Навигация
Шлаки, находящиеся в равновесии с металлической медью, получаются очень богатыми, что снижает извлечение меди в товарную продукцию
46667
знаков
7
таблиц
20
изображений
2. Шлаки, находящиеся в равновесии с металлической медью, получаются очень богатыми, что снижает извлечение меди в товарную продукцию.
3. Плавка осуществляется с большим расходом (до 20% от массы шихты) дефицитного и дорогого кокса.
Второй путь, характерный для современной пирометаллургии меди, предусматривает на промежуточной стадии технологии плавку на штейн (сплав, главным образом, сульфидов меди и железа) с последующей его переработкой на черновую медь. Пустая порода при этом переходит в шлак. Плавку на штейн можно вести в окислительной, нейтральной или восстановительной атмосфере. В I условиях окислительной плавки можно получать штейны любого заданного состава. В этом случае преимущественно будут окисляться сульфиды железа с последующим ошлакованием его оксида кремнеземом по реакции
2FeS + ЗО2 + SiO2 = 2FeO • SiO2 + 2SO2. (6)
При плавке на штейн в нейтральной или восстановительной атмосфере регулировать степень десульфуризации невозможно и содержание меди в штейнах будет незначительно отличаться от ее содержания в исходной шихте. По этой причине для получения более богатых по содержанию меди штейнов при переработке бедных концентратов иногда целесообразно предварительно удалить часть серы путем окислительного обжига, осуществляемого без расплавления материала при 800-900 °С.
Дальнейшую переработку штейнов с целью получения из них металлургической меди осуществляют путем их окисления в жидком состоянии.
При этом вследствие большего сродства железа к кислороду сначала окисляется сульфид железа по реакции (6). После окисления всего железа и удаления получившегося шлака окисляют сульфид меди по суммарной реакции:
Cu2S + O2 = 2Cu + S02. (7)
Технология, включающая плавку на штейн, позволяет получать более чистый металл, содержащий 97,5-99,5% Сu. Такую медь называют черновой. Рафинирование черновой меди по сравнению с черной значительно упрощается и удешевляется.
В последние годы в металлургии сульфидного сырья все большее развитие получают автогенные процессы, осуществляемые за счет тепла от окисления сульфидов при использовании подогретого дутья и дутья, обогащенного кислородом. В этих процессах, являющихся окислительными плавками, в одной операции совмещаются процессы обжига и плавки на штейн.
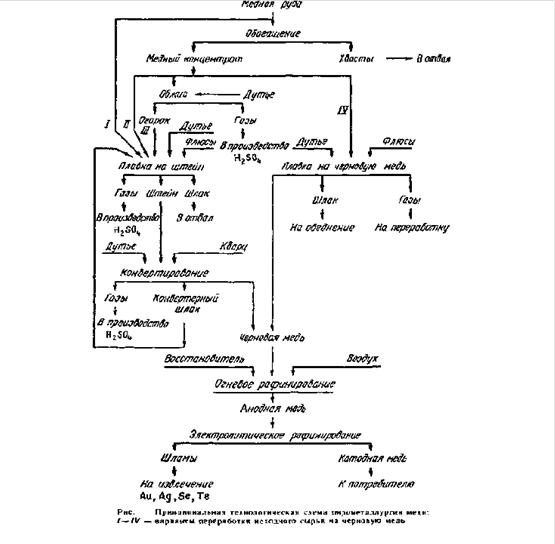
Современная пирометаллургия меди, несмотря на принципиальную общность используемых различными предприятиями технологических схем, предусматривает несколько вариантов (1-IV) ее практического осуществления (рис).
Как следует из рис., технология получения черновой меди характеризуется многостадийностью (за исключением варианта IV, предусматривающего непосредственную плавку концентратов на черновую медь).
В каждой из последовательно проводимых технологических операций постепенно повышают концентрацию меди в основном металлсодержащем продукте за счет отделения пустой породы и сопутствующих элементов, главным образом железа и серы. На практике удаление железа и серы осуществляют за счет их окисления в три (обжиг, плавка, конвертирование), в две (плавка, конвертирование) или в одну стадию.
Наиболее распространенная до настоящего времени технология предусматривает (см. рис) обязательное использование следующих металлургических процессов: плавка на штейн, конвертирование медного штейна, огневое и электролитическое рафинирование меди. В ряде случаев перед плавкой на штейн проводят предварительный окислительный обжиг сульфидного сырья.
Плавку на штейн медных руд и концентратов - основной технологический процесс - можно проводить практически любым видом рудных плавок. В современной металлургии меди для ее осуществления используют отражательные, руднотермические (электрические) и шахтные печи, а также автогенные процессы нескольких разновидностей.
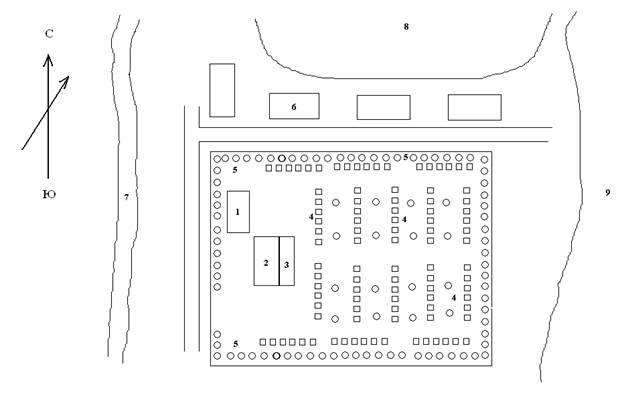
Что же касается месторождений меди на Украине, то их можно назвать очень бедными, по сколько залежей меди на территории нашей страны практически нету. Вот только незначительная часть месторождений медных руд расположена на Волыне и Подолье. Причём слой проникновения этих залежей колеблется в приделах 0,2 - 0,5 м. Поэтому сырьевая база меди мала.
