ПРОЕКТИРОВАНИЕ УЧАСТКА
МЕХАНИЧЕСКОГО ЦЕХА
ПО ИЗГОТОВЛЕНИЮ ДЕТАЛИ
ВАЛ-ШЕСТЕРНЯ
Пояснительная записка.
I. Общая часть.
1.1. Назначение машины
1.2. Конструктивно-технологическая характеристика деталей.
II. Технологическая часть.
2.1. Анализ существующих технологических процессов.
2.2. Определение типа производства.
2.3. Выбор вида заготовок и способы их получения.
2.4. Выбор вариантов технологических маршрутов.
2.5. Определение припусков, допусков и размеров заготовок.
2.6. Расчет массы заготовок и коэффициенты использования металла.
2.7. Выбор оборудования.
2.8. Выбор баз, режущего и материального инструмента и приспособлений.
2.9. Определение режимов резания по формулам на две операции.
2.10. Выбор режимов резания из справочников.
2.11. Определение штучного времени.
III.Специальная часть.
3.1. Выбор, описание конструкции и расчет режущего инструмента для выполнения операции.
3.2. Выбор, описание конструкции и расчет измерительного инструмента для выполнения операции.
3.3. Выбор, описание конструкции и расчет приспособления операции.
IV.Экономическая часть.
4.1. Определение трудоемкости на годовую программу по каждой операции.
4.2. Расчет действительного годового фонда времени работы оборудования.
4.3. Расчет необходимого количества оборудования и его загрузки.
4.4. Определение площади участка.
4.5. Расчет стоимости основных фондов.
4.6. Расчет фонда времени одного рабочего.
4.7. Расчет количества рабочих и определении штата участка.
4.8. Расчет фонда заработной платы работающих.
4.9. Расчет стоимости основных материалов.
4.10. Расчет цеховых (участковых) накладных расходов.
4.11. Расчет себестоимости товарного выпуска.
4.12. Сводные технико-экономические показатели работы участка.
4.13. Сравнение двух вариантов обработки на одной из операций.
V.Организационная часть.
5.1. Планировка оборудование и рабочих мест на участке.
5.2. Организация транспортировки изделий на участке.
5.3. Организация рабочего места станочника.
5.4. Организация инструментального хозяйства.
5.5. Организация технологического контроля.
6.Охрана труда, техника безопасности.
I. Общая часть.
1.1. Назначение машины.
Дизелевоз рудничный Д10Г предназначен для транспортирования подвижного состава, вагонеток, платформ и других подвижных единиц в подземных условиях, а также на поверхности угольных и рудных шахт с нормальным и завышенным уклоном пути до 0,05 с колеей 750 и 900 мм, где правилами безопасности разрешается эксплуатация оборудования в рудничном взрывобезопасном исполнении РВ.
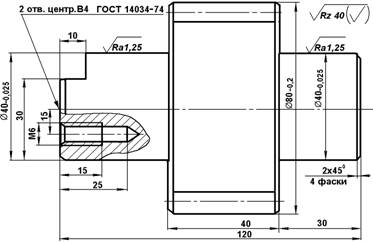
1.2. Конструктивно-технологическая характеристика деталей.
Деталь вал-шестерня Д10Г.02.00.203. входит в устройство четырех ступенчатого коническо - цилиндрического редуктора с планетарной передачей 20.00.200., который предназначен для передачи крутящих моментов от гидропривода дизелевоза на колесные пары и изменения V вращения.
II. Технологическая часть.
2.1. Анализ существующих технологических процессов.
Вставка
2.2. Определение типа производства.
В машиностроении в зависимости от производственной программы и характера изготавливаемой продукции различают три вида производства: единичное, серийное и массовое, т.к. заданная годовая программа выпуска деталей ровняется 18000 шт. в год
Расчет припусков на обработку детали:
Исходные данные:
1. Деталь – Вал-шестерня Д10Г.02.00.203
2. Материал – сталь 18ХГТ ГОСТ 4543-71
3. Масса детали - Qд = 18 кг.
4. Тип производства – среднесерийный.
Задание.
1. Выбрать вид заготовки.
2. Назначить технологический процесс.
3. Рассчитать припуск на размер ø65k6 аналитическим методом.
4. Выбрать припуски на остальные размеры.
5. Определить объем заготовки.
6. Определить массу заготовки.
7. Определить коэффициент использования материала (КИМ).
8. Выполнить чертеж заготовки.
Решение.
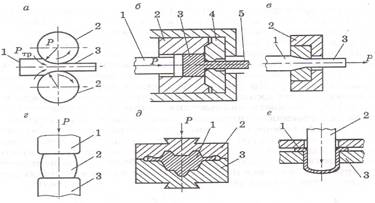
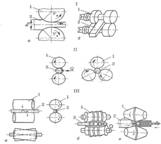
1. Исходя из конфигурации детали, материала, массы и типа производства выбираем заготовку – штамповку на горизонтально-ковочной машине (ГКМ) I-й степени точности ([1], рис. 5 стр. 28).
2. Назначаем технологический процесс:
00 ЗАГОТОВИТЕЛЬНАЯ
05 ФРЕЗЕРНО-ЦЕНТРОВАЛЬНАЯ
10 ТОКАРНАЯ I
15 ТОКАРНАЯ II
20 ЗУБОРЕЗНАЯ
25 ТЕРМИЧЕСКАЯ (закалка зубьев и цементация)
30 КРУГОШЛИФОВАЛЬНАЯ
35 Шлицефрезерная I
40 Шлицефрезерная II
45 Агрегатая
50 Слесарная
55 Контрольная
3. Аналитический расчет припуска на размер ø65k6![]()
Расчет припусков на обработку ведем, пользуясь табличными значениями; результаты постепенно заносятся в таблицу расчета припусков и предельных размеров.
3.1. Выполняется пункт 1 в табл. №1.
3.2. Записываются значения:
Rzз. = 150мкм Тз = 250мкм - табл. значение
![]() Rzз.чер. = 50мкм Тчер = 50мкм
Rzз.чер. = 50мкм Тчер = 50мкм
Rzз.чис. = 30мкм Тчис = 30мкм табл. значение.
Rzз.шл. = 10мкм Тшл. = 20мкм
3.3. Определяется суммарное отклонение:
![]()
ρсм = 0,6мм – табл. значение.
ρкор = ∆k∙ℓ = 1∙97мкм = 0,1мм
∆k = 1мк/мм (табл. зн.).
ℓ = ![]()
Lд – длина детали, мм
ρц = 
Допуск на поверхности, используемые в качестве базовых на фрезерно-центровальной операции, рассчитывается по формуле:
δз = Нед+Иш+Ку
Нед = 1,1мм; Иш = 0,55мм (табл. знач.).
Ку = 1,0 мк/мм – колебания усадки
Ку = 1,0 ∙ 65 = 65мк ≈0,07мм
d = 65мм
δз = 1,1+0,55+0,07=1,72мм
ρц = 
![]()
3.4. Определяются остаточная величина пространственного отклонения:
после чернового обтачивания:
0,06∙ρз = 0,06∙1080 ≈ 65мкм
после чистового обтачивания:
0,04∙ρз = 0,04∙1080 ≈ 43мкм
после предварительного шлифования:
0,02∙ρз = 0,02∙1080 ≈ 22мкм
3.5. Выбираются допуск на черновое и чистовое обтачивание:
ρчер = 400мкм
ρчис = 200мкм табл. значения.
ρшл = 60 мкм
3.6. Производится расчет минимальных значений припусков по формуле:
2zimin = 2(Rzi-1+Ti-1+ρi-1)
Минимальный припуск:
под черновое обтачивание
2zimin = 2(150+250+1080) = 2∙1480мкм;
под чистовое обтачивание
2zimin = 2(50+50+65) = 2∙165мкм;
под предварительное шлифование
2zimin = 2(30+30+43) = 2∙103мкм;
под окончательное шлифование
2zimin = 2(10+20+22) = 2∙52мкм;
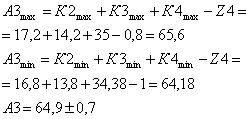
3.7.Заполняется таблица расчета припусков и предельных размеров, руководствуясь порядком расчета для наружных поверхностей (табл. знач.) – левая колонка.
3.8. Выполняется проверка по формуле:
2zomax – 2zomin = δDз – δDд
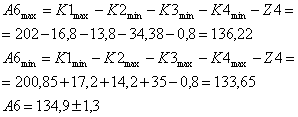
3.9. Определяются допустимые отклонения по формулам:
Bо=![]()
Ho=![]()
3.10. Определяется номинальный размер заготовки:
![]()
4. Выбирается припуск на остальные размеры по ГОСТ 7505-74 или допуски по табл. 6.1. Лист 35; табл. 8.1. и 8.2. лист 43.
4.1. На размер ø 113 Н12
![]()
4.2. На размер ø 70 k6
![]()
4.3. На размер ø 75![]()
![]()
4.4. На размер Z=194![]()
Z![]() =194+2(2.7+0.3)=200
=194+2(2.7+0.3)=200![]()
4.5. На размер Z=65
Z![]()
4.6. На размер Z=73
Z![]()
5. Определяется объем заготовки:
![]()
![]()
![]()
Похожие работы

