кафедра менеджмента
РЕФЕРАТ
на тему:
«ПРАКТИЧЕСКОЕ ПРИМЕНЕНИЕ НОРМАТИВНЫХ МАТЕРИАЛОВ ДЛЯ НОРМИРОВАНИЯ ТРУДА НА ПРЕДПРИЯТИЯХ МАШИНОСТРОИТЕЛЬНОЙ ПРОМЫШЛЕННОСТИ»Минск, 2008
СОДЕРЖАНИЕ
1. Сущность и разновидность нормативных материалов.
2. Основные требования к нормативным материалам
3. Методические положения по разработке нормативных материалов.
1. Сущность и разновидность нормативных материалов
Нормативные материалы для нормирования труда - это регламентированные величины режимов работы оборудования и затрат труда, времени перерывов в работе, разработанные в зависимости от различных производственных факторов и предназначенные для многократного использования при установлении конкретных норм затрат труда применительно к определенным организационно-техническим условиям.
Нормативные материалы разрабатываются на основе комплексных исследований, проведенных на передовых предприятиях промышленности и отраслей, а следовательно, их внедрение на других предприятиях обеспечивает и внедрение совершенных организационно-технических условий производства. Наиболее распространенная классификационная схема нормативов по труду приведена на рис.1.
По централизованно разработанным нормативам рассчитываются технически обоснованные нормы на работы, выполняемые на различных рабочих местах, предприятиях и в различных отраслях. Они являются основой внедрения наиболее производительных режимов работы оборудования, совершенствования организационно-технических условий производства и трудовых процессов.
Применение нормативов для нормирования труда обеспечивает единство в нормах труда на аналогичные работы, выполняемые в различных цехах (участках) предприятия. Кроме того, установление норм на основе имеющихся нормативов существенно уменьшает трудоемкость работ по нормированию труда.
По степени дифференциации нормативы времени подразделяются на микроэлементные, элементные и укрупненные. Микроэлементные нормативы содержат время на выполнение отдельных движений или комплексы движений. Элементные нормативы содержат регламентированные величины на выполнение приемов или комплексов приемов. Укрупненные нормативы регламентируют время выполнения комплексов приемов и применяются для расчета норм в условиях серийного и единичного производств. Их применение ускоряет расчет норм и уменьшает вероятность ошибок при расчете, однако снижает точность норм по сравнению с дифференцированными нормативами.
По сфере применения нормативы подразделяются на межотраслевые, отраслевые и местные. Межотраслевые (общемашиностроительные) предназначены для нормирования труда на типичных работах, выполняемых на предприятиях различных отраслей промышленности. Наиболее характерным примером таких нормативов являются «Общемашиностроительные нормативы режимов резания для технического нормирования работ на металлорежущих станках». Указанные в них работы и оборудование применяются во многих отраслях, а организационно-технические условия являются типичными для них.
Отраслевые нормативы имеют более узкую направленность и предназначены для нормирования работ, специфичных для конкретной отрасли. При их разработке исследования проводятся на предприятиях одной отрасли и поэтому они отражают характерные для отрасли работы и организационно-технические условия их осуществления.
Местные (заводские) нормативы разрабатываются непосредственно на самих предприятиях и на те виды работ, которые являются специфичными для предприятия и не вошли в межотраслевые и отраслевые нормативы.
По назначению различают четыре типа нормативов для нормирования труда:
- нормативы режимов работы оборудования;
- нормативы времени;
- нормативы обслуживания;
- нормативы численности.
Нормативы режимов работы оборудования – регламентированные величины параметров работы оборудования, обеспечивающие наиболее эффективное его использование. Они применяются для расчета продолжительности основного (технологического) времени. Их содержание дает возможность выбрать наиболее оптимальные режимы работы исходя из характерных особенностей изготавливаемых деталей и применяемого инструмента. Например, нормативы режимов резания на токарных станках содержат значения глубины резания, скорости, величины и силы подачи в зависимости от применяемого инструмента, твердости обрабатываемого металла, жесткости крепления детали, мощности станка, класса точности и чистоты обрабатываемой поверхности.