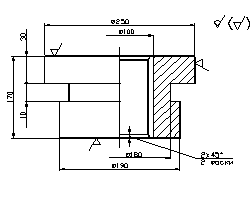
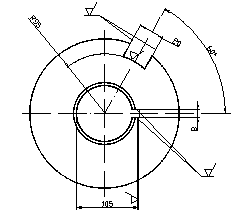
2. Разработка технологического процесса получения отливки методом литья в разовые литейные формы 2.1 Для детали необходимо получить заготовку методом литья в разовую песчано-глинистую форму
В данном примере для изготовления стойки используется чугун марки СЧ 21 (серый чугун с пределом прочности σ![]() = 210 МПа), класс точности получаемой отливки 9т, номер ряда припуска 8, производство - серийное.
= 210 МПа), класс точности получаемой отливки 9т, номер ряда припуска 8, производство - серийное.
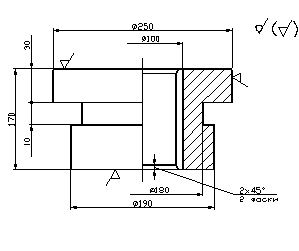
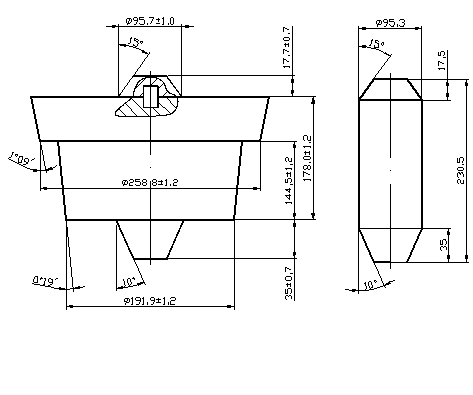
2.2 Разработка чертежа модельно литейных указаний
Обрабатываемые поверхности по возможности размещают вертикально или в нижней части отливки. Для моей детали предпочтительно вертикальное положение отливки с размещением в нижней части формы.
Припуски на механическую обработку - слои металла, удаляемые в процессе механической обработки отливки с её обрабатываемых поверхностей для обеспечения заданной геометрической точности и качества поверхности. Значения припусков на механическую обработку назначают в зависимости от класса точности номинальных размеров отливки и номера ряда припусков в соответствии с ГОСТ 26645-85. По номинальным размерам обрабатываемых элементов и классу точности отливки назначаю допуски.
Допуски размеров отливки, образованные одной полуформой, устанавливают на 1-2 класса точнее заданного. Поэтому в расчётах я использую класс точности 8
По назначенному допуску и номеру ряда припуска устанавливаю значение припуска.
Отверстия небольшого диаметра усложняют технологический процесс получения отливки. На такие элементы припуски не назначают, а полностью получают механической обработкой. На чертеже на эти элементы назначают напуски. По полученным значениям припусков и номинальных размеров детали определяют размеры отливки по формуле:
L![]() =L
=L![]() ±Z
±Z
где L![]() - номинальный размер отливки, мм;
- номинальный размер отливки, мм;
L![]() - номинальный размер детали, мм;
- номинальный размер детали, мм;
Z - припуск на механическую обработку, мм.
Припуск на механическую обработку и размеры отливок.
| Номинальный размер летали L | Класс точности | Номер ряда припуска | Припуск на сторону | Размер отливки L | ||
| Ш 250 | 8 | 1,8 | 8 | 3,1 | Ш 256,2 | |
| Ш 100 | 8 | 1,4 | 8 | 2,8 | Ш 94,4 | |
| 170 | 8 | 1,8 | 8 | 3,1 | 176,2 | |
| 140 | 8 | 1,6 | 8 | 3,0 3,1 | -- 143,1 | |
| Ш 190 | 8 | Необрабатывемая поверхность | Ш190 | |||
| 105 | Напуск | |||||
| 2 скифа 2x45є | Напуск | |||||
| Внешний паз 20 под углом 60є | Напуск | |||||
| Шпоночный паз 5x8 | Напуск | |||||
Формовочные уклоны облегчают извлечение модели из формы. Уклоны придаются вертикальным поверхностям моделей, не имеющим конструктивных уклонов в направлении извлечения их из формы. Значения уклонов регламентированы стандартами и зависят от материала модели и высоты формообразующей поверхности.
Формовочные уклоны.
| Высота формообразующей поверхности, мм | Формовочный уклон, мм | |
| 170-140=30 | 1є09' | 0,6 |
| 140 | 0є19' | 1,0 |
Длина стержневого знака определяется исходя из диаметра и длины стержня.
Так как имеем вертикальное расположение, то сначала определяем нижнего знака, а высота верхнего знака равна половине нижнего. Уклоны знаковых частей для вертикального стержня принимают равными для нижнего стержня 10![]() , верхнего 15
, верхнего 15![]() .
.
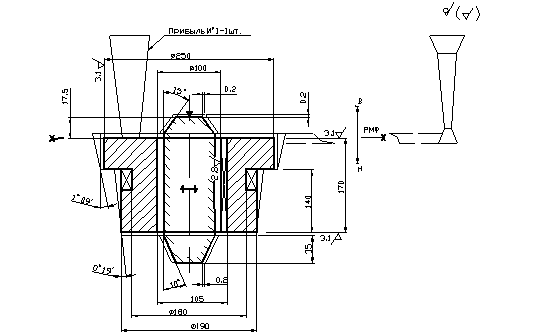
Модель имеет конфигурацию внешней поверхности отливки. Внутренняя поверхность отливки образуется с помощью стержня, который изготавливают из стержневой смеси.
