Навигация
Проектирование технологического процесса изготовления детали "Подставка"
32663
знака
11
таблиц
10
изображений
Исходные данные к проекту
1) чертёж детали – подставка
2) годовая программа выпуска по основной программе N1=10
3) годовая программа выпуска для перспективной программы N2=600000
4) количество детали на изделие m=1
5) процент запасных частей 5-7%
6) режим работы предприятия – двусменный Fg=4029
Содержание расчётно-пояснительной записки (перечень вопросов, которые подлежат разработке)
1) всё необходимое для записки
2) анализ конструкции детали
3) анализ конструкции детали на технологичность
4) определение типа производства для основной и перспективной программ
5) выбор и обоснование методов получения заготовок для основной и перспективной программ
6) обоснование маршрута обработки для основной и перспективной программ
7) выбор и обоснование технологического оборудования и оснастки
8) расчёт и назначение припусков на обработку и межоперационных размеров
9) расчёт и назначение режимов резания
10) подробная разработка четырёх операций (переходов)
11) расчёт технически-обоснованных норм времени
12) основные технико-экономические показатели технологического процесса
13) выводы
14) список использованной литературы
15) приложения (комплект технологической документации на весь технологический процесс для основной программы)
Перечень графического материла:
1) чертежи детали
2) операционные эскизы (А1 – 1)
3) схемы маршрута для основной программы (А1 – 1)
4) схемы маршрута для перспективной программы (А1-1)
Тех. задание
Содержание
Введение 1. Описание детали, анализ технологичности детали, обоснование принимаемых технологических решений 1.1 Конструкторский анализ детали и ее назначения 1.2 Материал детали и его свойства 1.3 Анализ технологичности детали и обоснование выбранного типа обработки 2. Определение типа производства 3. Выбор и обоснование методов получения заготовок для основной и перспективной программ 4. Обоснование маршрута обработки для основной и перспективной программ 5. Обоснование выбора станочного оборудования, и технологической оснастки 6. Определение операционных размеров и допусков 7. Определение режимов резания для операции 8. Нормирование станочной операции 9. Основные технико-экономические показатели технологического процесса Выводы Список литературыВведение
Машиностроение - крупнейшая отрасль материального производства, в которой создаются орудия труда, преобладающая часть предметов труда и предметов народного потребления. В машиностроении производятся все виды машин и оборудования. Закон преимущественного развития производства средств производства влечет за собой более высокие темпы развития машиностроения по сравнению с промышленностью в целом и рядом других отраслей. Основной задачей машиностроения является: обеспечить широкий переход на выпуск продукции, соответствующей по своим технико-экономическим показателям лучшим мировым образцам, конкурентно способной на внешнем рынке, резко сократить сроки освоения новой техники и технологии; обновить производство, повысить уровень механизации и автоматизации.
В данном курсовом проекте выполнено проектирование технологического процесса изготовления детали «Подставка». Рассмотрены варианты проектирования ТП для различных типов производства.
1. Описание детали, анализ технологичности детали, обоснование принимаемых технологических решений 1.1 Конструкторский анализ детали и ее назначения
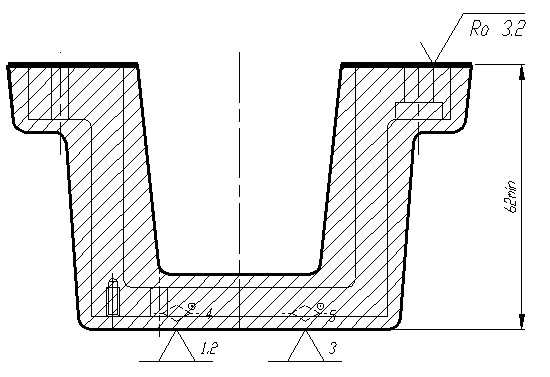
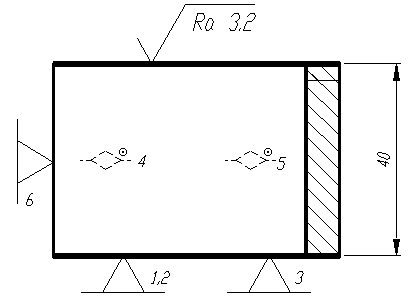
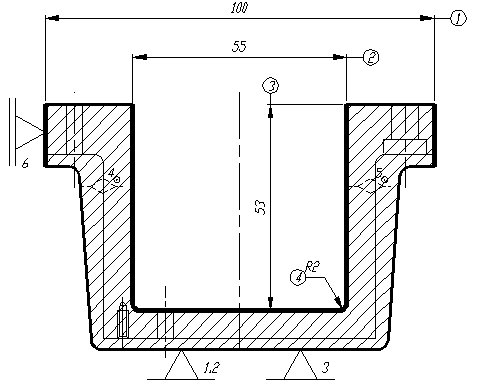
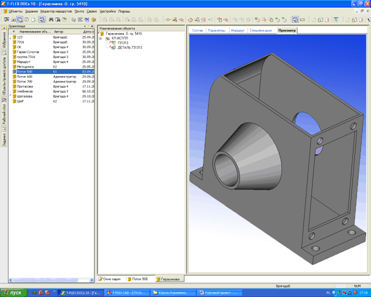
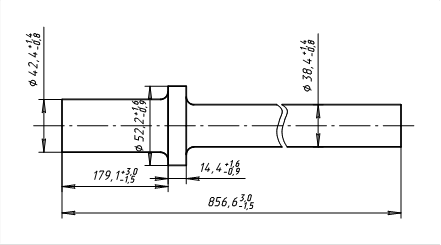
Деталь «Подставка» может быть описана как П-образный профиль с лапками в основании. Конструктивно она состоит из основания, стенок и перемычки. Толщина основания постоянна и равна 13 мм, толщина сечения стенок – 7,5 мм. перекладины — 7 мм. В основании выполнено два отверстия под крепежные болты М6 с внутренним шестигранником, а также два центрирующих отверстия под штифт Æ 4Н7 В перекладине выполняется 4 отверстия Æ 4+0,1, и 4 резьбовых отверстия М3. Внешний вид детали показан на чертеже.
