Навигация
Склеивание деталей одежды. Область применения клеевых соединений
11037
знаков
3
таблицы
3
изображения
2. Склеивание деталей одежды. Область применения клеевых соединений
Клеевое соединение обеспечивает более высокое качество изделия и повышает производительность труда при изготовлении швейных изделий.
Клеевые соединения используются для прокладки кромки по срезам деталей, закрепления обтачки краев деталей. Изготовления бортовых прокладок для фронтального дублирования деталей, закрепления подогнутых краев деталей.
Клеевое соединение образуется из клеевого раствора или расплавившегося под воздействием тепла твердого клеевого состава, которые под давлением проникают в макро- и микропоры поверхностей. После испарения растворителя или прекращения теплового воздействия клеевой состав отвердевает и скрепляет поверхности материала.
Прочность и стойкость клеевого соединения определяется его адгезией и когезией.
Адгезия – обеспечение соединения клеевого состава и склеиваемой поверхности.
Когезия – клеящая способность самого клея. Для обеспечения высокого качества клеевого соединения силы адгезии между клеем и текстильным материалом должны быть больше сил когезии клея. Кроме того целесообразно подбирать клеевой состав, чтобы когезия его была меньше когезии склеиваемых материалов. В этом случае будет разрываться не текстильный материал, а слой клея.
Механизм связи между клеящим веществом и склеиваемым материалом объясняют адсорбционная, электрическая, диффузионная теория адгезии.
Склеивание материалов представляет сложный, состоящий из разных стадий процесс.
На первой стадии – смачивание поверхностей склеиваемых материалов клеем или его раствором, затем происходит диффузионное проникновение клея внутрь, образование двойного электрического слоя и химическое взаимодействие. В зависимости от природы клея и материалов, а также условий проведения процесса будет преобладать то или иное из рассматриваемых взаимодействий.
На последней стадии происходит затвердевание клея и завершение процесса склеивания.
Текстильные материалы, на которые наносится клеевое покрытие характеризуются по следующим показателям:
По структуре основы:
- ткани;
- трикотажные полотна;
- нетканые материалы;
- многозональные прокладки.
Тканые прокладки применяются для изготовления верхней женской и мужской одежды, для сорочек.
Трикотажные основы отвечают требованиям сохранения и эластичности и растяжимости материалов.
Нетканые материалы используются благодаря невысокой стоимости и разнообразию свойств. Материал, прошитый рядами цепных строчек, обеспечивает стабилизацию размеров и некоторую растяжимость.
Перфорированные прокладки обеспечивают высокую растяжимость пакета и могут быть использованы для эластичных материалов.
Многозональные прокладки предназначены для замены многослойной бортовой прокладки в верхней одежде. Они имеют разные ярко выраженные зоны: жесткую, переходную и мягкую. Каждая зона характеризуется определенными свойствами и отличается от другой зоны по волокнистому составу, толщине, ширине, переплетению. Жесткости, поверхностной плотности.
Прокладочные материалы могут иметь с изнаночной стороны подворсовку, которая обеспечивает проникновение излишков клея при расплавлении не в сторону основного материала, а внутрь ворса.
По волокнистому составу используют:
- вискоза;
- хлопок;
- синтетика (полиэстет, политорир);
- синтетический волос.
От волокнистого состава зависит упругость соединения. Наиболее мягкие полиэфирные прокладки: вискоза (целлюлоза) гарантируют жесткость.
По поверхностной плотности:
- ткани 70-160 г/м2 (до 280 г/м2);
- нетканые материалы 20-50 г/м2 (до 120 г/м2);
- объемные нетканые полотна 50-120 г/м2;
- трикотажные полотна 50-120 г/м2;
- многозональные прокладки: мелкая зона 90-150 г/м2, переходная 130-200 г/м2, жесткая 160-250 г/м2.
Выбирая прокладку следует руководствоваться общим правилом: она не должна быть тяжелее, чем основная ткань.
Вид клея для прокладки выбирается в зависимости от желаемых свойств пакета, он оказывает влияние на режимы дублирования и условия эксплуатации изделия.
