Навигация
Токарно-револьверные станки
31502
знака
8
таблиц
2
изображения
1. Токарно-револьверные станки
Токарно-револьверные станки применяются в серийном производстве для обработки деталей из прутков или из штучных заготовок. На этих станках можно выполнить все основные токарные операции.
Револьверные станки отличаются от токарно-винторезных тем, что не имеют задней бабки и ходового винта, а имеют револьверную головку, в гнездах которой может быть установлен разнообразный инструмент. При наличии специальных комбинированных державок можно в одном гнезде головки, закрепить несколько инструментов. Заготовки зажимаются патронами или специальными цанговыми зажимными устройствами. Револьверная головка может поворачиваться вокруг своей оси, и тогда инструмент последовательно подводится к детали, обрабатывая ее за несколько переходов. Инструмент крепится также и в резцедержателе поперечного суппорта. Применение токарно-револьверных станков считается рациональным в том случае, если по технологическому процессу обработки детали требуется применение большого количества режущего инструмента.
К преимуществам токарно-револьверных станков, по сравнению с токарными, относятся: возможность сокращения машинного времени за счет применения многорезцовых державок и одновременной обработки детали инструментом, установленным на револьверной головке и поперечном суппорте, а также сравнительно малые затраты времени за счет предварительной настройки станка на обработку детали многими инструментами.
Токарно-револьверные станки в зависимости от вида обрабатываемых заготовок бывают прутковые или патронные. Обычно станки малого размера - прутковые, а среднего размера могут быть как прутковые, так и патронные. Крупные револьверные станки обычно патронные. Все эти станки делятся на станки с вертикальной и горизонтальной осью вращения револьверной головки (рис.16).

3 2 1
Рис.16. Токарно-револьверный станок 1Н325
В условия серийного производства в качестве приспособлений используются универсальные стандартные приспособления.
Выбор оснастки:
| № операции | Установочно-зажимное приспособление |
| 015 | 7100-0015 - трех кулачковый самоцентрирующий патрон ГОСТ 2675-80. |
| 020, 025 | Специальное установочно-зажимное приспособление |
Таблица 6
Выбор режущего инструмента
| № операции | Средства технологического оснащения | Краткая техническая характеристика | Код, ГОСТ | Источник |
| 015 | Расточной резец | Н=20мм, В=20мм, L=100мм | 2142-0191 ГОСТ 9795-84 | [4, с.239] |
| Резцы отрезные | Н=25мм, В=16мм, L=80мм | 2177-0503 ГОСТ 18890-73 | [4, с.258] | |
| Резец проходной упорный, Т5К10 | Н=25мм, В=25мм, L=150мм | 2103-0712 ГОСТ 18890-73 | [4, с.267] | |
| Резец канавочный | Н=20мм, В=12мм, L=мм | 2177-0001 ГОСТ 18894-73 | [4, с.262] | |
| Фреза концевая | d=32 мм, L=155мм, l=53 мм | ГОСТ 17026-71 | [4, с.224] | |
| 020 | Фреза концевая | d=32 мм, L=155мм, l=53 мм | ГОСТ 17026-71 | [4, с.224] |
| 025 | Сверло с коническим хвостовиком | d=10 мм, L=120мм, l=55 мм | ГОСТ 11183-71 | [4, с.234] |
| 025 | Метчик RC1 1/2 | ГОСТ 3266-81 | [4, с.310] |
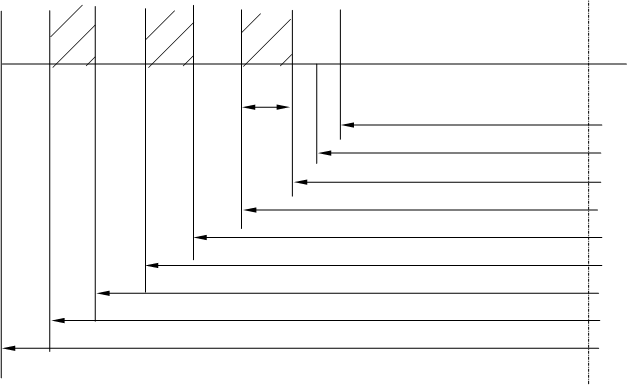
Раздел IV. Технологические расчеты 4.1 Расчет припусков
Определение общего припуска на сторону.
Общий припуск на сторону определяется с учетом следующих данных:
1) допуск размера детали от базы до обрабатываемой поверхности;
2) вид окончательной обработки;
3) метод установки отливки при обработке;
4) общий допуск элемента поверхности;
5) уровень точности обработки;
6) ряд припуска;
7) тип производства;
8) тип обрабатываемой поверхности;
9) соотношение между требуемой точностью обработанной поверхности детали и исходной точностью поверхности отливки.