Величина линейной усадки для стальных отливок в среднем составляет 2%. Расчёт размеров модели и стержня производят по формуле:
L![]() = L
= L![]() + Y,
+ Y,
где L![]() - номинальный размер модели или стержня, мм;
- номинальный размер модели или стержня, мм;
Y - величина усадки, мм.
Размер модели.
| Размер отливки L | Усадка, % | Усадка Y, мм | Размер модели L |
| Ш 265,2 | 1,0 | 2,6 | Ш 258,8±1,2 |
| Ш 190 | 1,0 | 1,9 | Ш 191,9±1,2 |
| 176,2 | 1,0 | 1,8 | 178,0±1,2 |
| 143,1 | 1,0 | 1,4 | 144,5±1,2 |
При изготовлении моделей и стержневых ящиков имеют место отклонения размеров, которые регламентированы стандартами.
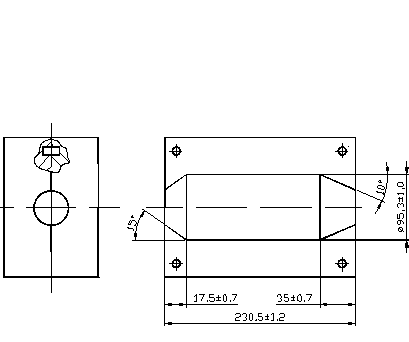
Размеры стержня и стержневого ящика.
| Размер отливки L | Усадка, % | Усадка Y, мм | Размер стержня L | Размер знака, мм | Размер ящика L |
| Ш 94,4 | 1,0 | 0,9 | Ш 95,3 | Ш 95,3±1,0 | |
| 176,2 | 1,0 | 1,8 | 178,0 | Высота: "верх"- 17,5 "низ"- 35,0 | 230,5±1,2 17,5±0,7 35,0±0,7 |
Модели и стержни изготавливают со стержневыми знаками. Знаки на модели образуют в литейной форме полости, в которые помещают знаковые части стержня. Для получения технологических зазоров между литейной формой и знаковыми частями стержня соответствующие размеры знаковых частей модели увеличивают на величину зазора (0,2мм).
Размер знаковых частей модели.
| Размер знака на стержне, мм | Зазор, мм | Размер знака на модели, мм |
| Ш 95,3 | 2x0,2 | Ш 5,7±1,0 |
| 35 | --- | 35±0,7 |
| 17,5 | 0,2 | 17,7±0,7 |
3. Разработать технологический процесс получения поковки 3.1 Исходные данные
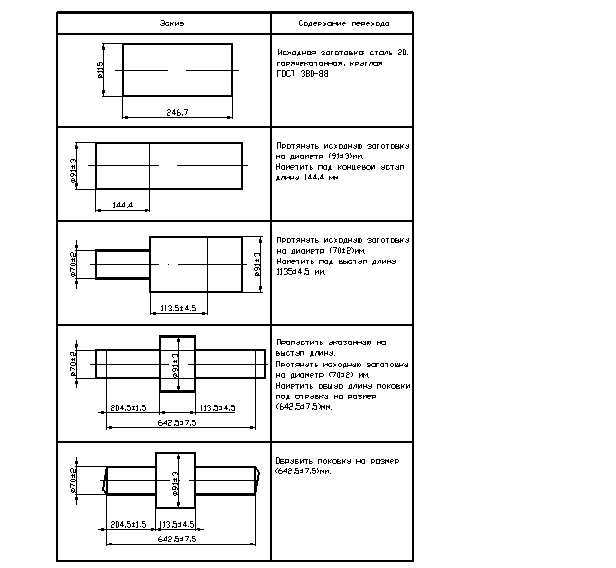
Для детали необходимо получить заготовку методом свободной ковки на молоте. В рассматриваемом примере для изготовления вала используется сталь 20 - конструкционная, низкоуглеродистая, качественная с содержанием углерода 0,2%.
Припуски на механическую обработку чаще всего назначаются на все размеры детали, что связано с наличием дефектного поверхностного слоя, значительных геометрических погрешностей формы и размеров поковки. Большое практическое значение имеют напуски при проектировании поковок валов с уступами, выступами и выемками.
Уступ - это любой участок поковки, диаметр которого больше хотя бы одного из прилегающих участков. Выемка - участок поковки, диаметр которого меньше диаметров обоих прилегающих участков. Выступ - участок поковки, диаметр которого больше диаметра обоих прилегающих участков.
Ковка коротких уступов и уступов с малой высотой экономически нецелесообразна. В таких случаях форму поковки упрощают, назначая напуски. Основные припуски δ и предельные отклонения ±Δ/2 для поковок, получаемых ковкой на молотах по ГОСТ 7829-70.
Схема назначения припусков и допусков.
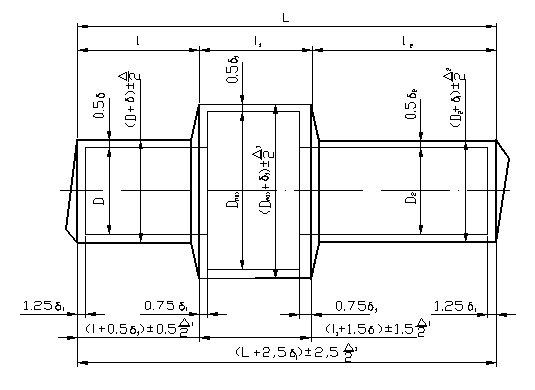
Определение диаметральных размеров поковки.