1.2 Материал детали и его свойстваДеталь изготавливается из стали 45 по ГОСТ 1050-74;
Материал детали – сталь 45, предназначенная для деталей общемашиностроительного назначения, не испытывающих значительных разнонаправленных нагрузок, трения и не предназначенных для работы в коррозионно-активной среде.
Химический состав и физические свойства стали 45 приведены в табл. 1 и 2.
Таблица 1
Химический состав стали 45, %
| С | Si | Mn | Cr | S | P | Cu | Ni | As |
| не более | ||||||||
| 0.42-0.50 | 0.17-0.37 | 0.50-0.70 | 0.25 | 0.04 | 0.035 | 0.25 | 0.25 | 0.08 |
Таблица 2
Механические и физические свойства стали 45
| Механические свойства | Физические свойства | |||||
| sв, МПа | s, % | н, кДж/м2 | НВ | , г/см3 | , Вт/мс | 106, 1/с |
| 630 | 17 | 173 | 197 | 7,8 | 57 | 11,649 |
Анализ конструкции детали показал:
– конструкция детали полностью состоит из унифицированных конструктивных элементов;
– заготовка для детали имеет простую форму;
– размеры и поверхности детали имеют точность и шероховатость, соответствующие их функциональному назначению;
– форма, размеры, марка материала детали хорошо соответствуют требованиям технологии изготовления и дальнейшей эксплуатации;
– в конструкции детали нет закрытых элементов;
– в конструкции детали нет поверхностей, труднодоступных для режущего инструмента;
– все обрабатываемые поверхности могут быть обработаны стандартными инструментами;
По результатам анализа можно сделать вывод о том, что деталь технологична.
2. Определение типа производстваТип производства согласно ГОСТ 3.1108-74 характеризуется коэффициентом закрепления операций за одним рабочим местом или единицей оборудования. Программа выпуска деталей может быть определена по формуле:
![]() шт,
шт,
где N1=10 шт – программа производства основных изделий;
m=1 шт – количество деталей в машине;
=7% – процент запасных частей
Для перспективной программы
N = 600000*1*1,07 = 642000 шт.
Ориентируясь на таблицы соответствия массы и объема производства, принимаем, что основная программа соответствует единичному, а перспективная – массовому производству.
3. Выбор и обоснование методов получения заготовок для основной и перспективной программ
В единичном производстве возможно получение детали из сплошного материала, однако в силу изогнутости детали, большая часть материала заготовки перейдет в стружку. Для стальных деталей, выполненных из конструкционной стали, предпочтительным методом получения заготовки является поковка или штамповка.
