Навигация
Прессовая часть бумагоделательной машины с разработкой гранитного вала для производства офсетной бумаги Q=300т/сут.
18305
знаков
2
таблицы
2
изображения
Федеральное агентство по образованию.
Государственное образовательное учреждение высшего профессионального образования.
Санкт-Петербургский государственный технологический
университет растительных полимеров
Курсовой проект
Прессовая часть БДМ с разработкой гранитного вала для производства офсетной бумаги Q=300т/сут.
Санкт-Петербург
2009
Содержание
1 Композиция и показатели для офсетной бумаги
2 Современные представления о процессе обезвоживания, в прессовой части. Пути интенсификации обезвоживания в прессовой части
3. Выбор чистообрезной ширины бумагоделательной машины. Расчет рабочей скорости и скорости машины по приводу. Расчет скорости прессов
4. Выбор конструкции и размеров валов
5. Расчет обезвоживания в прессовой части
6. Расчет гранитного вала пресса
7.Расчет мощности, потребляемой наиболее нагруженным прессом. Выбор электродвигателя
8.Выбор и проверка подшипников отсасывающего вала
1 Композиция и показатели для офсетной бумаги
ГОСТ 9094–83 распространяется на бумагу, предназначенную для печатанья иллюстрационно-текстовых изданий и изобразительной продукции офсетным способом.
Стандарт устанавливает требования к офсетной бумаге, изготовляемой для нужд народного хозяйства и поставляемой на экспорт.
Установленные настоящим стандартом показатели технического уровня предусмотрены для высшей и первой категории качества.
1.1 Марки и размеры
1.1.1 Бумага должна выпускаться следующих номеров и марок:
№1 марок А, Б, В;
№2
1.1.2 Бумага должна выпускаться в рулонах и листах.
Бумага №1 марки В массой бумаги площадью 1 м2 220 и 240 г выпускается в листах, по согласованию с потребителем – в рулонах.
Размеры листовой бумаги ширина рулона, предельные отклонения по размерам и косине должны соответствовать ГОСТ 1342–78.
1.1.3 Диаметр рулона должен быть (850±50) мм. По согласованию с потребителем допускается изготовление рулонов бумаги диаметром до 1100 мм.
1.2 Технические требования
1.2.1 Бумага должна изготовляться в соответствии с требованиями настоящего стандарта по технологическим регламентам, утвержденным в установленном порядке.
1.2.2 Показатели качества офсетной бумаги первого сорта должны соответствовать нормам, указанным в таблице.
1.2.3 В композиции бумаги должен применяться каолин с белизной не менее 80% по ГОСТ 19285–73 и другой нормативно технической документации.
В композиции бумаги №1 марки Б при массе бумаги площадью 1 м2 60 г. должна применяться окись титана по ГОСТ 9808–84.
1.2.4 В листовой бумаги большая часть листа должна совпадать с машинным направлением.
1.2.5 Обрезок листовой и рулонной бумаги должен быть чистым и ровным.
1.2.6 Просвет бумаги должен быть равномерным и соответствовать образцу, согласованному между изготовителем и потребителем.
1.2.7 Бумага должна обладать хорошим восприятием печатной краски, иметь прочную поверхность и не должна пылить при печатанье.
1.2.8 Заметная разнооттеночность бумаги в одной партии не допускается.
1.2.9 Намотка бумаги должна быть равномерной по всей ширине рулона.
1.2.10 В бумаге не допускаются: складки, морщины, волнистость, залощенность, грязные и просвечивающие пятна, разрыв кромки и дырчатость.
В рулонной бумаге допускаются малозаметные морщины, залощенность, пятна, которые не могут быть обнаружены в процессе перемотки, если показатель этих внутренних дефектов, определенный по ГОСТ13525,5-68, не превышает: для бумаги №1 – 1,0%; №2 – 1,5%.
1.2.11 Число склеек в рулоне бумаги, поставляемой на экспорт, и высшей категории качества, предназначенной для печати на рулонных машинах, не должно превышать одной; бумаги первой категории качества, предназначенной для печати на рулонных машинах - двух; в бумаге, предназначенной для печати на листовых машинах - трех.