Нормативы времени – это регламентированные величины затрат труда на выполнение отдельных элементов операции. Они являются исходными для установления конкретных норм времени и предназначены для нормирования ручных и машинно-ручных работ, приемов ручной работы по управлению и обслуживанию оборудования, подготовительно-заключительного времени В основе их разработки лежит тот факт, что технологически однородные операции состоят из определенного набора однотипных элементов, совокупность и сочетание которых в каждом конкретном случае определяет содержание операции. Это позволяет в технологически однородных операциях выделить типовые элементы и определить затраты времени на их выполнение.
В зависимости от структуры затрат рабочего времени на выполнение операции (работы) по этим нормативам определяется величина основного и вспомогательного времени, времени на обслуживание рабочего места, времени на отдых и личные надобности, подготовительно-заключительного времени.
Нормативы обслуживания – это регламентированные величины затрат труда на обслуживание единицы оборудования или рабочего места для различных категорий вспомогательных рабочих: наладчиков, ремонтников и др.
Нормативы численности – это регламентированная численность работников определенного профессионально-квалификационного состава, требуемая для выполнения единицы или определенного объема работ.
2. Основные требования к нормативным материалам
Для обеспечения высокого уровня напряженности норм установленных аналитически-исследовательским методом, нормативные материалы должны быть высокого качества, т.е. при их разработке соблюдаться определенные требования, а сами нормативы должны регулярно пересматриваться.
В первую очередь нормативные материалы должны быть прогрессивными, то есть соответствовать современному уровню развития техники, технологии, организации производства и труда. Это требование обеспечивается тем, что при их разработке в качестве объектов исследования выбираются передовые предприятия, имеющие более высокий, по сравнению со средним, уровень технической оснащенности, организации производства и труда.
Нормативные материалы должны быть комплексными и обоснованными, то есть при их разработке выбираются оптимальные варианты технологического и трудового процессов, максимально учитываются все факторы, влияющие на величину затрат труда (технических, организационных, психофизиологических и экономических), а также передовые приемы и методы труда.
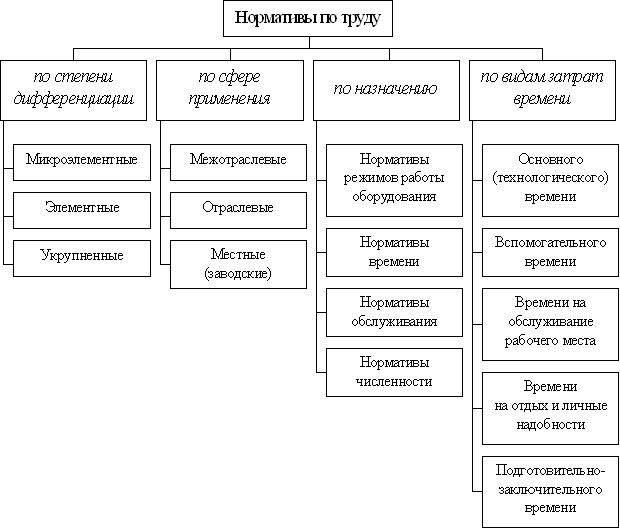
Рис. 1. Классификация нормативов по труду
Для того чтобы нормы, рассчитанные по нормативам, не превышали допустимых отклонений, нормативы должны соответствовать требуемому уровню точности. В практике нормирования труда приняты требования по точности нормативных материалов, представленные в таблице 1.
Нормативы должны наиболее полно учитывать влияние различных факторов на продолжительность отдельных элементов процесса и операции в целом.
Нормативные материалы должны наиболее полно охватывать наиболее распространенные варианты организационно-технических условий выполнения работы. Это требование предполагает исчерпывающее описание вариантов условий, на которые установлены нормативы. Каждому из вариантов должны соответствовать значения нормативов или поправочных коэффициентов к нормативам для основного варианта.
Таблица 1
Требования к точности нормативных материалов
| Тип производства | Допустимое отклонение нормативов от фактических затрат труда, в % |
| Массовое |
|
| Крупносерийное |
|
| Среднесерийное |
|
| Мелкосерийное |
|
| Единичное |
|
Нормативы должны быть удобными для пользования. Это достигается сочетанием простоты оформления нормативных таблиц и графиков с достаточно подробными и ясными методическими указаниями их использования, наличием примеров, планировок, рисунков при одновременной компактности сборников. Нормативы должны предусматривать их использование как «вручную», так и с помощью вычислительной техники.
Соблюдение всех этих требований обеспечивает высокий качественный уровень нормирования при применении нормативов, а следовательно, активное влияние нормирования на рост производительности труда.
