром не более 25 мм с производительностью не выше 0,5 мм/мин.
При такой обработке используется большое количество охлаждающей воды (не менее 1…5 л/мин), причем очистка ее от мелкодисперсного порошка разрушаемого материала (например, стекла) является сложной проблемой.
При механической обработке с помощью алмазосодержащих инструментов используются мощные, высокоскоростные сверлильные станки.
Износ рабочего инструмента достигает 5% от глубины выполняемых отверстий, а изготовление алмазосодержащих инструментов диаметром более 25 мм является технически неразрешимой задачей.
Приведенные данные по энергозатратам и расходу материалов при алмазном сверлении обуславливают высокую стоимость выполнения одного отверстия (до 15 долларов США).
Очевидно, что такой способ обработки будет экологически опасным (акустический шум, вращающийся с большой частотой рабочий инструмент, унос большого количества воды с мелкодисперсным порошком и т.п.) и не ресурсосберегающим (большой расход алмазного инструмента, малая производительность сверления, большой расход воды, большое энергопотребление).
Преимущества ультразвукового (УЗ) способа обработки перед другими заключаются в возможности обрабатывать непроводящие и непрозрачные материалы, а также в отсутствии после обработки остаточных напряжений, приводящих при использовании других способов к образованию трещин на обрабатываемой поверхности.
Ультразвуковым способом эффективно обрабатываются такие хрупкие материалы, как агат, алебастр, алмаз, гипс, германий, гранит, графит, карбид бора, кварц, керамика, корунд, кремний, мрамор, нефрит, перламутр, рубин, сапфир, стекло, твердые сплавы, термокорунд, фарфор, фаянс, ферриты, хрусталь, яшма и многие другие.
Ультразвуковой способ обработки представляет собой разновидность обработки долблением – хрупкий материал выкалывается из изделия ударами зерен более твердого абразива, которые направляются торцом рабочего инструмента, колеблющегося с ультразвуковой частотой. Применение ультразвуковых колебаний позволяет интенсифицировать процесс хрупкого разрушения обрабатываемого материала за счет создания сетки микротрещин и выколов на поверхности.
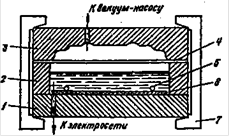
Технология ультразвуковой обработки заключается в подаче абразивной суспензии в рабочую зону, т.е. в пространство между колеблющимся с высокой частотой торцом рабочего инструмента и поверхностью обрабатываемого изделия. Зерна абразива под действием ударов колеблющегося инструмента ударяют по поверхности обрабатываемого изделия и проводят его разрушение. В качестве абразива обычно используются карбид бора или карбид кремния, в качестве транспортируемой жидкости – обычная вода.
Вследствие воздействия частичек абразива на поверхность рабочего инструмента происходит его разрушение. Для уменьшения износа рабочего инструмента его обычно выполняют из вязких материалов, не разрушающихся под действием ударных нагрузок.
Частицы абразива под действием ударов раскалываются. Поэтому в зону обработки непрерывно подается абразивная суспензия, несущая зерна свежего абразива и удаляющая частицы снятого материала и размельченный абразив.
Для уменьшения шумового воздействия от работающих ультразвуковых аппаратов, рабочая частота выбирается достаточно высокой, обычно это 22 Кгц или более.
Подача рабочего инструмента в направлении колебаний обеспечивает формирование полости, копирующей форму рабочего инструмента.
Таким образом, ультразвуковая размерная обработка базируется на двух основных процессах:
1). Ударном внедрении абразивных зерен, вызывающих выкалывание частиц обрабатываемого материала;
2). Циркуляции и смене абразива в рабочей зоне.
Обязательным условием высокопроизводительной ультразвуковой обработки материалов является интенсивное протекание этих двух процессов. Ограничения, возникающие для протекания одного из этих процессов, вызывают снижение эффективности всей ультразвуковой обработки.
Производительность ультразвуковой обработки в значительной степени зависит от физико-механических свойств материалов, частоты и амплитуды колебаний рабочего инструмента, зернистости абразива и нагрузки на инструмент. Влияние всех этих факторов на процесс ультразвуковой размерной обработки будет рассмотрено далее.
Способ ультразвуковой обработки начал применяться в промышленности уже в начале шестидесятых годов. С его помощью удалось существенно упростить и ускорить технологию изготовления фасонных деталей из твердых и хрупких материалов. Так, например, в сотни раз повысилась производительность вырезания пластин любой формы из различных керамик, полупроводниковых материалов, появилась возможность выполнять отверстия любой формы, упростилась технология изготовления матриц и пунсонов из твердых сплавов.