Допуск размера детали - 0,022 мм. При обработке тел вращения базой является ось детали. Следовательно, допуск размера от базы до обрабатываемой поверхности равен 0,022/2=0,011 мм.
Вид окончательной обработки определяется в зависимости от соотношения между допусками размера детали и отливок и от базы обработки до обрабатываемой поверхности и допуска размера отливки.
Соотношение ITJIT3=0,011/1,2 = 0,009 (допуск на размер отливки 1,2 мм).
По табл.3.10 при допуске размера отливки свыше 1,0 мм и соотношения допусков до 0,01 вид окончательной механической обработки - тонкое точение.
Заготовка на станке устанавливается без выверки при односторонних отклонениях формы и расположения обрабатываемой поверхности относительно номинальной. В этом случае припуск назначают с учетом полного значения допуска формы и расположения обрабатываемой поверхности относительно номинальной. При индивидуальной обработке отливок, когда установка осуществляется с выверкой по обрабатываемой поверхности, припуски назначают с учетом половинных значений допуска формы и расположения обрабатываемой поверхности.
Общий допуск элемента поверхности определяется на размер от обрабатываемой поверхности до базы обработки, при этом допуски размеров отливки, изменяемых обработкой, определяют по номинальным размерам детали. Так как отклонения формы и расположения поверхностей не регламентируются, то общий допуск равен допуску на размер детали.
Уровень точности обработки. Обработка детали ведется на станке нормальной точности с ручным управлением. В соответствии с табл.3.12 уровень точности обработки - пониженный.
При пониженном уровне точности обработки значения припуска следует принимать на 1 строку ниже интервала действительного допуска (см. примечание 2 к табл.3.12).
Тип производства - серийное. Для отливок мелкосерийного и единичного производства допускается назначать увеличенные значения припусков, соответствующие интервалам общих допусков, расположенным в табл.3.14 соответственно на 1 и 2 строки ниже интервала действительного допуска.
Тип обрабатываемой поверхности - поверхность вращения. С учетом примечания, половинный допуск равен 1,2/2 = 0,6 мм.
По табл.3.14 для допуска 0,6 мм чистовой обработки для 6-го ряда припуска общий припуск равен 2,2 мм. С учетом уровня точности обработки припуск должен назначаться на 1 строку ниже интервала действительного допуска, т.е. в диапазоне свыше 1,5 до 2,2 мм, т.е. общий припуск на сторону составит 2,2 мм - это суммарный припуск на все переходы обработки: черновой, получистовой, чистовой и тонкой. В соответствии с табл.3.14 составляющими для каждого вида обработки будут:
черновая - 0,5 мм;
получистовая - 0,3 мм;
чистовая - 0,2 мм
тонкая - 0,1мм
Таблица 9 - Припуски и допуски на обрабатываемые поверхности
| Поверх- ность | Размер, мм | Припуск, мм | Допуск, мм | Предельное отклонение, мм | |
| Верхнее | Нижнее | ||||
| 1. | Ø 145 | 4,0 | 0,9 | 0,6 | 0,3 |
| 2. | Ø 71 | 3,0 | 0,5 | 0,25 | 0,25 |
| 3. | Ø 45 | 2,0 | 0,3 | 0,1 | 0,2 |
| 4. | Ø 60 | 3,0 | 0,5 | 0,25 | 0,25 |
| 5. | Ø 100 | 2,2 | 0,6 | 0,3 | 0,3 |
| 6. | 42 | 2,5 | 0,5 | 0,2 | 0,3 |
| 7. | 16 | 2 | 0,3 | 0,2 | 0,1 |
Режимы резания оказывают влияние на точность и качество обработанной поверхности, производительность и себестоимость обработки.
Режимы резания определяются глубиной резания t, мм; подачей на оборот Sо, мм/об и скоростью резания V, м/мин.
Операция 015: Токарно-револьверная.
Оборудование - Токарно-револьверный станок 1Н325, приспособление - Трех кулачковый самоцентрирующий патрон.
Исходные данные: деталь - корпус подшипника, материал заготовки - СЧ 20 ГОСТ 1412-85, получаемая шероховатость Ra1,6мкм.
Содержание операции: обтачивание наружной поверхности Ø 145.
Режущий инструмент: резец проходной упорный материал режущей части Т5К10.
Глубина резания t = 1,5 мм.
Sтабл. = 0,65 мм/об. [3, с.365]
Нормативный период стойкости: Тн. = 60 мин.
Скорость резания:
Vтабл. = 170 м/мин, [3, стр.60]
Частота вращения:
![]() ,
,
где D - диаметр обрабатываемой поверхности, D = 145 мм.
![]()
Уточнение частоты вращения по паспорту станка: n = 350об/мин.