3. Методические положения по разработке нормативных материалов
Процесс разработки нормативных материалов включает несколько основных этапов:[[1]]
Во-первых, подготовительная работа, предусматривающая выбор конкретных предприятий и рабочих мест, где будут проводиться наблюдения. Выбираются предприятия наиболее типичные для отрасли (если речь идет о разработке отраслевых нормативов) или ряда отраслей (для разработки межотраслевых нормативов). В число этих предприятий включаются передовые предприятия с высоким уровнем технической оснащенности, организации труда и культуры производства. Это обеспечит прогрессивность нормативных материалов. В процессе определения объема наблюдений по каждому предприятию, намечаются рабочие места, на которых должны быть проведены наблюдения. Количество последних зависит от числа вариантов организационно-технических условий выполнения исследуемой работы, числа переменных факторов и их значений, а также от конкретных исполнителей.
Во-вторых, исследование трудовых процессов и изучение затрат труда на рабочих местах. На этом этапе изучается содержание технологического и трудового процессов на выбранных для исследования рабочих местах, организация труда, обслуживание рабочих мест, характеристики оборудования, приспособлений и инструмента. Устраняются все отмеченные недостатки и проводятся хронометражные, фотографии рабочего времени и другие необходимые экспериментальные исследования. Основным содержанием работы на этом этапе является сбор исходных данных о необходимых затратах труда и факторах, определяющих их величину.
В-третьих, обработка и анализ результатов измерения затрат труда, установление зависимости величин затрат труда от влияющих на них факторов, разработка проекта сборника нормативов. На этом этапе производится группировка и систематизация полученных материалов непосредственных исследований. Они подвергаются математической обработке, в ходе которой определяются зависимости величин времени выполнения отдельных элементов трудового процесса от различных факторов. В результате производится расчет нормативных значений времени в зависимости от основных факторов, проектируются и заполняются макеты таблиц.
В-четвертых, проверка нормативных сборников в производственных условиях ряда предприятий. Для этого сборники нормативов размножаются и рассылаются предприятиям для апробации в производственных условиях. В ходе этой работы предприятия высказывают свой замечания и предложения по проекту нормативов.
В-пятых, доработка нормативных материалов по результатам проверки, согласование и утверждение. На этом этапе в нормативные сборники вносятся изменения в соответствии с замечаниями, полученными при их апробации. Они утверждаются профсоюзными организациями соответствующего уровня, утверждаются для практического применения.
Основным и наиболее ответственным этапом разработки нормативов является обработка исходных данных полученных путем проведения наблюдений и установлению степени влияния на них различных факторов. При небольшом количестве факторов, влияющих на величину затрат времени (до 2-3), целесообразно использовать графоаналитический метод. При большом количестве факторов – регрессионный и дисперсионный анализ.
Для выявления закономерности влияния на нормативную величину каждого установленного основного фактора, по каждому из них определяют диапазон изменения и интервал его изменения внутри диапазона. При большом многообразии изменений фактора его диапазон должен отражать реальные производственные условия. (Например, на слесарных работах, на установку в тиски и снятие детали вес детали составит от 0,5 до 15 кг).
Количество значений факторов внутри диапазона, при которых должны быть проведены наблюдения, можно определить по эмпирической формуле
m = ![]() + 3
+ 3
где m – число значений факторов, необходимых для определения нормативной зависимости;
Фmax, Фmin – соответственно, максимальное и минимальное числовое значение данного фактора в принятом диапазоне его изменений.
В нашем примере необходимо иметь 9 значений затрат времени
m = ![]() + 3 = 9.
+ 3 = 9.
При этом интервалы между смежными измерениями (если зависимость носит прямолинейный характер) рассчитываются по формуле
И = ![]() .
.
В нашем примере интервал будет равен
И = ![]() = 1,6.
= 1,6.
Следовательно, хронометраж нужно проводить при установке и снятии детали весом: 0,5 кг; 2,1 кг; 3,7 кг; 5,3 кг; 6,9 кг; 8,4 кг; 10,0 кг; 11,6 кг; 13,2 кг; 15,0 кг.
Если исследуемая зависимость носит степенной характер, то величина интервала определяется из отношения
![]() ℓġИ=
ℓġИ= ![]() .
.