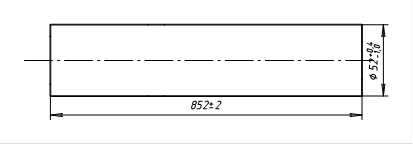
Свободная ковка позволяет обойтись без сложной штамповой оснастки и получить заготовку близкой к детали формы путем свободной проковки молотом на оправках. Форма заготовки показана на рис. 1
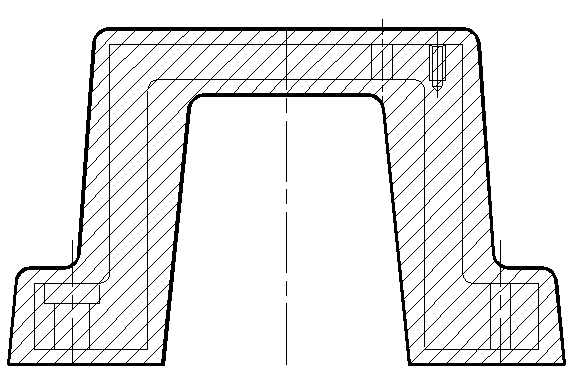
Рис. 1. Форма заготовки
В крупносерийном и массовом производстве изготовление заготовки, форма которой была бы как модно более близка к форме заготовки, является обязательным условием. В этом случае можно использовать штамповую оснастку, в которой заготовка получается за один ход ползуна штампа. Внешне форма заготовки останется такой же, как показано на рис. 1, но припуски уменьшатся. Если для поковки припуск составляет 5-7 мм на сторону, то для штамповки в закрытых штампах – около 2 мм, а для прецизионной штамповки точность размеров сравнима с точностью после однократной механической обработки.
Таким образом принимаем для основной программы – поковку, а для перспективной – штамповку в закрытых штампах.
4. Обоснование маршрута обработки для основной и перспективной программ
Отличие технологических процессов в серийном и единичном производстве заключается прежде всего в степени механизации и автоматизации работ. Для единичного производства характерно индивидуальное получение размеров, разделение операций в соответствии с обрабатываемыми поверхностями, низкая степень механизации вспомогательных операций.
Для основной программы предлагается следующий маршрут:
Операция 005
Наименование: Вертикально-фрезерная
Оборудование: Вертикально-фрезерный 6М12П
Оснастка: Фрезерное приспособление (тиски машинные)
Инструмент: фреза с механическим креплением твердосплавных пластин по ГОСТ 29595-85 80 мм, z=8; пластины 01114-160304 из твердого сплава Т15К6 по ГОСТ 19046-83
Содержание:
1. Фрезеровать плоскость, основания выдерживая размер 62
Операция 010
Наименование: Вертикально-фрезерная
Оборудование: Вертикально-фрезерный 6М12П
Оснастка: Фрезерное приспособление (тиски машинные)
Инструмент: фреза с механическим креплением твердосплавных пластин по ГОСТ 29595-85 80 мм, z=8; пластины 01114-160304 из твердого сплава Т15К6 по ГОСТ 19046-83
Содержание:
1. Фрезеровать плоскость «как чисто»
2. Переустановить заготовку
3. Фрезеровать плоскость, выдерживая размер 40
Операция 015
Наименование: Вертикально-фрезерная
Оборудование: Вертикально-фрезерный 6М12П
Оснастка: Фрезерное приспособление (тиски машинные)
Инструмент: фреза с концевая твердосплавная 20 мм, z=4; Т15К6
Содержание:
1. Фрезеровать боковые поверхности лапок, выдерживая размер 1
2. Фрезеровать проем, выдерживая размеры 2-4
Операция 020
Наименование: Вертикально-фрезерная
Оборудование: Вертикально-фрезерный 6М12П
Оснастка: Фрезерное приспособление (тиски машинные)
Инструмент: фреза с механическим креплением твердосплавных пластин по ГОСТ 29595-85 80 мм, z=8; пластины 01114-160304 из твердого сплава Т15К6 по ГОСТ 19046-83
Содержание:
Похожие работы
... , КБАЗ – базовое значение показателя технологичности. >1 >1>1 Видим, что деталь технологична для разового, повторяющегося единичного и серийного производств. 7. Разработка технологического процесса изготовления детали в САПР ТехноПро Технологический процесс изготовления детали будем разрабатывать в САПР ТехноПро. Система ТехноПро обеспечивает проектирование операционных ...





... регулирования ТП изготовления детали «Корпус ТМ966.2120-35» и статистического приемочного контроля Применение статистического регулирования технологического процесса изготовления детали «Корпус ТМ966.2120-35» представляет собой корректировку параметров процесса по результатам выборочного контроля параметров продукции, осуществляемого для технологического обеспечения заданного уровня качества. ...
... для получения заготовки метод ковки на ГКМ. 7. Разработка варианта технологического маршрута механической обработки детали Разработка технологического маршрута обработки детали Шток проводится на основании типового технологического процесса обработки шлицевого вала с учетом мелкосерийного типа производства. 7.1 Выбор обоснование способов обработки поверхностей заготовки На основании ...





... , приходящегося на него, менее 138 м3 . Если естественное проветривание невозможно, то в такие помещения нужно подавать не менее 60 м3/ч на одного человека. Среди операций технологического процесса изготовления корпуса присутствуют операции шлифования, на которых воздух загрязняется абразивной пылью, поэтому следует предусмотреть местную вытяжную вентиляцию рисунок 5 [12]. Для улавливания ...
0 комментариев