Навигация
Проектирование приспособления для сверления отверстий в детали с конструкторским кодом 406542
13054
знака
4
таблицы
5
изображений
1. РАЗРАБОТКА ТЕХНОЛОГИЧЕСКОЙ ОПЕРАЦИИ
Настоящий курсовой проект выполнен на кафедре "Технология и оборудование машиностроения" в соответствии со следующим заданием: спроектировать приспособление для сверления отверстий в детали с конструкторским кодом 406542, годовая программа 2000 штук.
1.1 Выбор метода обработки поверхности и расчет массы деталиОтверстия в детали должны быть выполнены по 14 квалитету с шероховатостью Ra 12,5 мкм. Наиболее целесообразно в данном случае использовать спиральное сверло с цилиндрическим хвостовиком, поскольку эти требования достигаются при однократном (черновом) сверлении. А именно 11... 14 квалитет точности и шероховатость Ra 6.3... 12.5 мкм
Для расчёта массы разбиваем деталь на элементарные геометрические фигуры и рассчитываем массу каждой полученной части детали по таблицам [9]
Материал детали – 40 ХЛ ГОСТ 1050-88
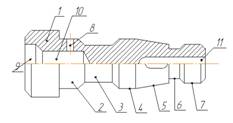
Рисунок 1.1 Обрабатываемая деталь
Результаты расчетов сведем в таблицу:
Таблица 1. Расчет объема детали.
| Элементы детали | Расчетная формула | Объем, мм3 | |
| 1 | Цилиндр R30•31 |
| 87606 |
| 2 | Цилиндр R 22,5•23 |
| 36561 |
| 3 | Цилиндр R.16,5•25 |
| 21371 |
| 4 | Цилиндр R.22,5•21 |
| 33382 |
| 5 | Усеченный конус |
| 32484 |
| Цилиндр R.13,5•10 |
| 5722 | |
| Цилиндр R.17,5•23 |
| 22117 | |
| Цилиндр R.3•11 |
| 310 | |
| Цилиндр R.17,5•16 |
| 15386 | |
| Цилиндр R.11,5•37 |
| 15364 | |
| Цилиндр R.6•60 |
| 6782 |
Масса детали m, кг определяется по формуле
![]()
где V - объем детали, мм3, р - плотность материала детали,
![]()
![]()
![]() мм3;
мм3;
![]() кг;
кг;
1.2 Схема базирования детали и её обоснование
Базирование детали осуществляют для обеспечения ее однозначного положения при выполнении операции.
Для придания заготовке ориентированного положения базируем ее в горизонтальной плоскости на плоскую поверхность, лишая, при этом, трех степеней свободы. и при помощи призм зажимают с двух сторон по наружной цилиндрической поверхности. Зажим в призмах обеспечивает лишение еще двух степеней свободы. При этом происходит самоцентрирование деталей, что повышает точность их обработки. Поскольку ориентации заготовки вокруг вертикальной оси несущественна, то для обеспечения точности обработки достаточно лишить заготовку пяти степеней свободы.
Рисунок 1.3 Схема базирования деталей
1.3 Выбор оборудования и режущего инструмента
Выбор оборудования для проектируемого технологического процесса производится уже после того, как каждая операция предварительно разработана, т.е. намечены , выбраны или определены:
- метод обработки поверхности или сочетания поверхностей;
- режущий инструмент;
- точность и шероховатость поверхностей;
- такт выпуска и тип производства;
Для определения типа производства необходимо определить и сопоставить заданный такт выпуска и трудоемкость (штучное время) операции , для которой проектируется приспособление.
Такт выпуска [4, с. 22], мин:
![]()
где ![]() – годовой располагаемый фонд времени станка, (4029 ч);
– годовой располагаемый фонд времени станка, (4029 ч);
![]() – программа выпуска, (2000 шт).
– программа выпуска, (2000 шт).
![]() мин;
мин;
Режущий инструмент выбираем, исходя из условия, чтобы за один раз посверлить отверстие на всю глубину.
Сверлить будем сверлом 2300-8466 ГОСТ 22735-77
Таблица 1.2. Основные параметры сверла
| Внешний диаметр D, мм | 8 |
| Рабочая длина , мм | 27 |
| Общая длина, мм | 10 |
| Передний угол | 120 |
| Материал режущей части фрезы | Р6М5 |
Исходя, из необходимых условий, для обработки отверстий предварительно принимаем вертикально-фрезерный станок модели 6Р80Г. Далее, после расчета режимов резания необходимо сопоставить мощность привода станка с эффективной мощностью резания и, при необходимости, уточнить модель станка.
Таблица 1.2. Технические характеристики станка модели 6Р80Г
| Расстояние от торца шпинделя до стола, мм | 50…350 |
| Размер стола | 800•200 |
| Наибольшее перемещение стола, мм Продольное Поперечное Вертикальное | 500 160 300 |
| Конецшпинделя Конус 7:24 (ГОСТ 19860-74) | 40 |
| Размер Т- образного паза стола (среднего), мм | 14Н8 |
| Число скоростей шпинделя | 12 |
| Число ступеней подач | 12 |
| Частота вращения шпинделя, мин-1 | 50…2240 |
| Подача стола, | 25…1120 |
| Скорость быстрого перемещения стола, | 2300 |
| Мощность электродвигателя привода главного движения, кВт | 3 |
0 комментариев