Конкретные значения величины фактора в выбранном диапазоне рассчитывают по формуле
Фi = Фmin + И(i-1) или ℓġФi = ℓġФmin + ℓġИ(i – 1)
После получения данных хронометражных наблюдений, когда для каждого из установленных значений фактора определена величина затрат рабочего времени, с помощью графоаналитического метода находят нормативную линию, показывающую зависимость времени выполнения операции от фактора, влияющего на ее продолжительность.
На графике с равномерными шкалами, на оси абсцисс которого откладывается значения фактора, а на оси ординат – значения времени, наносятся полученные с помощью хронометражных наблюдений данные в виде точек, которые соединяют линиями (рис. 2). В результате получается ломаная линия, на основе которой должна быть построена нормативная линия. В нашем примере условно определим для каждого значения фактора такие значения времени:
| 0,5 | 2,1 | 3,7 | 5,3 | 6,9 | 8,4 | 10,0 | 11,6 | 13,2 | 15,0 |
| 0,14 | 0,25 | 0,30 | 0,40 | 0,50 | 0,57 | 0,66 | 0,72 | 0,85 | 0,92 |
Используя полученные данные, для построения нормативной линии находят координаты точки А, через которую и пройдет линия. Они равны:
Qср = ![]() =7,7 кг
=7,7 кг
Tср = ![]() = 0,53мин
= 0,53мин
Точка А с координатами 7,7 кг и 0,53 мин наносится на график и отмечает положение центра нормативной линии. Для определения положения нормативной линии находятся координаты средних значений точек находящихся ниже точки А и выше ее.
Q![]() ср =
ср = ![]() = 3,7 кг
= 3,7 кг
t![]() ср =
ср = ![]() = 0,32 мин
= 0,32 мин
Q![]() cр =
cр = ![]() = 11,6 кг
= 11,6 кг
t![]() ср =
ср = ![]() = 0,74 мин
= 0,74 мин
Отметим полученные точки на графике В и С. Проведем через три рассчитанных точки прямую линию до пересечения с осью абсцисс.
Построенная прямая линия выражает зависимость времени установки детали в тиски от ее веса. Математическое выражение этой зависимости можно представить формулой
у = ах +b
Так как на оси ординат откладывалось время установки детали, а на оси абсцисс – вес детали, то уравнение примет вид:
t = α Q + b
где α – угловой коэффициент прямой;
b – свободный член уравнения.
При линейной зависимости, выражаемой приведенной формулой, угловой коэффициент равен тангенсу угла наклона нормативной линии к оси абсцисс, который при равенстве масштабов шкал определяется по формуле
tg α = 
В случае если масштабы шкал неодинаковы, вводится поправочный коэффициент, учитывающий разность масштабов:
а = tg α х К.
В нашем примере тангенс угла наклона нормативной линии к оси абсцисс равен:
tg
= ![]() = 0,05
= 0,05
Свободный член уравнения равен отрезку, отсекаемому нормативной линией на оси ординат (в нашем примере, 0,13).
Подставив полученные значения в формулу получим:
t = 0,05 Q + 0,13
Пользуясь этой формулой, можно определять время на установку детали в тиски при любых значениях веса детали в указанных пределах числовых значений (0,5-15 кг).
![]() t
t![]()
![]()
 ,0
,0
![]()
![]() 0,9
0,9

![]() 0,8
0,8
|
![]() 0,74 С
0,74 С
![]()

![]() 0,7
0,7
![]() 0,6
0,6
|
![]() А
А
0,53

![]() 0,5
0,5
![]()
 0,4
0,4
|
![]()
![]() 0,3
0,3

![]()
![]() 0,2
0,2
![]()
![]() 0,1
0,1
в = 0,13
![]() 0
0
1 2 3 3,7 4 5 6 7 7,7 8 9 10 11 11,64 12 13
14 15 Q![]()
Рис. 2. График построения нормативной линии
Если на время выполнения работы влияют 2 и более фактора, то нормативную зависимость находят отдельно по каждому фактору.
