Навигация
Хв), Т > 180 хв, якщо необхідна максимально надійна робота системи, і 80 хв < Т < 180 хв, якщо важлива її максимальна продуктивність
24104
знака
2
таблицы
0
изображений
9 хв), Т > 180 хв, якщо необхідна максимально надійна робота системи, і 80 хв < Т < 180 хв, якщо важлива її максимальна продуктивність.
Загальні висновки
Література

Таблиця 2. Групи стабільності для дрібносерійного й одиничного виробництва
| Група стабільності виробництва | Коефіцієнт варіації стійкості | Закон щільності розподілу часу відновлення | Частка нерегулярних процесів | Зміна ймовірності завершення ТП | Зміна розсіювання продуктивності |
| Високо-стабільне | £ 0,25 | нормальний | £ 0,2 | 1,00 | 1,00 |
| Помірно стабільне | > 0,25 < 0,80 | лог-нормальний, вейбула | > 0,2 < 0,6 | 0,70 | 1,30 |
| Не стабільне | ³ 0,8 | експоненціальний | ³ 0,6 | 0,35 | 1,55 |
Також запропоновані заходи, спрямовані на:
зменшення відсотка поломок різців за рахунок забезпечення вхідного контролю якості отриманих партій інструмента, застосування методів підвищення міцності інструменту (оптимальний рівень режимів різання, тренування інструменту);
підвищення стабільності ТП за рахунок оснащення верстатів сучасною модульною системою інструменту, забезпечення раціональною номенклатурою СМП із оптимальним запасом на робочому місці, установлення на верстати механізованих затискних пристосувань для інструменту, реорганізації централізованої заточки під змінно-добове завдання із забезпеченням її якості відповідно до креслення різця.
Загальні висновки
Вирішено важливу науково-практичну задачу підвищення ефективності механічної обробки деталей за рахунок скорочення допоміжного часу шляхом зменшення долі нерегулярних прийомів.
На основі аналізу процесу функціонування технологічної системи встановлено причини втрат продуктивності технологічного процесу: непередбачувані відмови складових технологічної системи, наявність в структурі часу відновлення нерегулярних прийомів, що залежить від якості технологічної підготовки виробництва і рівня його культури.
Встановлено, що при обробці валків на тяжких токарних верстатах функціонування технологічної системи може бути описано за допомогою класу неперервно-імовірнісних моделей, при створенні яких використовується теорія масового обслуговування. Найбільш ефективним є дослідження таких моделей за допомогою імітаційного моделювання в спеціалізованому середовищі, що дозволяє виявити суттєві впливи на функціонування технологічної системи і запропонувати рекомендації щодо організації її ефективного обслуговування.
Дослідження надійності технологічної системи з точки зору її відновлення показало, що гама-процентний час відновлення може використовуватись як параметр оцінки продуктивності процесу відновлення, що підвищує прогнозованість результатів процесу обробки.
Отримані залежності часу відновлення інструменту від розмірного параметру токарного верстата, конструкції інструменту і способу інструментозабезпечення, що дозволяє розраховувати поправочні коефіцієнти на час відновлення для змінених умов.
Встановлена ступінь впливу коефіцієнта варіації стійкості різців на розсіювання продуктивності; групи стабільності виробництва, стійкості різця на продуктивність обробки, коефіцієнт готовності, інформаційне навантаження на верстатника в результаті обробки за допомогою регресійного аналізу даних, отриманих при імітаційному експерименті. Зменшення долі нерегулярних процесів і коефіцієнта варіації стійкості у 3 рази викликає підвищення вірогідності завершення переходу в 1,4 рази, зростання продуктивності системи на 6% і зменшення розсіювання продуктивності у 1,3 рази. Більш ефективні показники роботи технологічної системи можуть бути досягнуті при значенні коефіцієнта варіації стійкості 0,2...0,4; групи стабільності GR > 0,8; стійкості різців T > 180хв., якщо необхідна максимально надійна робота. Якщо важлива максимальна продуктивність системи, то необхідно забезпечити стійкість різців Т = 80 хв...180 хв.
Література
1. Коткина М.Г. Выбор режима резания на тяжелых токарных станках / М.Г. Коткина, В.Н. Черномаз, Л.М. Зуева // Станки и инструмент: ежемесячный научно-технический и производственный журнал. - 1983. - № 7. - C.26-27.
2. Коткина М.Г. Определение производительности при обработке деталей на станках токарной группы с учетом времени на обслуживание / М.Г. Коткина, В.Н. Черномаз, Л.М. Зуева // Надежность режущего инструмента: сб. науч. тр. - Донецк: ДПИ, 1984. - Вып.3. - C.89-93.
3. Общемашиностроительные нормативы режимов резания и нормы расхода инструмента для продольно-строгальных станков. Резцы твердосплавные и быстрорежущие / [А.Д. Локтев, М.Г. Коткина, Г.П. Клименко, Л.М. Зуева, О.Л. Коробкина, Н.Н. Кирин, И.Ф. Гущин, В.Р. Гарибов]. - М.: ВНИИТЭМР, 1984. - 68 с.