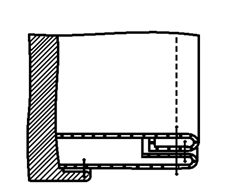
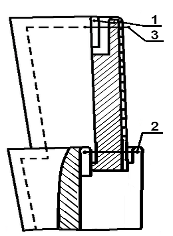
3. В табличной форме привести перечень операций по обработке узла, выбрав их из приложений А и Б. На сборочной схеме обозначить детали, поставить строчки, указать порядковый номер их выполнения
| Наименование узла обработки | Схема узла (эскиз) |
| Обработка разреза рукава мужской сорочки обтачкой |
|
| № ТНО | Наименование технологически неделимой операции | ТУ обработки | Специаль-ность | Разряд | Затрата времени, с | Оборудование, приспособления |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 |
| 1 | Притачать клинья к рукавам | Ш.ш. 0,7 см | СМ | 3 | 42 | 408-АМ |
| 2 | Притачать обтачки к разрезам рукавов | Ш.ш. 0,5 см | М | 4 | 84 | 597-М |
| 3 | Настрочить обтачки на разрезы рукавов | Ш.ш. 0,2 см, подгибая срез на 0,2 см | М | 4 | 65 | 597-М |
| 4 | Закрепить рукавные обтачки в конце разреза | Перегибая в конце разреза | М | 3 | 26 | 597-М |
| 5 | Подрезать излишки обтачек | Уравнивая по срезу низа рукавов | Р | 2 | 18 | Ножницы |
| Итого по узлу | 235 |
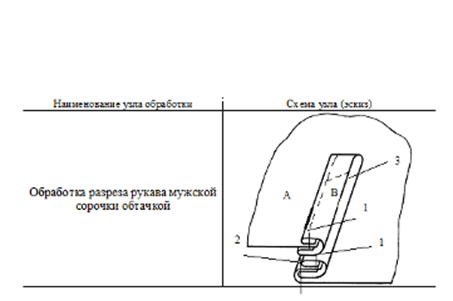
А-рукав
Б- обтачка
Список использованных источников
1. Савостицкий, А.В. Технология швейных изделий / А.В. Савостицкий; под ред. А.В. Савостицкого. – 2-е изд., перераб. и доп. – Москва: Легкая и пищевая промышленность, 1982. – 440 с.
2. Ивашкевич, Е.М. Методы соединения деталей одежды и влажно-тепловая обработка: курс лекций / Е.М. Ивашкевич, Н.П. Гарская, Р.Н. Филимоненкова; УО «ВГТУ». – Витебск: УО «ВГТУ», 2007. – 114 с.
3. Лабораторный практикум по технологии швейных изделий: учебное пособие / Е.Х. Меликов [и др.]. – Москва: КДУ, 2006. - 272 с.
4. Лабораторный практикум по технологии швейных изделий: учебное пособие для вузов / Е.Х. Меликов [и др.]. – Москва: Легпромбытиздат, 1988. – 272 с.
5. Справочник по швейному оборудованию / И.С. Зак [и др.]. – Москва: Легкая индустрия, 1981. – 272 с.; илл.
6. Кузьмичев, В.Е. Промышленные швейные машины: справочник / В.Е. Кузьмичев; под ред. В.Е. Кузьмичева. – Москва: ООО «В зеркале», 2001. – 246 с.
7. Лабораторный практикум по курсу «Промышленные технологии». Раздел «Технология и оборудование швейного производства» для студентов экономических специальностей / УО «ВГТУ»; сост. Е.М. Ивашкевич, В.Н. Пантелеев. – Витебск: УО «ВГТУ», 2002. – 32 с.
Похожие работы

... творческой деятельности + - Как видно из таблицы, в экспериментальном классе учащихся зарегистрированы положительные тенденции в развитии всех исследуемых способностей по всем уровням значимости. Это свидетельствует об эффективности использования проблемной ситуации на уроках технологии швейного производства. Что касается контрольного класса учащихся, то в некоторых из блоков ...
... (8)где Σtм, Σtc, Σtп, Σtа - сумма времени по специальностям, сек; Тизд - трудоемкость изделия, сек. 3. Техническое проектирование технологического процесса экспериментального производства 3.1 Выбор организационной структуры экспериментального цехаОсновными видами работ, выполняемыми в экспериментальном цехе, являются: конструкторская и технологическая проработка новых моделей ...
... рациональные методы обработки деталей и узлов изделия, современное оборудование и его технологические возможности, организацию производства. Учитывая тенденции моды на 2008 - 2009г. и вышеуказанные данные для разработки проектно - конструкторской документации, из журналов мод выбираем шесть моделей зимнего пальто. Все эти модели предназначены для узко сложенных женщин, средней возрастной группы с ...

... Характеристика применяемого оборудования и средства малой механизации В соответствии с выбором материалов и методов обработки был произведен подбор оборудования для изготовления формы для младших школьников. Характеристики применяемого оборудования представлены в таблице № 3. Таблица № 3. Характеристика применяемого оборудования Класс машины и завод изготовления Назначение машины ...
0 комментариев