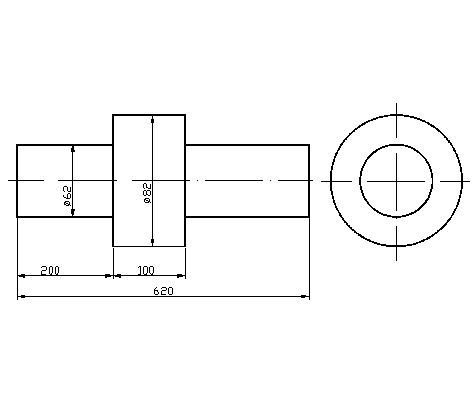
| Диаметр детали D, мм | Припуски и предельные отклонения (δ ± Δ/2), мм | Размеры поковки, мм |
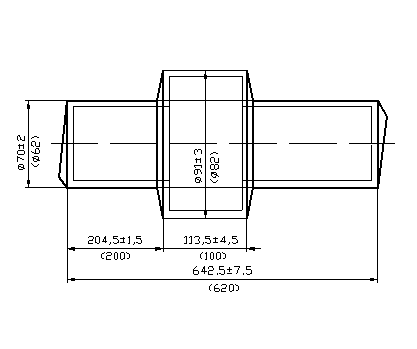
| Ш 82 | 9 ± 3 | Ш 91 ± 3 |
| Ш 62 | 8 ± 2 | Ш 70 ± 2 |
Для назначения припусков, предельных отклонений, расчета линейных размеров поковки определяют диаметр наибольшего сечения. В данном задании диаметр 82 мм.
Определение линейных размеров поковки.
| Номинальный размер детали, мм | Припуски и предельные отклонения (δ ± Δ/2), мм | Размеры поковки, мм |
| 620 | (1,25·9 + 1,25·9) ± (2,5·3) | 642,5 ± 7,5 |
| 200 | (1,25·9 - 0,75·9) ± (0,5·3) | 204,5 ± 1,5 |
| 100 | (0,75·9 + 0,75·9) ± (1,5·3) | 113,5 ± 4,5 |
После назначения припусков и определения размеров поковки проводим проверку выполнимости уступов в соответствии с условиями проверки.
Рассматриваемая поковка содержит:
концевой уступ высотой 10,5 ( (91-70) /2) мм и длиной 204,5 мм;
концевой уступ высотой 10,5 ( (91-70) /2) мм и длиной 324,5 (642,5- (204,5+113,5) мм;
Таким образом, все части рассматриваемой поковки являются выполнимыми (значения высот концевых уступов не менее 4 мм). Что даёт нам право не назначать напуски.
Окончательные размеры поковки приведены на рисунке.
Массу исходной заготовки определяют как сумму масс поковки и технологических отходов (отходы на угар, отходы прибыльной и донной части при ковке заготовки из слитка, отходы на выдру при ковке пустотелых заготовок, концевые отходы).
Определяющими факторами при выборе вида исходной заготовки служат масса поковки и марка материала.
Если масса поковки не превышает 200 кг, то в качестве исходной заготовки применяют прокат.
При массе поковки от 200 кг до 800 кг возможно применение проката и слитков. При массе поковки более 800 кг применяют слитки. Для подсчёта объёма V![]() , см
, см![]() , поковку разбивают на элементарные части и определяют объём по формуле:
, поковку разбивают на элементарные части и определяют объём по формуле:
![]() =
=
=![]() +
+ ![]() +
+![]()
(64,25 - (20,45 + 11,35)) = 2772,6
где V, V![]() , V
, V![]() - объёмы выступов и выемки поковки, см
- объёмы выступов и выемки поковки, см![]() ;
;
l, l![]() , l
, l![]() - длины выступов и выемки поковки, см;
- длины выступов и выемки поковки, см;
D, D![]() , D
, D![]() - диаметры выступов и выемки поковки, см;
- диаметры выступов и выемки поковки, см;
Массу ![]() , кг, поковки подсчитывают по формуле:
, кг, поковки подсчитывают по формуле:
G![]()
![]() 10
10![]() · 7.85 · 2772,6 = 21,8
· 7.85 · 2772,6 = 21,8
где ![]() - плотность материала, равная для стали 7,85 г/см
- плотность материала, равная для стали 7,85 г/см![]() .
.
Концевые отходы при ковке назначаются с целью удаления дефектного слоя на торцах поковки и формирования окончательной длины поковки на заключительной операции. Длина левого концевого отхода ![]() , см,
, см,
![]() 0,35 · D + 1,5 = 0,35 · 7,0 + 1,5 = 3,95
0,35 · D + 1,5 = 0,35 · 7,0 + 1,5 = 3,95
где D - диаметр левого выступа поковки, см.
Длина правого концевого отхода ![]()
![]() , см,
, см,
![]() 0,35 · D
0,35 · D![]() + 1,5 = 0,35 · 7,0 + 1,5 = 3,95
+ 1,5 = 0,35 · 7,0 + 1,5 = 3,95
где D![]() - диаметр правого выступа поковки, см.
- диаметр правого выступа поковки, см.
Масса концевых отходов ![]() , кг,
, кг,
 10
10![]() 7,85
7,85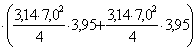 = 2,39
= 2,39
Определение массы ![]() , кг, исходной заготовки производят с учётом отходов на угар из расчёта, что потери составляют 6,0% массы нагреваемого металла:
, кг, исходной заготовки производят с учётом отходов на угар из расчёта, что потери составляют 6,0% массы нагреваемого металла:
![]()
![]() = 25,7
= 25,7
Основной формообразующей операцией при получении поковок рассматриваемого класса является протяжка. Для расчёта размеров исходной заготовки под поковку, получаемую протяжкой, определяют максимальное поперечное сечение поковки
![]()
![]() = 65
= 65
где D![]() - диаметр поковки на участке максимального поперечного сечения, см.
- диаметр поковки на участке максимального поперечного сечения, см.
Площадь поперечного сечения ![]() , см
, см![]() , исходной заготовкой определяют по формуле:
, исходной заготовкой определяют по формуле:
![]() = y ·
= y · ![]() = 1,3 · 65 = 84,5
= 1,3 · 65 = 84,5
где y - степень уковки (у = 1,3 - 1,5 при получении поковки из проката).