В партии бумаги высшей категории качества, предназначенной для рулонной печати, допускается не более 10 % рулонов со склейками.
1.2.12 Концы полотна бумаги в местах обрывов должны быть прочно склеены по всей ширине рулона без склейки смежных слоев. Ширина места склейки должна быть не менее 10 мм. Расстояние от кромки до места склейки с каждой стороны не должно превышать 10 мм.
Место склейки должно быть отмечено цветными сигналами, видимыми с торца рулона.
1.2.13 Бумага первой категории качества должна переводиться во второй сорт при наличии в рулоне или кипе бумаги не более трех перечисленных ниже отклонений от норм:
Увеличение допускаемых отклонений по массе бумаги площадью 1 м2 не более чем на 3%;
Увеличение допускаемых отклонений по плотности не более чем на ±0,02г/см2;
Снижение норм разрывной длины не более чем на 10%;
Снижение нижнего или повышения верхнего предела зольности не более чем на 10 %;
Увеличение норм сорности не более чем на 15 %;
Увеличение внутрирулонных дефектов не более чем на 1 %;
Увеличения числа склеек в рулоне бумаги, предназначенной для печати на рулонных машинах – до трех, листовых машинах – до четырех.
| Наименование показателя | 1А | ||
| Машинной гладкости | Калландри-рованая | ||
| Высшей категории качества | Первой категории качества | Первой категории качества | |
| 1. Состав по волокну, %: Целлюлозы беленой сульфитной по ГОСТ3914–74 марки А–1 не более Целлюлозы беленой сульфатной лиственной по нормативно-технической документации, не менее Массы древесной белой по ГОСТ 10014–73, не менее | 60 40 – | 70 30 –
| 70 30 –
|
| 2. Масса бумаги площадью 1 м2, г. |
|
| |
| 3. Плотность г/см3: | 0,75-0,85 | 0,75-0,85 | 0,80-0,90 |
| 4. Разрывная длинна не менее: В машинном направлении бумаги, предназначенной для рулонной печати В среднем по двум направлениям бумаги, предназначенной для листовой печати | 3700 – | 3500 2300 | 3500 2500 |
| 5 Сопротивление излому (число двойных перегибов в поперечном направлении), не менее | 7 | 7 | 8 |
| 6 Степень проклейки, мм | 1,25–1,75 | 1,25–1,75 | 1,25–1,75 |
| 7 Белизна %, не менее без оптически отбеливающего вещества с оптически отбеливающим веществом | 80 – | 78 83 | 78 83 |
| 8 Разница значений белизны по сторонам бумаги с оптически отбеливающим веществом, %, не более | – | 2,0 | 2,0 |
| 9 Зольность, % | 10–14 | 10–14 | 10–14 |
| 10 Гладкость, с | 40–80 | 30–80 | 80–150 |
| 11 Линейная деформация бумаги для листовой печати, %, не более | – | +2,2 | +2,2 |
| 12 Сорность (число соринок на 1м2 площадью от 0,10 до 0,50 мм2), не более | 100 | 120 | 100 |
| 13 Влажность, %: | 6,0±1,0 | 6,0±1,0 | 6,0±1,0 |
| 14 Стойкость поверхности к выщипыванию, м/с, не менее | 1,8 | 1,7 | 1,7 |
В последние годы были проведены значительные работы в области прессования бумаги. Основные исследования были направлены на изучение процесса удаления воды из бумажного полотна на отсасывающих прессах и на установление роли прессового сукна.