Пересчет скорости резания с учетом уточненной частоты вращения:
![]()
Определение минутной подачи:
![]()
![]()
Длина рабочего хода:
Lр. х. = Lрез. + у, где
Lрез. = 5 мм.
y = ![]() длина врезания и перебега инструмента
длина врезания и перебега инструмента
y = 5+2 = 7 мм.
Lр. х = 5 + 7 = 12 мм.
Расчет основного времени обработки:
![]() ,
,
Кр=1 - число рабочих ходов
Содержание перехода: расточить внутреннюю цилиндрическую поверхность Ø62Н7+0,03 мм.
Режущий инструмент: резец расточной проходной, материал режущей части Т5К10.
Глубина резания t = 2,0 мм.
Sтабл. = 0,3 мм/об. [3, с.365]
Нормативный период стойкости: Тн. = 60 мин.
Скорость резания: Vтабл. = 142 м/мин, [3, стр.60]
Частота вращения:
![]() ,
,
где D - диаметр обрабатываемой поверхности, D = 62 мм.
![]()
Уточнение частоты вращения по паспорту станка: n = 730 об/мин.
Пересчет скорости резания с учетом уточненной частоты вращения:
![]()
Определение минутной подачи:
![]()
![]()
Длина рабочего хода:
Lр. х. = Lрез. + у, где
Lрез. = 32 мм.
y = ![]() длина врезания и перебега инструмента
длина врезания и перебега инструмента
y = 3+2 = 5 мм.
Lр. х = 32 + 5 = 37 мм.
Расчет основного времени обработки:
![]() ,
,
Кр=2 - число рабочих ходов
Сверлильная. Содержание перехода: сверлить отверстие Ø12 мм.
Режущий инструмент: сверло с коническим хвостовиком, режущая часть Р6М5.
Sтабл. = 0,3 мм/об. [3, с.425]
Нормативный период стойкости: Тн. = 60 мин.
Скорость резания:
Vтабл. = 10 м/мин, [3, стр.120]
Частота вращения:
![]() ,
,
где D - диаметр обрабатываемой поверхности, D = 12 мм.
![]()
Уточнение частоты вращения по паспорту станка: n = 250 об/мин.
Пересчет скорости резания с учетом уточненной частоты вращения:
![]()
Определение минутной подачи:
![]()
![]()
Длина рабочего хода:
Lр. х. = Lрез. + у, где
Lрез. = 20 мм.
y = ![]() длина врезания и перебега инструмента
длина врезания и перебега инструмента
y = 3+2 = 5 мм.
Lр. х = 20 + 5 = 25 мм.
Расчет основного времени обработки:
![]() ,
,
Кр=1 - число рабочих ходов
4.3 Расчет технических норм времениПод технически обоснованной нормой времени понимается, время необходимое для выполнения заданного объема работы при определенных организационно - технических условиях.
В серийном производстве определяется норма штучно-калькуляционного времени Тш-к:
Тш-к = (Тп-з/n) +Тшт
Определяем Твс
Твс = tуст +tпер + tизм
Твс = 0,7+0,12+0,26+0,26+0,11+0,8 = 2,2 мин.
Определяем Тшт. к по наибольшему времени То и наименьших режимах резания:
Топер. (токарная) = То+Твс = 10,5 + 1 = 11,5 мин
Топер. (расточная) = То+Твс = 1,66 + 2 = 3,66 мин
Топер. (сверлильная) = То+Твс = 8,6 + 1,4 = 10 мин
Топер. (шлифовальная) = То+Твс = 5,5 + 2,5 = 8,0 мин
Топер. (алмазно-расточная) = То+Твс = 4,8 + 1,7 = 6,5 мин
Тдоп = Топер х4% = 1,1 х 4% = 0,04 мин
Тшт = Топер + Тдоп = 45+0,04 = 45,04 мин.
Тп. з = tнал + tпол. инст + tпод. нал = 5+7,5+8 = 20 мин.
Тшт. к = Тп. з /n+ Тшт = 20/100 + 45,04 = 45,24 мин.
Заключение
Ведущая роль в ускорении научно-технического прогресса, поднятию России на мировой уровень в сфере производства призвано сыграть машиностроение, которое в кратчайшие сроки необходимо поднять на высший технический уровень. Цель машиностроения - изменение структуры производства, повышение качественных характеристик машин и оборудования. Предусматривается осуществить переход к экономике высшей организации и эффективности со всесторонне развитыми силами, зрелыми производственными отношениями, отлаженным хозяйственным механизмом. Такова стратегическая линия государства.
Предметом исследования и разработки в технологии машиностроения являются виды обработки, выбор заготовок, качество обрабатываемых поверхностей, точность обработки и припуски на неё, базирование заготовок; способы механической обработки поверхностей - плоских, цилиндрических, сложнопрофильных и др.; методы изготовления типовых деталей - корпусов, валов, зубчатых колёс и др.; процессы сборки (характер соединения деталей и узлов, принципы механизации и автоматизации сборочных работ); конструирование приспособлений.