4. Общемашиностроительные нормативы резания. Токарные и карусельные работы / [А.Д. Локтев, Г.Л. Хает, Г.П. Клименко, Т.Г. Ивченко, М.Г. Коткина, Н.Н. Кирин, С.М. Лобова, Т.М. Нахова, Л.М. Зуева, О.Л. Коробкина, М.А. Бесонова, Г.А. Коваленко, В.С. Гузенко, В.М. Гах, Г.А. Лесняк, Е.В. Мироненко, Е.Г. Сидоренко, М.А. Эстерзон, В.Д. Рыжова, Э.Ф. Эйхманс]. - М.: ВНИИТЭМР, 1985. - 92 с.
5. Выбор, эксплуатация и организация внедрения резцов со сменными механически закрепляемыми пластинами / [А.Д. Локтев, Г.Л. Хает, В.С. Гузенко, Н.Н. Кирин, Е.Г. Сидоренко, О.Л. Коробкина, Л.М. Зуева, Я.А. Музыкант, И.Ф. Гущин, Т.М. Нахова]. - М.: ВНИИТЭМР, 1987. - 82 с.
6. Хает Г.Л. Многокритериальная оптимизация механической обработки крупных деталей с учетом эргатической составляющей системы "Человек - машина" / Л.М. Зуева, О.Л. Коробкина // Надежность режущего инструмента: сб. науч. тр. - Краматорск: КИИ, 1991. - Вып.4. - С.44-52.
7. Кисловский Н.И. Алгоритмическое обеспечение надежности режущего инструмента при разработке САПР / Н.И. Кисловский, Л.М. Зуева // Надежность режущего инструмента: сб. науч. тр. - Краматорск: КИИ, 1991. - Вып.4. - С.220-223.
Похожие работы
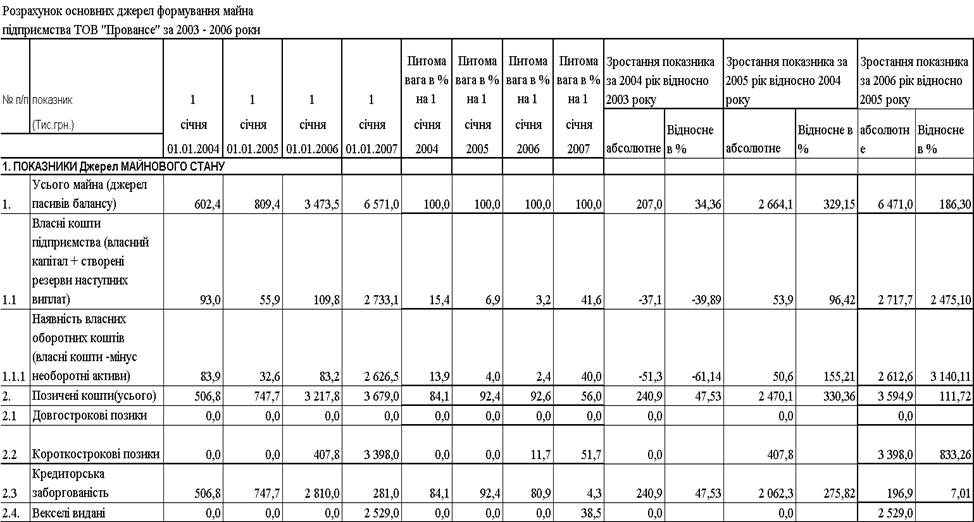
... ію не покриває зобов”язання підприємства по кредиторській заборгованості, то для регулювання стійкістю підприємства повинен бути чіткий графік реалізації запасів продукції для покриття кредиторської заборгованості; РОЗДІЛ 3 ОПТИМІЗАЦІЯ ФІНАНСОВОЇ СТРАТЕГІЇ ДІЯЛЬНОСТІ ТОВ “ПРОВАНСЕ” 3.1 Напрямки оптимізації стратегії формування фінансових джерел діяльності ТОВ “Провансе” Як показано в ...
... досягненні не менш 80–90% сертифікованих робіт. Цим буде покладений початок сертифікації кваліфікаційного рівня всього персоналу підприємства. На рішення цих основних задач спрямований новий мотиваційний механізм стимулювання ефективної праці робітників. Корпоративна система керування мотивацією високих результатів роботи передбачає наступні основні напрямки: – подальшу роботу з реструктуризац ...
... фінансово-господарської і зовнішньоекономічної діяльності за 2008 рік. Порівняння основних показників фінансово-господарської і зовнішньоекономічної діяльності ТОВ «Центр ділових інвестицій» за 2008 рік і планованих відповідно до розробленої диверсифікованої стратегії розвитку приведені в таблиці 3.8. Таблиця 3.8 Показники оцінки економічної ефективності диверсифікованої стратегії розвитку ...
... бюджету і на їхній основі повинні робитися відповідні організаційні висновки. РОЗДІЛ 2 АНАЛІЗ ДІЯЛЬНОСТІ ЦЕХА ОСНАСТКИ ДОПОМІЖНОГО ВИРОБНИЦТВА ПІДПРИЄМСТВА ПО ВИРОБНИЦТВУ МЕБЛІВ ЗАО “НОВИЙ СТИЛЬУКРАЇНА” 2.1 Характеристика діяльності та продукції підприємства ЗАО “Новий стиль Україна” Підприємство ЗАТ “Nowy Styl Ukraine”(“Новий СтильУкраїна”) – це спеціалізоване підприємство по ...
0 комментариев