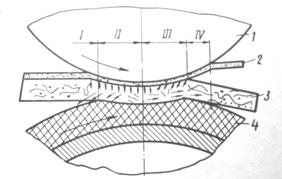
Рис. 1 Фазы удаления воды на прессах:
1 – гранитный вал; 2 – полотно бумаги; 3 – сукно; 4 – обрезиненный вал; I – IV – фазы прессования
В настоящее время весь период прохождения полотна через зону контакта валов делят на четыре периода или фазы. В I фазе полотно проходит на сукне путь от места соприкосновения сукна с нижним валом до входа в зону контактов валов; во II фазе – от места поступления полотна бумаги и сукна в зону контакта до ее середины; в III фазе - от середины зоны контакта до выхода из нее бумаги и сукна; в IV фазе – от места выхода бумаги и сукна из зоны контакта до точки отрыва сукна от вала. Иногда рассматривают лишь три первые фазы. При входе в зону контакта валов бумага и сукно сжимаются. Наибольшую деформацию сжатия испытывает сукно. Когда бумага достигает точки насыщения, в ней создаются гидравлические силы и образуется градиент гидравлического давления между бумагой и сукном, вызывающий перемещение воды.
В обычном процессе с гладкими валами существует два градиента давления: вертикальный – по толщине бумаги и сукна, и горизонтальный, вызывающий перемещение воды по сукну в обратную сторону движения сукна.
В обычном процессе скорость фильтрации по сукну против его движения должна быть больше скорости машины. Только в этом случае вода будет удаляться на нижний вал пресса. Отжимаемая вода образует перед входом в зону контакта валов водяной клин. Полотно бумаги перед поступлением в пресс дополнительно увлажняется, перепад гидравлического давления между полотном и сукном уменьшается из-за повышения гидравлического противодавления в сукне. Повышение давления прессования на обычных прессах при высокой скорости машины вызывает дробление (раздавливание) полотна.
Для интенсификации обезвоживания бумаги на прессах во II фазе необходимо поддерживать высокое удельное давление и высокую пористость сукна в сжатом состоянии.
На выходной стороне зоны контакта прессовых валов (фаза III) давление в сукне и бумаги постепенно уменьшается. Восстанавливается толщина полотна бумаги, сукна и упругой облицовки вала. С прекращением давления градиент гидравлического давления падает до нуля и теоретически возможно возникновение частичного вакуума, при этом в твердой структуре (волокнах) все еще могут действовать напряжения сжатия.
Работами ряда исследователей установлено, что в III фазе перемещается влага из сукна в бумагу.
Методы интенсификации процесса:
1 Достижение максимально возможной сухости:
а) использование башмачного пресса;
б) использование пресса с гибкой деформируемой оболочкой;
2 Подогрев бумажного полотна;
3 Совмещения процессов прессования и сушки;
4 Совершенствование технологии отвода воды удаляемой из полотна в прессовом захвате;
5 Конденционирование и очистка прессовых сукон.
3 Выбор чистообрезной ширины бумагоделательной машины. Расчет рабочей скорости и скорости машины по приводу. Расчет скорости прессов
Принимаем чистообрезную ширину бумагоделательной машины равной 6720мм. Ширина полотна в прессовой части больше на 4-11% ширины на накате из-за усадки полотна при сушке. После наката с двух сторон отрезают полоски по 25мм и получают чистообрезную ширину бумаги. Таким образом ширина в прессовой части составит:
![]()
![]()
Расчет рабочей скорости
Где Q – производительность, Q=300000 кг/сутки;
В – обрезная ширина, В=6,72 м.;
q – масса м2 бумаги, q=70 гр/м2;
к1 – число часов работы в сутки, к1=23ч.;
к2 – коэффициент использования рабочего хода машины учитывая холостой ход, к2=0,96;
к3 – коэффициент выхода товарной продукции, к3=0,95.
![]()
Скорость машины по приводу.
Срок службы машины 30 лет, за это время она может несколько раз модернизироваться, что позволяет поднять ее скорость на 15–20 % поэтому некоторые узлы на стадии проектирования рассчитывают на приводную скорость.
![]()
Скорость машины по приводу согласно ГОСТ 26-08-76 принимаем равной 770м/мин
Расчет скорости прессов.
Скорость прессовой части будет равна, если за рабочую скорость машины положить скорость первого сушильного цилиндра:
![]()
Выбираем конструкцию прессовой части, состоящую из трех отдельно стоящих прессов. Первый пресс состоит из гранитного вала (D=1050мм) и желобчатого (D=830мм). Второй и третий прессы - отсасывающие, в которых гранитный вал как у первого, а отсасывающие D=1150мм.