... поверхности 16 нарезать резьбу метчиком М6-поверхность 17. 4.4 ОБРАБОТКА ЗАГОТОВКИ НА ЗУБОФРЕЗЕРНОМ СТАНКЕ Рис. 4.6 Червячная фреза Как отмечалось выше, при предварительном обсуждении маршрута технологического процесса, в данном случае целесообразно применение зубофрезерования червячной фрезой (такой метод применяется при обработке колес от 5 до 11 степеней точности). Дисковая фреза с ...





... перехода высокого напряжения на электроды при пробое; - наличие на участке не менее двух рабочих, прошедших соответствующий инструктаж. 15.1.2 Расчёт и проектирование системы общего искусственного освещения проектируемого механического цеха Наиболее распространёнными источниками света являются лампы накаливания, люминесцентные лампы и дуговые ртутные лампы. Предпочтение отдают люминесцентным ...





... выбора последует после того, как будут выбраны оборудование и технологическая оснастка для сборочного цеха и проведено нормирование сборочных работ. 3.Разработка технологического процесса изготовления детали 3.1 Служебное назначение детали Вал предназначен для передачи крутящего момента или в качестве опор. В процессе эксплуатации вал подвергается воздействию нагрузок, работает при ...
... 7. ПОДБОР ОСНАСТКИ Выбор оснастки является одним из важнейших задач при разработке технологического процесса механической обработки заготовки, от правильного его выбора зависит производительность изготовления детали, экономическое использование производственных площадей, электроэнергии и в итоге себестоимости изделия. Оборудование на проектируемом участке должно быть по возможности ...
0 комментариев