Навигация
Разработка технологического процесса механической обработки детали "Вал-шестерня"
19779
знаков
5
таблиц
3
изображения
Министерство образования и науки РФ
Кафедра технологии машиностроения
Расчетно-пояснительная записка
к курсовому проекту
по дисциплине: «технология машиностроения»
Тема курсового проекта
Разработка технологического процесса механической
обработки детали «Вал-шестерня»
Выполнил: студент группы
Проверил: преподаватель
Содержание
ВВЕДЕНИЕ
1. НАЗНАЧЕНИЕ ДЕТАЛИ И УСЛОВИЯ ЕЁ РАБОТЫ, ХАРАКТЕРИСТИКИ МАТЕРИАЛА ДЕТАЛИ
2. АНАЛИЗ ТЕХНОЛОГИЧНОСТИ
3. Анализ типа производства
4. Проектирование технологического маршрута
5. ПОДБОР ОБОРУДОВАНИЯ
6. РАСЧЁТ ОПЕРАЦИОННЫХ РАЗМЕРОВ
7. ПОДБОР ОСНАСТКИ
8. Расчёт режимов механообработки
9. Нормирование операций
Список использованной литературы
ВВЕДЕНИЕ
Цель курсового проектирования по технологии машиностроения - научится правильно применять теоретические знания, полученные в процессе учебы, использовать свой практический опыт работы на машиностроительных предприятиях для решения профессиональных технологических и конструкторских задач.
К мероприятиям по разработке новых прогрессивных технологических процессов относится и автоматизация, на ее основе проектируется высокопроизводительное технологическое оборудование, осуществляющее рабочие и вспомогательные процессы без непосредственного участия человека.
В соответствии с этим решаются следующие задачи: расширение, углубление, систематизация и закрепление теоретических знаний и применение их для проектирования прогрессивных технологических процессов сборки изделий и изготовления деталей, включая проектирование средств технологического оснащения. Развитие и закрепление навыков ведения самостоятельной творческой инженерной работы. Овладение методикой теоретико-экспериментальных исследований технологических процессов механосборочного производства.
В курсовом проекте должна отображаться экономия затрат труда, материала, энергии. Решение этих вопросов возможно на основе наиболее полного использования возможностей прогрессивного технологического оборудования и оснастки, создания гибких технологий.
1. НАЗНАЧЕНИЕ ДЕТАЛИ И УСЛОВИЯ ЕЁ РАБОТЫ, ХАРАКТЕРИСТИКИ
Материала детали.
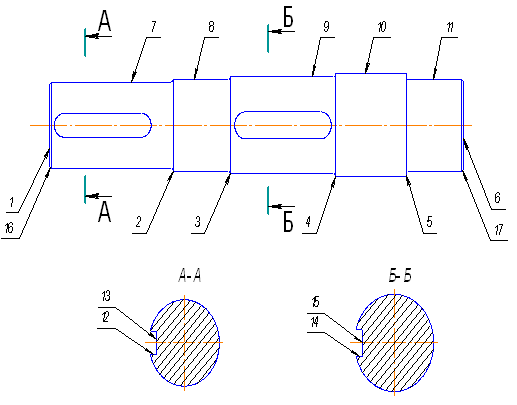
Вал-шестерня представляет собой тело вращения, располагается в корпусе редуктора, работает в зацеплении с другим зубчатым колесом с целью передачи крутящего момента от двигателя к приводам. Диаметры 25, служат для посадки подшипников.
Конец вала на котором имеются шпоночный паз предназначен для посадки зубчатого колеса.
Заготовка – прокат. Деталь выполняется из стали 45Х ГОСТ 4543-71.
Химический состав
| Химический элемент | % |
| Углерод | 0,45 |
| Хром, не более | 1,5 |
Механические свойства:
Термообработка: температуру закалки- 840о,среда охлаждения- масло; температуру отпуска- 520о,среда охлаждения- вода или масло;
![]()
2. АНАЛИЗ ТЕХНОЛОГИЧНОСТИ
Размеры детали соответствуют нормальному ряду чисел, допустимые отклонения размеров соответствуют СТ СЭВ 144 – 75. Деталь жесткая, имеет поверхности, удовлетворяющие требованиям достаточной точности установки. Простановка размеров технологична, т.к. их легко можно измерить на обрабатывающих и контрольных операциях. При изготовлении детали используют нормализованные измерительные и режущие инструменты.