Для рассматриваемого примера уточняют значение площади поперечного сечения ![]() , в соответствии с ГОСТом 380-88 "Сталь горячекатаная круглая", ближайшее большее из стандартных значений площади поперечного сечения проката
, в соответствии с ГОСТом 380-88 "Сталь горячекатаная круглая", ближайшее большее из стандартных значений площади поперечного сечения проката ![]() = 103,87 см
= 103,87 см![]() при диаметре 115 мм.
при диаметре 115 мм.
Для расчёта длины исходной заготовки определяют объём ![]() , см
, см![]() , исходной заготовки
, исходной заготовки
![]()
![]() = 3274
= 3274
Длину исходной заготовки ![]() , см, рассчитываем по формуле:
, см, рассчитываем по формуле:
![]()
![]() = 31,5
= 31,5
В результате проведённого расчёта в качестве исходной заготовки для поковки вала выбран прокат круглого сечения из стали 20 диаметром 115 мм, длиной 315 мм, площадью поперечного сечения 103,87 см![]() .
.
Показателями процесса ковки, характеризующими его эффективность, являются коэффициент использования металла и коэффициент весовой точности. Для определения этих показателей рассчитывают массу ![]() , кг, детали, применяя подход, использовавшийся при расчёте массы поковки:
, кг, детали, применяя подход, использовавшийся при расчёте массы поковки:
![]()

=
где ![]() диаметры элементов детали, см;
диаметры элементов детали, см;
![]() длины элементов детали, см.
длины элементов детали, см.
Коэффициент использования металла определяют как отношение массы детали к массе заготовки:
![]()
![]()
где К - коэффициент использования металла.
Коэффициент весовой точности определяют как отношение массы детали к массе поковки:
![]()
![]()
где ![]() коэффициент весовой точности.
коэффициент весовой точности.
Коэффициенты использования металла и весовой точности могут быть использованы для сравнения эффективности альтернативных технологических процессов получения заготовки.
3.5 Определить температурный режим ковки и тип нагревательного устройстваТемпературный режим ковки включает два основных показателя - интервал температур, в котором производят ковку, и длительность нагрева исходной заготовки.
Длительность нагрева Т, ч, ориентировочно определяет с помощью формулы Н.М. Доброхотова:
![]()
где ![]() коэффициент, учитывающий способ укладки заготовок в печи (при нагреве одной заготовки
коэффициент, учитывающий способ укладки заготовок в печи (при нагреве одной заготовки ![]() = 1,0);
= 1,0); ![]() - коэффициент, учитывающий химический состав стали (для низкоуглеродистых и низколегированных сталей
- коэффициент, учитывающий химический состав стали (для низкоуглеродистых и низколегированных сталей ![]() =10,0);
=10,0); ![]() -диаметр исходной заготовки, м.
-диаметр исходной заготовки, м.
Температурный интервал ковки - диапазон температур металла исходной заготовки, в пределах которого металл наиболее пластичен и обладает минимальным сопротивлением деформированию. Интервалы между максимальной и минимальной температурами для углеродистых сталей устанавливают по диаграмме состояния железо-углерод.
В соответствии с приведенной диаграммой для рассматриваемого примера определены температура начала ковки ![]() = 1330
= 1330![]() и температура конца ковки
и температура конца ковки ![]() = 750
= 750![]() по известному содержанию углерода в стали.
по известному содержанию углерода в стали.
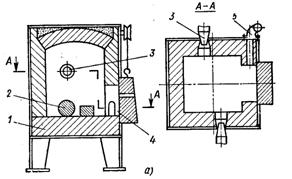
В данном примере целесообразней использовать нагревательную камерную печь периодического действия.
3.6. Выбор оборудования для формообразования поковкиМашинную ковку производят на ковочных молотах и ковочных гидравлических прессах. В исходных данных разбираемого примера предусмотрено получение поковки методом ковки на молоте.
Молот - машина динамического ударного действия.
В данном примере вполне можно использовать пневматический молот, применяемый для ковки заготовок массой до 20 кг.
3.7. Разработка технологической схемы формообразования поковкиПресс ковки состоит из чередования в определённой последовательности основных и вспомогательных операций. В качестве основной формообразующей операции в выполняемом задании используется протяжка. В качестве вспомогательной операции используют операцию разметки линейных размеров элементов, получаемых протяжкой.
Для определения длины под первоначальную протяжку концевого уступа используют принцип постоянства объёмов.
![]()
![]()
где ![]() длина и диаметр получаемой выемки, мм;
длина и диаметр получаемой выемки, мм; ![]() - длина и диаметр отходов, мм
- длина и диаметр отходов, мм
![]() длина и диаметр участка, размечаемого под выемку, мм
длина и диаметр участка, размечаемого под выемку, мм
Схема формообразования поковки вала.
В печи заготовки 2 укладывают на поду 1 печи (причём способ укладки влияет на скорость нагрева) и их прогрева до заданной температуры извлекают, как правило, через окно 4, через которое их загружали в печь. Рабочее пространство печи нагревается за счёт сжигания топлива с помощью форсунок или горелок 3. Продукты сгорания отводятся через дымоход 5. При нагреве крупных заготовок из легированной или высоколегированной стали для уменьшения температурных напряжений температура печи при загрузке заготовок должна быть значительно ниже необходимой конечной температуры нагрева. Затем температуру постепенно повышают.д.ля облегчения загрузки и выгрузки крупных заготовок применяют различные загрузочные машины, а также печи с выдвижным подом.
Камерные печи широко распространены главным образом в мелкосерийном производстве ввиду наибольшей (по сравнению с другими нагревательными устройствами) универсальности и для нагрева очень крупных заготовок (например, слитков массой до300т).