Основными направлениями развития современной технологии: переход от прерывистых, дискретных технологических процессов к непрерывным автоматизированным, обеспечивающим увеличение масштабов производства и качества продукции; внедрение безотходной технологии для наиболее полного использования сырья, материалов, энергии, топлива и повышения производительности труда; создание гибких производственных систем, широкое использование роботов и роботизированным технологических комплексов в машиностроении и приборостроении.
Список литературы
1. ГОСТ 26645-85. Отливки из металлов и сплавов.
2. Справочник технолога - машиностроителя. В 2-хт. Т.1 / Под ред. А.М. Дальского, А.Г. Суслова, А.Г. Косиловой, Р.К. Мещерякова. - 5-е изд., исправл. - М.: Машиностроение - 1, 2003 г.912 с., ил.
3. Справочник технолога - машиностроителя. В 2-х т. Т.2 / Под ред. А.М. Дальского, А.Г. Суслова, А.Г. Косиловой, Р.К. Мещерякова. - 5-е изд., исправл. - М.: Машиностроение - 1, 2003 г.944 с., ил.
4. Расчет припусков и межоперационных размеров в машиностроении: Учеб. пособие для машиностроит. спец. Вузов / Я.М. Радкевич и др.; под редакцией В.А. Тимирязева. - М.: Высшая школа, 2004. - 272 с.
5. Ансеров М.А. Приспособления для металлорежущих станков. - Л.: Машиностроение, 1975.
6. Анурьев В.И. Справочник конструктора - машиностроителя. М.: Машиностроение, 1992 - Т1.
7. Выбор литья и проектирование чертежа отливки: Метод. указания. / Сост.: В.А. Литвиненко, Ю.С. Косоротова; ОмГТУ. - Омск, 1996. - 44с.
8. Добрыднев И.С. Курсовое проектирование по предмету "Технология машиностроения": Учебн. Пособие для техникумов по специальности "Обработка металлов резанием". - М.: Машиностроение, 1985.184с., ил
9. Зуев А.А. Технология машиностроения. 2-е изд., испр. И доп. - СПб.: Издательство "Лань, 2003. - 496с.
10. Козлова Т.А. Курсовое проектирование по технологии машиностроения: Учеб. пособие. - Екатеринбург: Изд-во Урал. Гос. Проф. - пед. ун-та, 2001. - 169с.
11. Куклин Н.Г., Куклина Г.С. Детали машин: Учеб. для машиностроит. спец. техникумов. - 4-е изд., перераб и доп. - М.: Высш. шк., 1987. - 383с.: ил.
12. Общемашиностроительные нормативы режимов резания: Справочник: В 2 т.: Т.1/А.Д. Локтев, И.Ф. Гущин, В.А. Батуев и др. - М.: Машиностроение, 1991. - 640 с.
13. Общемашиностроительные нормативы времени вспомогательного, на обслуживание рабочего места и подготовительно-заключительного для технического нормирования станочных работ: Сер. пр-во. М.: Машиностроение, 1974. 420 с.
14. Общемашиностроительные нормативы времени и режимов резания на токарно-автоматные работы. Часть I. Серийное, крупносерийное, массовое производство.: "Экономика", 1989. - 298чс.
15. Технологические наладки: Методические указания к курсовому и дипломному проектированию по технологии машиностроения / Сост. Ф.В. Беляков; ОмПИ, - Омск, 1980, 1,2ч.
Похожие работы
... выбора технологического оснащения В состав технологического оснащения входит оборудование и технологическая оснастка – установочные приспособления, режущий, мерительный и вспомогательный инструменты. Выбор станочного оборудования является одной из важнейших задач при разработке техпроцесса механической обработки заготовки. От правильности его выбора зависит производительность изготовления ...
... штучного времени Тнт, ч 12.8 10.07 Приведенные затраты Пзд, гр По минимуму приведенных затрат предпочтителен вариант получения заготовки подшипниковой крышки литьем под давлением. 5. Проектирование технологического процесса механической обработки детали. 5.1 Разработка маршрута технологического процесса. При разработке технологического процесса следует ...





... детали, что и является основной целью курсовой работы. Выбор типа заготовки и метода ее получения оказывают самое непосредственное и весьма существенное влияние на характер построения технологического процесса изготовления детали, так как в зависимости от выбранного метода получения заготовки может в значительных пределах колебаться величина припуска на обработку детали и, следовательно, меняется ...





... регулирования ТП изготовления детали «Корпус ТМ966.2120-35» и статистического приемочного контроля Применение статистического регулирования технологического процесса изготовления детали «Корпус ТМ966.2120-35» представляет собой корректировку параметров процесса по результатам выборочного контроля параметров продукции, осуществляемого для технологического обеспечения заданного уровня качества. ...
0 комментариев