Следует отметить, что УЗ установки первой группы для обработки деталей из твердых хрупких материалов до настоящего времени не получили широкого развития. Обусловлено это было низкой надежностью и эффективностью самих установок, выполненных на основе ламповых генераторов, и использованием магнитострикционных преобразователей, требующих принудительного водяного охлаждения, с одной стороны, и практически полным отсутствием до 90-х годов потребностей в таких станках из-за отсутствия индивидуальных потребителей, малых предприятий и мелкосерийных производств.
Поэтому наибольшее распространение до 90-х годов получили стационарные УЗ станки (как универсальные, так и специализированные) с вертикальным расположением колебательной системы. Их условно подразделяли в зависимости от функциональных возможностей на три группы:
Станки малой мощности до 200 Вт;
Станки средней мощности от 250 до 1500 Вт;
Станки большой мощности от 1600 до 4000 Вт.
Станки малой мощности (наиболее типичный представитель – станок модели 4770А) выполнялись по образцу настольных сверлильных станков, применялись и применяются для обработки неглубоких отверстий (глубиной не более 5 мм) малых диаметров (0,2….6 мм). Габаритные размеры станков малой мощности сравнительно небольшие, а масса достигает 120 кг. Максимальная производительность по стеклу достигала 80 мм3/мин, что соответствовало энергоемкости технологического процесса при обработке стекла, равной 75 Дж/мм 3.
Наибольшее количество установок и станков, созданных и использующихся как в нашей стране, так и за рубежом, относились ко второй группе. Эти станки традиционно выполнялись с жесткой станиной и массивной фундаментной плитой, а по внешнему виду напоминали и на практике выполнялись на базе вертикальных или радиально-сверлильных и вертикально-фрезерных станков. Ультразвуковая колебательная система таких станков выполнялась на основе магнитострикционного преобразователя, имела значительные габариты (более 400х150 мм), требовала принудительного водяного охлаждения (расход воды не менее 1 л/мин) и жестко соединялась со станком. Таким образом, ультразвуковые станки второй группы использовались исключительно в стационарных условиях, и на них обрабатывались только изделия, устанавливаемые на рабочем столе станка. Это существенно ограничивало функциональные возможности ультразвуковых станков, не позволяя, например, обрабатывать большие листы стекла, мрамора, обрабатывать изделия, не перемещаемые на рабочий стол, обрабатывать не горизонтально расположенные изделия, т.е. выполнять отверстия и пазы необходимой формы и размера на месте их расположения. Станки мощностью 0,4 кВт (модель 4771А) обеспечивали выполнение отверстий диаметром от 0,5 до 15 мм с производительностью до 500 мм3/мин, что соответствовало энергоемкости процесса – 50 Дж/мм3.
Станки мощностью 1,5 кВт (например, модели 4772А и Динатрон фирмы «Лефельдт») при собственной массе в 1000 кг обеспечивали выполнение отверстий диаметром до 40 мм и характеризовались энергоемкостью процесса, равной 75 Дж/мм3. Станки большой мощности получили незначительное распространение. Они были изготовлены в единичных экземплярах и применялись только в крупносерийном производстве для обработки деталей из твердых сплавов, твердой керамики, изготовления небольших матриц и заточки инструментов. Типичный представитель этой категории станков – станок модели 4773А массой 1500 кг., мощностью на входе преобразователя 4 кВт (потребляемая мощность более 10 кВт). Станок обеспечивал выполнение отверстий диаметром не более 60 мм и характеризовался энергоемкостью процесса прошивки, превышающей 70 Дж/мм3 (по стеклу).
Таким образом, разработанные в нашей стране и за рубежом ультразвуковые прошивочные станки обеспечили выполнение отверстий диаметром до 60 мм (обычное сверление алмазосодержащим инструментом – не более 25 мм). Сам технологический процесс обработки характеризовался энергоемкостью, превышающей 50 … 75 Дж/мм3 (энергоемкость снизилась в 25…40 раз по сравнению с алмазным сверлением).
К недостаткам существующих ультразвуковых станков относится большая энергоемкость процесса (из-за низкого КПД), невысокая производительность. Из анализа современного состояния ультразвуковой техники, накопленного опыта, современного уровня развития электроники и в связи с созданием новых материалов для излучателей УЗ колебаний следует, чтобы преодолеть вышеуказанные недостатки разработанных ранее станков и апробированных способов обработки необходимо использовать следующие перспективные направления развития:
1. Исходя из необходимости решения ряда конкретных задач в заданных условиях и наличия вполне определенных возможностей у различных потребителей необходимо создание ряда УЗ станков, способных удовлетворить потребности современных высокоэффективных производств и других потребителей.