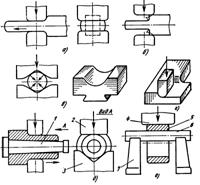
Процесс ковки состоит из чередования в определённой последовательности основных и вспомогательных операций. К основным операциям ковки относятся: осадка, протяжка, прошивка, отрубка, гибка, скручивание.
Каждая основная кузнечная операция определяется характером деформирования и применяемым инструментом.
Осадка - операция уменьшения высоты заготовки при увеличении площади её поперечного сечения. Осадку применяют:
для получения поковок с большими поперечными размерами при относительно малой высоте (зубчатые колёса, диски и т.п.);
как предварительную операцию перед прошивкой при изготовлении пустотелых поковок (колец, барабанов);
как предварительную операцию для уничтожения литной дендритной структуры слитка и улучшения механических свойств изделия.
Протяжка - операция удлинения заготовки или её части за счёт уменьшения площади поперечного сечения. Протяжку производят последовательными ударами или нажатиями на отдельные участки заготовки вдоль оси протяжки и поворотами её на 90![]() вокруг этой оси. Протягивать можно плоскими и вырезными бойками. При протяжке на плоских бойках в центре изделия могут возникнуть значительные растягивающие напряжения, которые приводят к образованию осевых трещин. При протяжке с круга на круг в вырезных бойках силы, направленные с четырёх сторон к осевой линии заготовки, способствуют более равномерному течению металла и устранению возможности образования осевых трещин. На рисунке схема -- а, б, в).
вокруг этой оси. Протягивать можно плоскими и вырезными бойками. При протяжке на плоских бойках в центре изделия могут возникнуть значительные растягивающие напряжения, которые приводят к образованию осевых трещин. При протяжке с круга на круг в вырезных бойках силы, направленные с четырёх сторон к осевой линии заготовки, способствуют более равномерному течению металла и устранению возможности образования осевых трещин. На рисунке схема -- а, б, в).
Разгонка - операция увеличения ширины части заготовки за счёт уменьшения её толщины. На рисунке схема -- г).
Протяжка с оправкой - операция увеличения длины пустотелой заготовки за счёт уменьшения толщины её стенок. Протяжку выполняют в вырезных бойках (или нижнем вырезном 3 и верхнем плоском 2) на слегка конической оправе 1. Протягивают в одном направлении - к расширяющемуся концу оправки, что облегчает её удаление из поковки. На рисунке схема -- д).
Раскатка на оправке - операция одновременного увеличения наружного и внутреннего диаметров кольцевой заготовки за счёт уменьшения толщины её стенок. Заготовка 5 опирается внутренней поверхностью на цилиндрическую оправку 6, устанавливаемую концами на подставках 7, и деформируется между оправкой и узким длинным бойком 4. После каждого нажатия заготовку проворачивают относительно оправки. На рисунке схема -- е).
Прошивка - операция получения полостей в заготовке за счёт вытеснения металла. Прошивкой можно получить сквозное отверстие или углубление (глухая прошивка).
Отрубка - операция отделения части заготовки по незамкнутому контуру путём внедрения в заготовку деформирующего инструмента - топора. Отрубку применяют для получения из заготовок большой длины нескольких коротких, для удаления излишков металла на концах поковок, а также прибыльной и донной частей слитка и т.п.
Скручивание - операция, посредством которой часть заготовки поворачивается вокруг продольной оси. Скручивание можно применить при развороте колен коленчатых валов, при изготовления свёрл и т.п. При скручивании обычно одну част заготовки зажимают между бойками, другую разворачивают с помощью различных приспособлений - воротков, ключей, лебёдок.
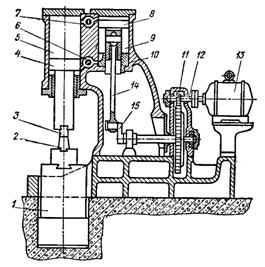
Основными типами молотов для ковки являются приводные - пневматические и паровоздушные.
Пневматический молот. Наиболее распространённая конструкция такого молота дана на следующей схеме. В литной станине 10 расположены два цилиндра - компрессорный 9 и рабочий 5, полости которых сообщаются через золотники 7 и 6. Поршень 8 компрессорного цилиндра перемещается шатуном 14 от кривошипа 15, вращаемого электродвигателем 13 через шестерни 11 и 12 (редуктор). При перемещении поршня в компрессорном цилиндре воздух поочерёдно сжимается в верхней и нижней его полостях. Воздух, сжатый до 0,2 -0,3 МН/м![]() , при нажатии на педаль или рукоятку, открывающую золотники 7 и 6, поступает через них в рабочий цилиндр 5. Здесь он воздействует на поршень 4 рабочего цилиндра. Поршень 4, выполненный за одно целое с массивным штоком, является одновременно бабой молота, к которой крепят верхний боёк 3. В результате падающие части 3 и 4 периодически перемещаются вниз - вверх и наносят удары по заготовке, уложенной на нижний боёк 2, который неподвижно закреплён на массивном шаботе 1. В зависимости от положения органов управления молот может наносить единичные и автоматические удары регулируемой энергии, работать на холостом ходу, осуществлять силовой прижим поковки к нижнему бойку и держать бабу на весу. Пневматические молоты применяют для ковки мелких поковок (примерно до 20 кг) и изготовляют с массой падающих частей 50 -1000 кг.
