Навигация
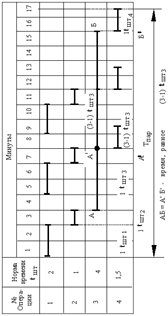
Последовательный, параллельный и параллельно-последовательный виды движения МР
19503
знака
1
таблица
0
изображений
3. Последовательный, параллельный и параллельно-последовательный виды движения МР
Изготовление деталей в процессе производства, как правило, осуществляется не штучно, а различными партиями, что позволяет сократить вспомогательное и подготовительное время. Если детали запускаются в производство поштучно, одна за другой, то все технологические операции по каждой детали могут быть выполнены исключительно последовательно. При запуске в производство деталей партиями появляется возможность варьирования.
Поэтому обработку деталей можно осуществлять тремя способами или видами движения MP: последовательным, параллельным и параллельно-последовательным.
При последовательном виде движения каждая последующая операция начинается только после окончания изготовления всей партии предметов труда на предыдущей операции.
При таком виде движения получается наибольшая длительность производственного цикла и соответственно снижаются все производные техноэкономические показатели: использование производственной мощности, объем незавершенного производства, величина связывания оборотных средств, себестоимость продукции и др.
Чтобы сократить длительность цикла и достичь непрерывности производственного процесса, применяют параллельно-последовательный способ. Его сущность заключается в разделении всей обрабатываемой партии на трансфертные (передаточные) партии. Подбор транспортных партий позволяет добиться непрерывности выполнения операций над партиями деталей, что обеспечивает возможность максимальной загрузки оборудования и рабочих.
При организации параллельно-последовательного движения возможны два варианта сочетания операций:
а) последующая операция продолжительнее предыдущей;
б) последующая операция менее продолжительна, чем предыдущая. Может быть и равенство операций.
Еще больше сократить технологический цикл можно, используя параллельный вид движения предметов труда по операциям, суть которого заключается в том, что транспортные партии или отдельные детали передаются на следующие операции сразу после их обработки на данной операции, что исключает прослеживание деталей. Однако по причине продолжительности отдельных операций на соответствующих рабочих местах образовываются простои оборудования и рабочих. Возникает проблема заполнения перерывов другими работами, что не всегда возможно, поскольку другая работа, как правило, требует переналадки оборудования.
Единственным вариантом, когда процесс идет непрерывно на всех рабочих местах, является тот, при котором продолжительности всех технологических операций либо равны, либо кратны друг другу. Кратность продолжительностей операций позволяет уравнять их путем увеличения на соответствующих операциях числа рабочих мест. Поэтому параллельный способ обычно применяется в крупносерийном и массовом производствах поточного типа. Последовательный вид движения используют в единичном и мелкосерийном производстве при технологическом принципе создания цехов и участков, а параллельно-последовательный - в серийном и массовом производстве, а также в единичном и мелкосерийном в условиях гибких автоматизированных производств.
4. Практическое задание
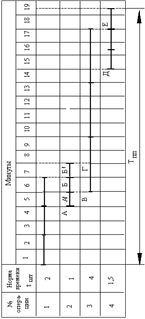
Рассчитайте длительность производственного цикла при параллельно-последовательном способе изготовления партии деталей, если размер партии 200 шт.
Деталь обрабатывается на четырех операциях. Трудоемкость обработки детали приведена в табл. 1. Размер передаточной партии 50 шт.
Таблица 1 - Характеристика трудоемкости детали
| Параметр | Операция процесса | |||
| 1 | 2 | 3 | 4 | |
| Тшт. мин | 3 | 2 | 5 | 4 |
| Тпз. Мин | 20 | 20 | 30 | 30 |
Найдем длительность цикла по формуле:
Т = 200 (14) – (200 – 50) (3+5+5) +(20+20+30+30) = 950 мин.
Вывод: длительность производственного цикла при параллельно-последовательном способе изготовления партии деталей составит 950 мин.
Список использованных источников
1. Гаджинский A.M. Логистика. - М.: Транспорт, 1999. - 227 с.
2. Гудков В.А., Миротин Л.Б., Ширяев С.А., Гудков Д.В. Основы логистики: Учебник для вузов. - М.: «Горячая линия - телеком», 2004. - 351 с.
3. Калачева А.П. Организация работы предприятия. - М., 2000. – 431 с.
4. Новицкий Н.И. Организация производства на предприятиях. – М.: «финансы и статистика», 2001 г. – 392 с.
5. Основы логистики: учебное пособие / Под редакцией Миротина Л.Б. и Сергеева В.И. - М.: ИНФА-М, 1999. - 200 с.
6. Организация производства и управление предприятиями: Уч. Туровец О.Г. и др. - М.: Инфра - М, 2002 г. – 528 с.
7. Шепеленко Г.И. Экономика, организация и планирования производства на предприятии. М., 2000 г. – 544 с.
8. Экономика предприятия: Учебник / Под ред. проф. О.И. Волкова. – М.: ИНФРА-М, 1997. – 416 с.
Похожие работы
... Для их замены у предприятия на сегодня средства отсутствуют. Глава 3. Технико-экономическое обоснование мероприятий по повышению эффективности деятельности ТЭП ОАО «НефАЗ» 3.1. Техническая суть мероприятий и организация их реализации. Основными мероприятиями по повышению эффективности деятельности Транспортно-экспедиционного предприятия являются: 1. Повышение производительности подвижного ...

... (wтрн), необходимых для данного грузопотока, например транспортеров: Wтрн„ = Qч / Wч, где Qч - часовой грузооборот, т; Wч - часовая производительность транспортера, т. Глава 2. Организация транспортного хозяйства на предприятии 2.1 Общая характеристика ОАО "Нижегородавтодор" ОАО "Нижегородавтодор" - крупнейшее дорожностроительное предприятие региона, основными функциями которого ...

... приемлемого уровня оплаты труда, улучшением условий и мотивации труда. 7. Менеджмент. Ключевая цель в этой области - определение критических сфер управленческого воздействия. Общая цель => Ключевые цели по подсистемам организации=> Производство / Маркетинг / Персонал / Финансы (5) Производственная структура предприятия Производственная структура - это состав его ...
... цехов и участков, что способствует применению передовой технологии, механизации и автоматизации производства. Целью данного курсового проекта является организация производственного процесса изготовления детали при изменении конъюнктуры рынка. 1. Определение типа производства. Тип производства в соответствии с ГОСТом Определяется по коэффициенту закрепления операции: h30 = Jс / Tшт. ср. ...
0 комментариев