2. Для снижения энергоемкости УЗ обработки разработать и применить колебательные системы на основе современных пьезоэлектрических материалов, обладающих высоким КПД (более чем в два раза выше, чем у магнитострикционных материалов) и не требующих принудительного водяного охлаждения.
3. Для снижения энергоемкости процесса, повышения надежности и снижения массогабаритных характеристик генераторов УЗ колебаний разработать и использовать новые принципиальные схемные технические решения (обеспечение работы в ключевом режиме, с применением систем автоматической стабилизации номинальной рабочей частоты и стабилизации амплитуды) на основе новых электронных элементов (например, высоковольтных, высокоскоростных транзисторов большой мощности).
4. Для повышения эффективности станков разработать ультразвуковые колебательные системы с высоким КПД на основе использования новых конструктивных схем преобразователей, концентраторов, рабочих инструментов и материалов для их изготовления.
5. Для повышения производительности обработки и снижения энергоемкости процесса использовать полые трубчатые рабочие инструменты и развивать и совершенствовать УЗ обработку вращающимся рабочим инструментом в виде полой металлической трубки с применением абразивной суспензии.
6. Для увеличения глубины обработки без существенной потери производительности усовершенствовать и применить безабразивное сверление глубоких отверстий рабочими инструментами из природных или синтетических алмазов на металлических связках.
7. Для повышения эффективности ультразвуковой обработки совершенствовать технологию УЗ обработки и методики применения станков (проведение обработки за несколько проходов с постепенным увеличением диаметра рабочего инструмента, последовательная прошивка с двух сторон и т.п.).
Анодно-механическая обработка материалов, основанная на одновременном использовании анодного растворения и механического удаления продуктов распада. Применяется для резки, заточки резцов, шлифования и др.
Похожие работы
... в конденсаторах; образование волн сжатия и пульсация газового пузыря после разряда; взаимодействие ударной волны и гидропотока с заготовкой. По сравнению с традиционными методами обработки металлов давлением электрогидравлическая штамповка имеет следующие преимущества: упрощается и удешевляется технологическая оснастка, что способствует сокращению сроков технологической подготовки производства ...
... слоя поверхности заготовки. Этим способом обрабатывают отверстия различного профиля в деталях, изготовляемых из таких труднообрабатываемых материалов, как алмаз, твердые спеченные сплавы и др. При обработке металлов широко используется сварка- технологический процесс образования неразъемного соединения металлических деталей, конструкции и сооружений путем их местного сплавления или совместного ...
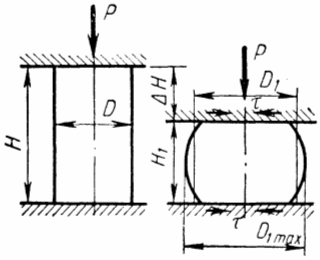
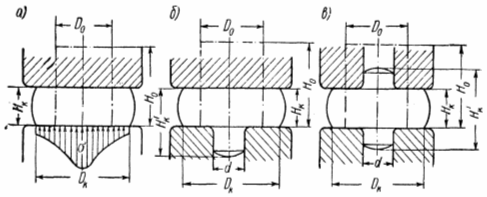

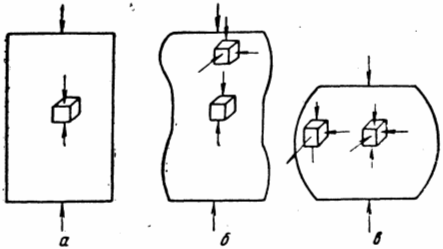
... элементов, упростить параметрические исследования. 1.5 Выводы Обзор работ, посвященных осадке кольцевых заготовок показал: 1. Осадка является эффективным методом обработки металлов давлением, позволяющим значительно экономить материал. 2. Основным дефектом осадки кольцевых заготовок является потеря устойчивости, вследствие тонкостенности заготовки. ...





... осаждение одного металла на другой в среде электролита. Цель таких покрытий – придать изделиям определенный декоративный вид, повысить их механические характеристики. 4. Техника филиграни. В художественной обработке металлов особое место занимает техника филиграни или скани (от древнерусского скать – свивать), которая состоит в образовании сложных кружевных узоров из разной длины ...
0 комментариев