, при нажатии на педаль или рукоятку, открывающую золотники 7 и 6, поступает через них в рабочий цилиндр 5. Здесь он воздействует на поршень 4 рабочего цилиндра. Поршень 4, выполненный за одно целое с массивным штоком, является одновременно бабой молота, к которой крепят верхний боёк 3. В результате падающие части 3 и 4 периодически перемещаются вниз - вверх и наносят удары по заготовке, уложенной на нижний боёк 2, который неподвижно закреплён на массивном шаботе 1. В зависимости от положения органов управления молот может наносить единичные и автоматические удары регулируемой энергии, работать на холостом ходу, осуществлять силовой прижим поковки к нижнему бойку и держать бабу на весу. Пневматические молоты применяют для ковки мелких поковок (примерно до 20 кг) и изготовляют с массой падающих частей 50 -1000 кг.
Схема пневматического молота.
4. Исходные данные
В качестве исходных данных при выполнении задания используют рабочий чертёж детали с указанием заданных поверхностей, подлежащих обработки резанием, а также полученные в результате выполнения задания 2 размеры отливки. Технологические методы обработки поверхностей 1, 2, 3, применяемое оборудование, режущий инструмент и приспособления для закрепления заготовок. Выполнение раздела начинаем с выбора методов обработки, указанных в задании поверхностей 1, 2,3.
4.1 Технологические методы обработки поверхностей 1, 2, 3, применяемое оборудование, режущий инструмент и приспособления для закрепления заготовки
Технологические методы обработки, применяемые для обработки детали, определяются её конструктивными формами и размерами. Так, детали типа тел вращения обрабатывают на станках токарной группы, детали с плоскими поверхностями - на фрезерных и строгальных станках. Назначив метод обработки для каждой поверхности, выбираем металлорежущий станок, инструмент и приспособления для закрепления заготовки на станке.
Для обрабатываемых поверхностей рассматриваемого примера выбраны следующие методы обработки, станки, инструменты и приспособления:
поверхность 1 - протяжка, горизонтально-протяжный станок, плоская шпоночная протяжка, кронштейн станка;
поверхность 2 - точение, токарно-винторезный станок, резец проходной (прямой, правый), трёхкулачковый патрон;
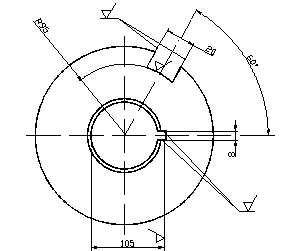
поверхность 3 - токарная (фрезерование), горизонтально-фрезерный станок, дисковая фреза, делительная головка (позволяет зафиксировать заготовку под углом 60є).
4.2 Схема обработки поверхности 1
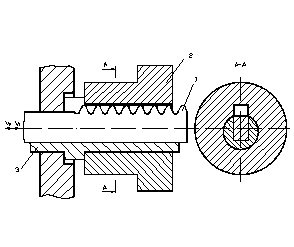
1 - заготовка; 2 - протяжка; 3 - направляющая втулка.
4.3 Расчёт режимов резания для обработки поверхности 2Элементами процесса резания являются глубина резания t, подача s и скорость резания v. Совокупность этих величин называют режимом резания.
В данном разделе приводится расчёт режима резания для обработки поверхности 2. В качестве исходных данных рассматриваемого примера используются результаты выполненного задания 2 для случая вертикального расположения отливки в форме.
Элементы режима резания устанавливаем в следующем порядке:
1) Назначают глубину резания t. При черновом точении и отсутствии ограничений по мощности оборудования глубину резания принимают равной припуску на механическую обработку.
Схема обработки поверхности 2
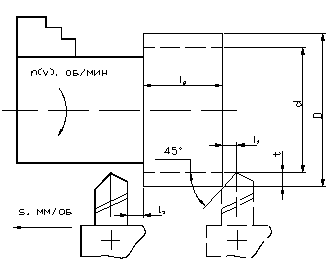
Глубина резания t, мм, определяют по формуле:
![]()
где z - припуск на механическую обработку, равный мм;
D - диаметр обрабатываемой поверхности, равный мм;
d - диаметр обрабатываемой поверхности, равный мм.
2) Назначаю подачу s. Величина подачи оказывает влияние на шероховатость обрабатываемой поверхности. С уменьшением величины подачи значение шероховатости обработанной поверхности уменьшается. Так как условием задания определена черновая обработка, то выбирают максимально допустимую величину подачи. Для рассматриваемого примера s = 1,3 мм/об.
3) Определяем скорость резания V. Скорость резания V, м/мин, рассчитываем по формуле:
![]()
где ![]() - коэффициент, учитывающий физико-механические свойства
- коэффициент, учитывающий физико-механические свойства
обрабатываемого материала, равный для чугуна 240,0;
![]() - показатели степеней, учитывающие условия и равные соответственно 0,15 и 0,30;
- показатели степеней, учитывающие условия и равные соответственно 0,15 и 0,30;
Т - стойкость режущего инструмента, равная для инструмента с пластиной из
твёрдого сплава 120 мин при ВхН=25х40;
m - показатель относительной стойкости, равный для инструмента с платиной из твёрдого сплава ВК 0,2.
Для изготовления режущего инструмента применяют различные инструментальные материалы: быстрорежущие стали, твёрдые сплавы и минералокерамику. Быстрорежущие стали используют при обработке сталей, чугунов и сплавов цветных металлов. Вольфраммолибденовые быстрорежущие стали (Р9М4, Р6М3) используют для инструментов, работающих в условиях черновой обработки. Твердые сплавы группы ВК используют для обработки чугунов и цветных металлов. Слав ВК6 используют для черновой обработки, а сплавы ВК2 и ВК3 - для чистовой обработки. Твёрдые сплавы группы ТК применяют преимущественно при обработке стальных заготовок (Т15К6).
4) Определяем частоту n, об/мин, вращения шпинделя, соответствующую полученной скорости резания:
![]()
5) По известным величинам глубины резания, подачи и скорости резания определяют эффективную мощность резания и мощность электродвигателя станка.
Для этого рассчитываем тангенциальную ![]() и осевую
и осевую ![]() составляющие сил резания.
