Министерство Образования Российской Федерации
Тольяттинский государственный университет
Кафедра “Технология машиностроения”
Отчет о практических работах
по "Математическому моделированию"
Вариант № 8
Студент Зозуля Ю.А.
Группа М-401
Преподаватель Бобровский А.В.
Тольятти, 2005
Содержание
1. Задача " О двух станках"
2. Задача " О четырех станках"
3. Задача "Оптимизация режимов резания"
1. Задача " О двух станках"
Даны 2 станка. Известно, что детали обрабатываются на двух станках, известно время обработки. Необходимо определить оптимальную последовательность обработки деталей.
| № ст. | Т0, мин | |||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | |
| 1 | 6 | 8 | 10 | 5 | 7 | 9 | 11 | 8 |
| 2 | 11 | 6 | 8 | 12 | 9 | 7 | 5 | 10 |
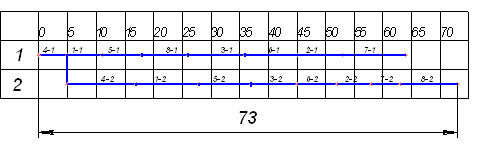
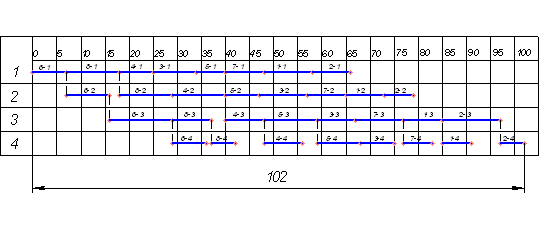
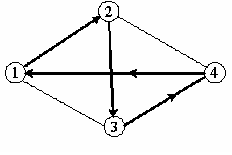
Гамильтона путь: 4-1-5-8-3-6-2-7
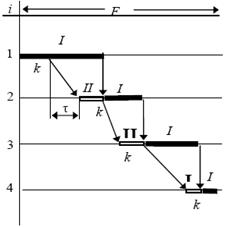
Гант-карта
2. Задача " О четырех станках"
Даны 4 станка. Известно, что детали обрабатываются на четырех станках, известно время обработки. Необходимо определить оптимальную последовательность обработки деталей.
| № ст. | Т0, мин | |||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | |
| 1 | 10 | 8 | 9 | 7 | 6 | 7 | 8 | 11 |
| 2 | 8 | 6 | 10 | 11 | 7 | 9 | 8 | 11 |
| 3 | 8 | 12 | 8 | 8 | 11 | 13 | 10 | 8 |
| 4 | 6 | 5 | 7 | 8 | 9 | 7 | 6 | 5 |
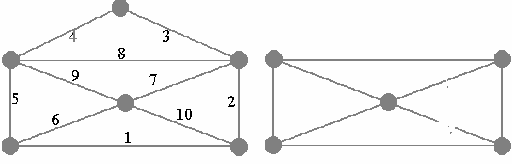
1. Эвристический метод: 5-6-4-2-7-3-1-8
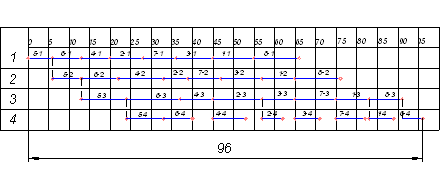
2. Метод min остаточной трудоемкости: 2-1-7-5-3-4-8-6
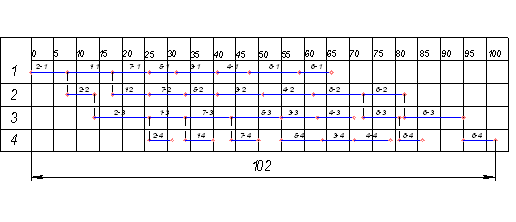
3. Метод mаx остаточной трудоемкости: 6-8-4-3-5-7-1-2
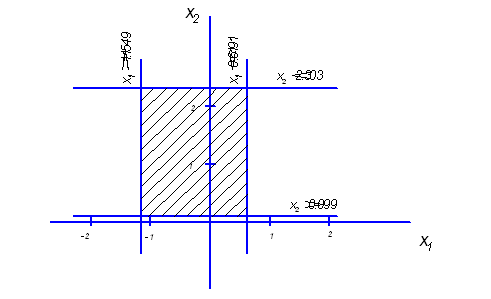
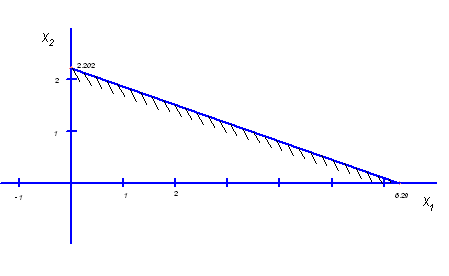
а) Графический метод
Вариант-1
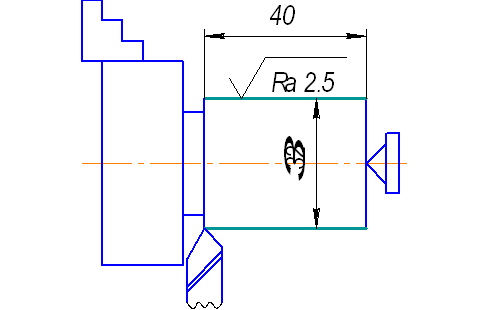
Обработка-токарная чистовая
Целевая функция V и S
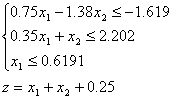
Необходимые ограничения:
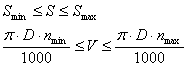
1. Ограничение по кинематике станка;
2. Ограничение по шероховатости;
3. Ограничение по стойкости инструмента;
4. Ограничение по точности.
Дано:
Сталь 20
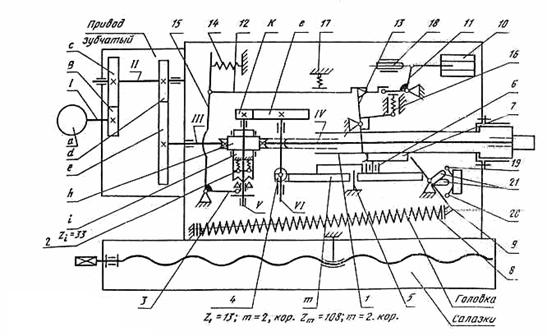
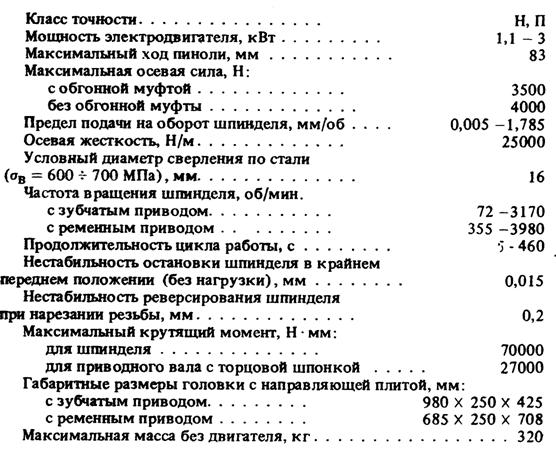
Станок 1К62
S=0,4 мм/об
t=0,4 мм
Т=60 мм
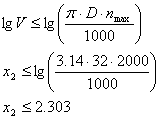
nmin=12,5 об/мин
nmax=2000 об/мин
Smin=0.070 мм/об
Smax=4,16 мм/об
1. Ограничение по кинематике оборудования:
а) ![]() б)
б) ![]()
![]()
![]()
в) ![]() г)
г) ![]()
2. Ограничение по шероховатости:
![]()
Для стали 20 находим необходимые коэффициенты:
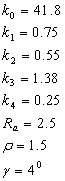
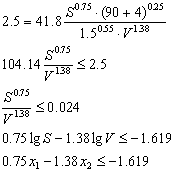
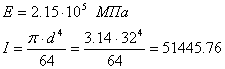
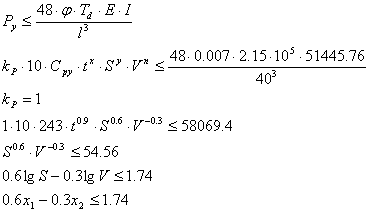
3. Ограничение по стойкости инструмента:

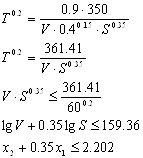
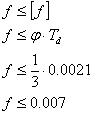
4. Ограничение по точности:
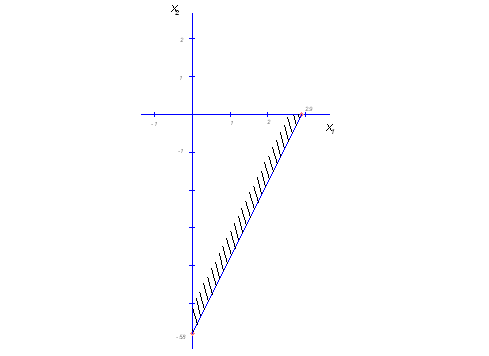
Целевая функция:
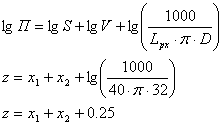 ,
, ![]()
 ,
, ![]()
![]() ,
, ![]()
Точка В является оптимальной.
Ответ: ![]() ,
, ![]() мм/об,
мм/об, ![]() м/мин
м/мин
б) арифметический метод
Похожие работы
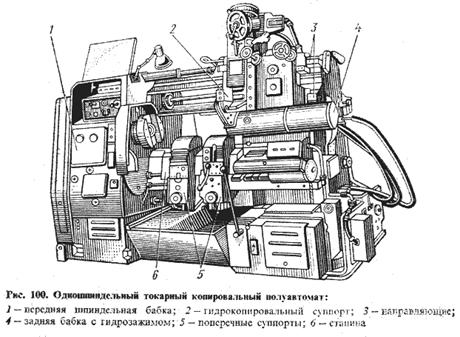
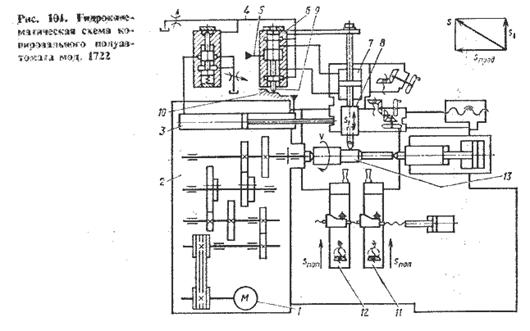
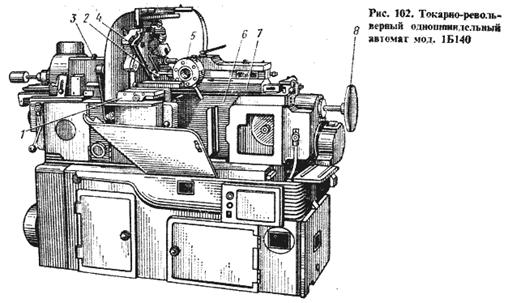
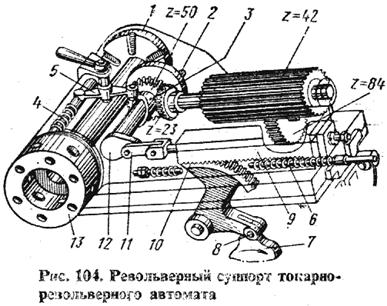
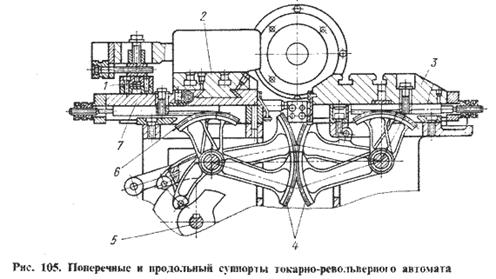
... станка отражаются основные признаки классификации: токарно-револьверный одношпиндельный прутковый автомат, токарный одношпиндельный автомат продольного точения, токарный шестишпиндельный горизонтальный прутковый автомат, токарный восьмпшпиндельный вертикальный полуавтомат, токарно-копировальный полуавтомат для обработки профиля кулачков распределительного вала специализированный и т.п. Основные ...