В случае если нормативная величина зависит от 2 факторов и эта зависимость имеет линейный характер, то есть
у = а![]() х
х ![]() + b
+ b ![]() и у = а
и у = а![]() х
х ![]() + b
+ b![]()
общая нормативная зависимость от обоих факторов будет иметь вид:
у = а![]() х
х![]() + а
+ а![]() х
х ![]() + b
+ b![]() ,
,
где b![]() ,b
,b![]() ,b
,b![]() - свободные постоянные, которые в каждом уравнении имеют различное значение;
- свободные постоянные, которые в каждом уравнении имеют различное значение;
х![]() , х
, х![]() - независимые переменные по каждому фактору;
- независимые переменные по каждому фактору;
а![]() , а
, а![]() - угловые коэффициенты нормативных линий каждого фактора.
- угловые коэффициенты нормативных линий каждого фактора.
В данном случае, величина свободного постоянного члена уравнения определяется по формуле
b = ![]() ,
,
где Х![]() const – постоянное значение независимой переменной, при котором изучалось влияние другой независимой переменной, т.е. Х
const – постоянное значение независимой переменной, при котором изучалось влияние другой независимой переменной, т.е. Х![]() ;
;
Х![]() const – постоянное значение фактора Х
const – постоянное значение фактора Х![]() , при котором изучалось влияние фактора Х
, при котором изучалось влияние фактора Х![]() .
.
Если на величину затрат времени оказывают влияние 3 фактора, то общее уравнение нормативной зависимости будет иметь вид:
у = а![]() х
х![]() + а
+ а![]() х
х![]() + а
+ а ![]() х
х![]() + b
+ b![]() .
.
Значение величины свободной постоянной b![]() находится по формуле
находится по формуле
b![]() =
= ![]() ,
,
где Х![]() const, Х
const, Х![]() const, Х
const, Х![]() const – постоянные значения влияющих факторов, при которых проводилось исследование.
const – постоянные значения влияющих факторов, при которых проводилось исследование.
Если нормативная зависимость имеет характер степенной функции вида у = b х![]() , где а ≠ 1, то графическое построение выполняется в координатах с логарифмическими шкалами, так как в этом случае нормативная зависимость аппроксимируется прямой линией.
, где а ≠ 1, то графическое построение выполняется в координатах с логарифмическими шкалами, так как в этом случае нормативная зависимость аппроксимируется прямой линией.
Литература
1. Левин И.Б., Мельник С.Л. Справочник экономиста - организатора труда. -М.: Выш. шк., 1975. - 447 с.
2. Справочник технолога-машиностроителя. В 2-х томах. Т.2. /Под ред. Косиловой А.Г. и Р.К. Мещерякова. - 4-е изд. перераб. и доп. - М.: Машиностроение, 1985. - 496 с.
3. Воронков В.Д. Справочник инженера - организатора. - М.: Московский рабочий, 1976. - 376 с.
4. Научная организация труда в машиностроении./ Под ред И.И. Шапиро. - М.: Машиностроение, 1975. - 342 с.
[1] Разработка нормативных материалов для нормирования труда рабочих. Методические рекомендации. М., НИИ труда, 1983.
Похожие работы
... станков с чпу и оценка их экономической эффективности 3.1 Краткое описание предлагаемого мероприятия по нормированию труда инженеров-программистов для станков с ЧПУ Как следует из материалов раздела 2, одним из путей снижения себестоимости научно-технических услуг в КБТЭМ-ОМО и соответственно увеличения прибыли и рентабельности может быть повышение производительности инженерного труда за ...
... труда. За счет рациональной организации производства и труда можно удвоить объем промышленной продукции без дополнительных капитальных вложений. Оценка современного состояния нормирования труда свидетельствует также о неудовлетворительном обеспечении предприятий и учебных заведений научно - методическими и практическими пособиями, нормативными материалами. 1. Организация труда. ...
... , как предприятие сможет их реализовать на практике, зависят темпы роста производительности труда, заработной платы и решение многих социально-экономических проблем Украины. 2. Анализ Форм и систем оплаты труда на предприятии 2.1 Характеристика ЗАО «НКМЗ» и основных технико-экономических показателей работы предприятия за 2003-2004 годы Новокраматорский машиностроительный завод – это ...
... требованиям и т.п.). ЗАКЛЮЧЕНИЕ Заработная плата – важная экономическая категория, один из экономических рычагов, который призван соединить воедино интересы работника с интересами предприятия и государства. Основные принципы организации оплаты труда, осуществляются с помощью таких ее элементов, как нормирование труда, тарифная система, формы и системы заработной платы. Только во взаимосвязи ...
0 комментариев