Навигация
Разработка агрегатного станка для обработки группы отверстий в детали "Крышка"
35381
знак
5
таблиц
15
изображений
Содержание
Введение
1. Теоретическая часть
1.1 Исходные данные
1.2 Обзор возможных методов автоматизации обработки детали
1.3 Определение порядка обработки и технологических переходов, назначение режимов резания для каждого перехода
1.3.1 Определение порядка обработки и технологических переходов
1.3.2 Назначение режимов резания для каждого перехода
1.3.3 Выбор инструмента
1.4 Подбор стандартного технологического оборудования и унифицированных узлов станка с приведением их основных технических характеристик и схем
1.4.1 Выбор поворотного делительного стола
1.4.2 Выбор станины
1.4.3 Выбор агрегатных силовых головок
1.4.4 Выбор стоек
1.5 Описание устройства и принципа действия предлагаемого агрегатного станка и последовательности срабатывания схемы управления
2 Расчетная часть
2.1 Выбор типа агрегатного приспособления
2.1.1 Определение усилия зажима
2.1.2 Расчет диаметра поршня пневмоцилиндра
2.2 Определение длительности рабочего цикла на базе построения циклограммы работы агрегатного станка
2.3 Расчет цикловой производительности разработанного агрегатного станка
2.4 Расчет коэффициента загрузки разработанного агрегатного станка и его анализ
Заключение
Приложение А
Приложение Б
Приложение В
Приложение Г
Приложение Д
Введение
В последнее время, в связи с достижениями научно-технического прогресса в промышленности все большее значение принимает автоматизация производства. Это особенно актуально для крупносерийного и массового производств, где автоматизация вообще необходима. Она позволяет в значительной степени повысить эффективность обработки деталей на металлорежущих станках, снизить время обработки, а следовательно повысить производительность. Кроме того, при автоматизации значительно уменьшается степень участия человека в производстве, что улучшает условия труда и повышает культуру производства в целом.
Заданием на курсовую работу является разработка агрегатного станка для обработки группы отверстий в детали «Крышка». Агрегатные станки обеспечивают высокую точность размеров отверстий, а также необходимую точность их взаимного расположения. На таких станках достигается высокая производительность благодаря многоинструментальной обработке, одновременному выполнению нескольких переходов, концентрации различных видов обработки в рабочей позиции, использованию автоматического рабочего цикла, исключающего непосредственное влияние субъективного фактора (рабочего - оператора) на длительность цикла.
Агрегатные станки обладают рядом дополнительных достоинств. Они позволяют быстро и с малыми затратами осуществлять подготовку производства новых изделий, так как состоят из стандартных унифицированных узлов. Эти узлы могут быть многократно использованы в различных станках и в автоматических линиях.
Станки позволяют с помощью переналадки переходить на выпуск новых деталей, поэтому они также успешно применяются и в серийном производстве.
1 Теоретическая часть
1.1 Исходные данные
Деталь «Крышка». Согласно заданию, она изготовлена из материала Чугун СЧ18 ГОСТ 1412-88.
Таблица 1.1 – Химический состав материала Чугун СЧ18 в %
| Si | Mn | S | C | P |
| 1,9…2,3 | 0.5…0.7 | 0…0.15 | 3,4…3,6 | 0…0.2 |
Таблица 1.2 – Физико-механические свойства материала Чугун СЧ18
|
|
|
|
|
|
|
| 7200 | 80 | 1 | 1 | 100/700 | 60-80 |
Масса детали, по данным приложения Компас 3D, G = 2,45 кг. Годовая программа выпуска – N = 50000 штук. Следовательно, по таблице, согласно [1], тип производства — крупносерийное. Габаритные размеры – Æ170х50.
Необходимо обработать в условиях указанного типа производства на данной детали 4 отверстия с резьбой М10 мм и 1 отверстие Æ5 мм.
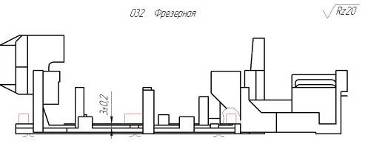
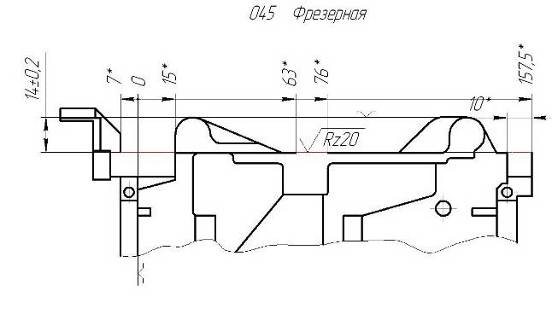
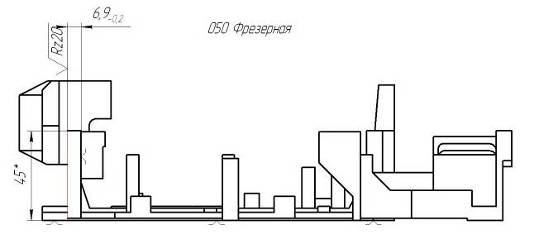
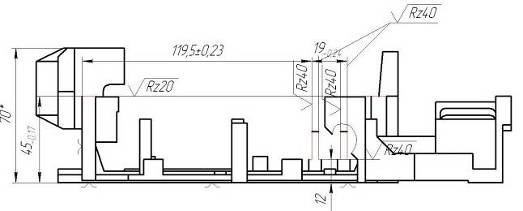
Поверхности детали, обрабатываемые на указанных переходах должны иметь шероховатость Ra2,5 и Rz20 и точность по 14 квалитету.
Похожие работы

... технологический процесс: Т.к. – технологический процесс изготовления детали по новому варианту более технологичен с точки зрения удельной себестоимости изготовления детали по сравнению с базовым технологическим процессом. · – коэффициент использования металла: , где – масса заготовки; – масса детали. 1.11 Организация контроля результатов обработки ...





... детали узла. Завершающим этапом курсового проекта будет разработка технологической документации на восстановление рабочей фаски наплавкой и карты технологического процесса ремонта крышки цилиндра дизеля ПД-1М в объёме ТР-1. 1. Разработка технологического процесса ремонта цилиндрической крышки дизеля ПД-М Описание конструкции узла 1 - впускной клапан (ПД-1М-09-009, сталь Х9С2); 2 - ...
... на 15-30%; · исключение трудоемких операций формовки, выбивки форм; · возможность комплексной механизации и автоматизации технологического процесса, что повышает производительность и снижает трудоемкость в 3 раза; · увеличение съёма с 1м2 производственной площади и снижение себестоимости отливок. Сложность изготовления отливок: · высокая стоимость кокиля; · сложность и длительность его ...





... и позволяет использовать прогрессивные режимы резания. 5. Выбор способа получения заготовки Правильный выбор заготовки оказывает непосредственно влияние на возможность рационального построения технологического процесса изготовления, как отдельных деталей, так и машины в целом, способствует снижению удельной металлоёмкости машин и уменьшению отходов. Наиболее распространение в машиностроении ...
0 комментариев