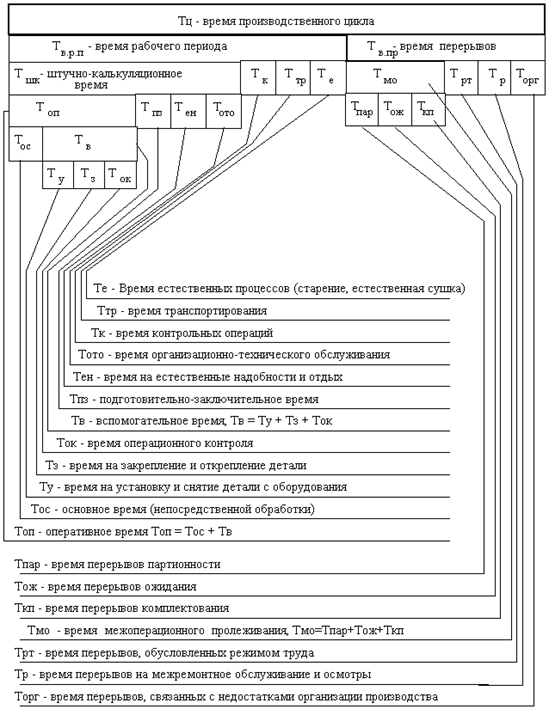

... из двух операций продолжительностью 5 и 3 мин - более короткая 3 мин. Сумма коротких по времени операций: (7 + 5 + 3) = 15 мин. Для параллельного производственного цикла: Tpr = + (n - k) tg + m Tmo = 2 (8 + 7 + 5 + 3) + (10 - 2) * 8 + 4 * 3 = 2 * 23 + 8 * 8 + 12 = 122 мин. Главной операцией tg (самой продолжительной по времени) технологического цикла является первая операция длительностью 8 ...
... переходов, назначение режимов резания для каждого перехода 1.3.1 Определение порядка обработки и технологических переходов Для обработки четырех отверстий с резьбой с донной стороны заготовки и одного отверстия с боковой стороны полагаю использовать пятипозиционный стол агрегатного станка (одна позиция загрузочная). Выбор инструмента Порядок обработки по позициям: 1. Загрузочная позиция ...
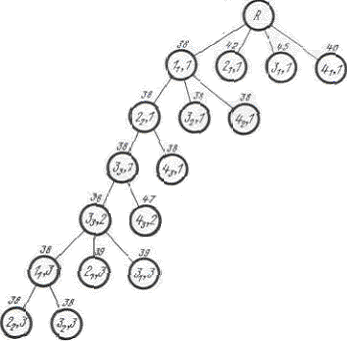
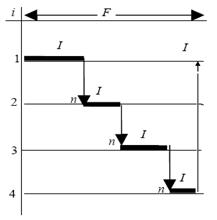
... детали 1: , . Разрешаем конфликт в пользу детали 2: , . Разрешаем конфликт в пользу детали 3: , . Разветвляем вершину дерева решений (рисунок 1) в соответствии с полученными оценками. Для определения детали, запускаемой па третьем станке второй, выбираем расписание , имеющее меньшую нижнюю границу. Рассматривая его, видим, что на третьем станке конфликтуют детали 2 и 3, обрабатываемые в ...
0 комментариев