Данная прессовая часть имеет простую конструкцию, высокую степень взаимозаменяемости, обладает компактностью.
5 Расчет обезвоживания в прессовой частиРасчет сухости на сдвоенном прессе по опытным данным.
Сухость бумаги после прессования определяется по формуле:
![]()
где Ск – сухость бумаги после прессования, %;
А – коэффициент, характеризующий конструкцию пресса;
α0 – коэффициент вида бумаги;
m0 – коэффициент, зависящий от марки сукна, массы 1м2 бумаги и скорости машины;
μср– среднее удельное давление между валами;
сс– сухость сукна перед прессом;
сн– сухость бумаги перед прессом
q – масса 1 м2 бумаги;
β – коэффициент массы 1 м2 бумаги;
V– скорость машины, м/мин
ШР – степень помола массы, °ШР;
γ, θ, ω, ε, Ψ– опытные коэффициенты
Значение коэффициента А для 1-го пресса(желобчатый вал):
![]()
t – шаг между канавками;
b – ширина канавки.
Для отсасывающих прессов:
![]() ,
,
где Н – вакуум в отсасывающей камере (соответственно для 2,3 прессов: 400, 500 мм рт.ст.;
В – ширина отсасывающей камеры, В=125мм.
![]() ,
,
![]() ,
,
Для желобчатого вала ширина площадки контакта:
![]() мм
мм
δс=4мм – толщина сукна перед зоной прессования;
δmin=3мм – толщина сукна в зоне прессования;
R1, R2 – радиусы валов, см.
Среднее удельное давление между валами для 1-го пресса:
Среднее удельное давление между валами для остальных прессов может быть рассчитано по формуле:
![]()
где q – линейное давление
D – диаметр обрезиненного вала, D=1150мм.
Т – твердость обрезиненного покрытия в единицах по прибору ТШМ-2, Т=20 ед.
![]()
![]()
Значения величины и результаты расчетов сведены в таблицу.
| 1 | 2 | 3 | |
| Линейное давление, кг/см | 70 | 80 | 90 |
| Удельное давление, кг/см2 | 5,14 | 14,9 | 16,3 |
| Степень помола, 0ШР | 50 | 50 | 50 |
| Масса 1 м2, г, q | 70 | 70 | 70 |
| Скорость валов, м/мин | 542 | 542 | 542 |
| Сухость сукна, % | 50 | 50 | 50 |
| A | 0,924 | 1,441 | 1,447 |
| A0 | 0,86 | 0,73 | 0,73 |
| m0 | 14,7 | 21 | 21 |
| Γ | 0,147 | 0,123 | 0,123 |
| Θ | 0,07 | 0,07 | 0,07 |
| Ω | 0,131 | 0,127 | 0,127 |
| Β | 0,1 | 0,026 | 0,026 |
| Ε | 0,067 | 0,059 | 0,059 |
| Ψ | 0,145 | 0,145 | 0,145 |
| Сухость бумаги на входе, % | 19 | 24,7 | 31,2 |
| Сухость бумаги на выходе, % | 24,7 | 31,2 | 37,9 |
6 Расчет гранитного вала пресса
Данные для расчета:
1. Линейное давление между гранитным и желобчатым валом 70
2. Линейное давление между гранитным
3. и первым отсасывающим валом q2, кН/м 80
4. Линейное давление между гранитным
5. и вторым отсасывающим валом q3 кН 90
6. Длинна рабочей части вала b, м … 7,31
7. Расстояния между осями опор l, м…7,5
8. Масса вала (ориентировочно) G, 60000
Давление желобчатого вала
Q2=q1.b=70.7,31=511,7кН
Давление первого отсасывающего вала на гранитный.
Q2=q2.b=80.7,31=584,8кН
Давление второго отсасывающего вала на гранитный.
Q2=q3.b=90.7,31=657,9кН
Горизонтальная составляющая веса гранитного вала
Rг=G.tg45°= 600.1,0=600кН
Величина равнодействующей из сил многоугольника
R=702,17кН
Гранитный вал рассчитывается на прочность и жесткость при соблюдении следующих условий:
0 комментариев