составляющие сил резания.
Значения тангенциальной составляющей ![]() определяют по формуле:
определяют по формуле:
![]()
где ![]() - коэффициент, учитывающий свойства обрабатываемого материала и равный для чугуна 107,0;
- коэффициент, учитывающий свойства обрабатываемого материала и равный для чугуна 107,0;
![]() - показатели степеней, учитывающие условия обработки и равные соответственно 1,0 и 0,73;
- показатели степеней, учитывающие условия обработки и равные соответственно 1,0 и 0,73;
Между тангенциальной и осевой составляющими ![]() существует примерно следующее соотношение:
существует примерно следующее соотношение:
![]()
Эффективную мощность ![]() кВт, затрачиваемую на процесс резания при продольном точении, определяют, используя формулу:
кВт, затрачиваемую на процесс резания при продольном точении, определяют, используя формулу:
![]()
6) Определяем мощность электродвигателя станка ![]() используя значение эффективной мощности резания
используя значение эффективной мощности резания ![]() .
.
![]()
7) Определяем основное (машинное) технологическое время ![]() . Основным технологическим временем называют время, затрачиваемое в процессе обработки детали непосредственно на изменение формы и размеров заготовки. Для определения основного технологического времени
. Основным технологическим временем называют время, затрачиваемое в процессе обработки детали непосредственно на изменение формы и размеров заготовки. Для определения основного технологического времени ![]() вычисляют расчётную длину обработанной поверхности L, мм, по формуле:
вычисляют расчётную длину обработанной поверхности L, мм, по формуле:
![]()
где ![]() - длина обработанной поверхности, равная 30;
- длина обработанной поверхности, равная 30;
![]() - длина врезания резца, мм. Длину врезания определяют из соотношения
- длина врезания резца, мм. Длину врезания определяют из соотношения
![]() (
(![]() )
)
![]() - длина перебега, принимаемая равной 1…3,0 мм.
- длина перебега, принимаемая равной 1…3,0 мм.
Основное (машинное) технологическое время ![]() , мин, определяют, используя выражение:
, мин, определяют, используя выражение:
![]()
где i - число проходов резца, равное 1.
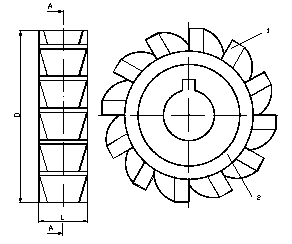
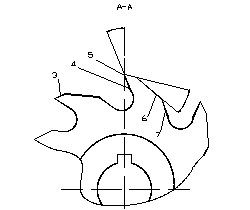
4.4 Эскиз режущего инструмента, применяемого при обработке поверхностиЭлементы и геометрия фрезы. На рис. в показана дисковая фреза. Она состоит из корпуса 1 и режущих зубьев 2. Зуб фрезы имеет следующие элементы: переднюю поверхность 4, заднюю поверхность 6, спинку зуба 7, ленточку 3 и режущее лезвие 5. D --диаметр фрезы и L -- ширина фрезы.
Различают следующие углы: передний угол γ, измеряемый в плоскости А-А, перпендикулярной к режущему лезвию и главный задний угол α, измеряемый в плоскости, перпендикулярной к оси фрезы.
Изображение дисковой фрезы.

Эскиз фрезы. Элементы и геометрия фрезы.
Похожие работы
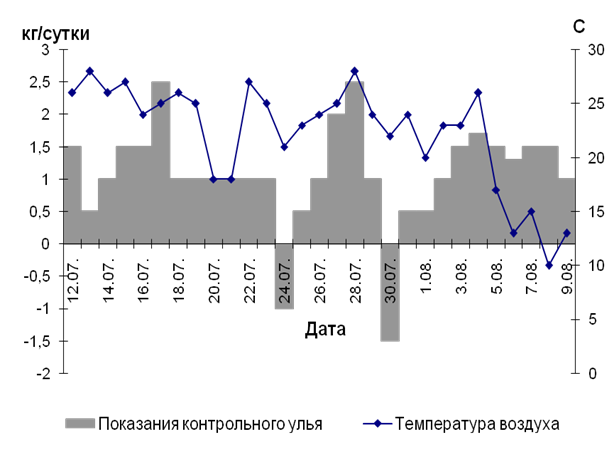

... методов разработанных НИИ пчеловодства (2006). Полученные данные статистически обработаны с помощью программы компьютерного обеспечения Excel 2007. 3.3 Результаты исследования 3.3.1 Технология получения товарного меда на частной пасеке Кузнецова Ю. А При наступлении главного медосбора проводятся работы направленные на более полное использование пчел на медосборе и получение от них ...
... Описание и расчет вакуум-выпарного кристаллизатора Выделение медного купороса из медеэлектролитных растворов предусматривается в три стадии выпарной кристаллизации. Это один из основных процессов производства медного купороса на предприятии ОАО «Уралэлектромедь». Отработанный электролит завода «Уралэлектромедь» содержит повышенное количество примесей NiSO4, FeSO4, As2O3, ZnSO4, CaSO4 и др. ...

... свойства меди изменяются в довольно широких пределах. В машиностроении получили распространение сплавы на основе меди – латуни и бронзы, которые имеют лучшие прочностные и технологические характеристики. Медь и ее сплавы свариваются многими способами сварки плавлением. При оценке свариваемости необходимо учитывать, что медь и ее сплавы отличаются от большинства конструкционных ...
... товаров. Экспертиза служит эффективным средством повышения качества выпускаемых товаров и совершенствования их ассортимента. Она выступает как специфический вид деятельности, связанной с проведением анализа и оценки потребительского качества товара с использованием экспертных методов на основе исследований и учета результатов испытаний. Как и любой вид деятельности, экспертиза имеет свою - ...
0 комментариев