3. АНАЛИЗ ТИПА ПРОИЗВОДСТВА
Характер технологического процесса в значительной мере зависит от типа производства деталей (единичного, серийного, массового). Это обусловлено тем, что в различных типах производств экономически целесообразно использование различного по степени универсальности, механизации и автоматизации оборудования, приспособлений, различного по сложности и универсальности режущего и измерительного инструмента. В зависимости от вида производства существенно изменяются и организационные структуры цеха: расстановка оборудования, системы обслуживания рабочих мест, номенклатура деталей и т.д.
Сведения перед разработкой технологического процесса отсутствуют. В этих условиях поступаю следующим образом. По табл.1 устанавливаю предварительно тип производства в зависимости от веса и количества деталей, подлежащих изготовлении в течение года.
Таблица №4.1. Выбор типа производства по программе выпуска
| Тип производства | Количество обрабатываемых деталей (изделий) одного наименования и типоразмера в год | ||
| Мелкие (легкие) | Средние | Крупные (тяжелые) | |
| Единичное | До 100 | До 10 | До 5 |
| Мелкосерийное | 101…500 | 11…200 | 6…100 |
| Среднесерийное | 501…5000 | 201…1000 | 101…300 |
| Крупносерийное | 5001…50 000 | 1001…5000 | 301…1000 |
| Массовое | Свыше 50 000 | Свыше 5000 | Свыше 1000 |
Установим предварительно тип производства: серийное(n=500)
4. ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКОГО МАРШРУТА
Исходными данными для проектирования технологического маршрута обработки детали являются: рабочий чертеж детали и производственная программа.
При этом предлагается придерживаться следующих рекомендаций:
В зависимости от шероховатости, точности и специальных требований чертежа детали назначают окончательные методы обработки.
Назначают методы предшествующей обработки поверхностей, т.е. определяются этапы: черновой, чистовой и отделочный.
При наличии операций термической обработки и гальванопокрытий определяют их место в технологическом процессе изготовления детали.
Устанавливают поверхности детали, подлежащие обработке на каждой операции, т.е. формируется примерное их содержание.
План обработки см. на чертеже ТМ 2008.31402 КП
Перечислим последовательность технологических операций получения детали:
005 - Фрезерно-отрезная
010 - Фрезерно-центровальная
015 - Токарно-винторезная
020 - Токарная с ЧПУ
025 - Шпоночно-фрезерная
030 - Зубофрезерная
035 - Круглошлифовальная
040 - Контрольная
Комплект технологической документации прилагается.
5. ПОДБОР ОБОРУДОВАНИЯ
005 Фрезерно-отрезная
Фрезерно-отрезной станок мод. 8А631
Техническая характеристика.
Диаметр пильного диска - 400 мм:
Наибольший диаметр разрезаемого круглого прутка - 110 мм.
Длина отрезаемой заготовки по упору - 20-1500 мм.
Частота вращения шпинделя - 3,78-21 об/мин.
Подача бабки пильного диска - 8-500 мм/мин.
Мощность э/д главного привода - 5,5 кВт.
Габаритные размеры станка, мм:
длина - 3545;
ширина - 2270;
высота - 1680.
Масса станка - 4180 кг.
Похожие работы
... 2, 3, 4 8 0,63 Точение черновое Точение чистовое ТО Шлифование пред. 7, 8, 9, 11 6 0,32 Точение черновое Точение чистовое ТО Круглошлиф. пред. Круглошлиф. чист. 7. Разработка технологического маршрута (плана) обработки детали При разработке технологического маршрута придерживаемся следующих принципов: 1. Технологические операции разрабатываем по принципу концентрации ...





... поковка. Группа стали – М2; Степень сложности – С2; Класс точности – Т4; Исходный индекс – 14. Метод получения заготовки – штамповка в закрытых штампах. Разработка маршрутного технологического процесса 05 Заготовительная Горячая штамповка 10 Фрезерно-центровальная А. Установить и снять заготовку 1. Фрезеровать торцы выдерживая размер 1401 мм Центровать отверстия В4 15 ...





... ;110 Æ113,4 7 Æ72 Æ75,2 10 Æ62 Æ58,4 6. Разработка маршрутно-технологического процесса При разработке маршрутно-технологического процесса решаются следующие задачи: 1. устанавливается последовательность операций обработки заготовки 2. выбирается технологическая база. При этом нужно стремиться к ...
... 0,3 0,035 0,035 2 Анализ технологичности конструкции детали Анализ технологичности является одним из важных этапов в разработке технологического процесса, от которого зависят его основные технико-экономические показатели: металлоемкость, трудоемкость, себестоимость. Деталь – колесо – изготовлено из легированной стали 40Х и проходит термическую обработку , что имеет значение в отношении ...
0 комментариев