Навигация
Производство чугуна. Сущность пайки
17174
знака
1
таблица
3
изображения
Министерство образования Российской Федерации
Тольяттинский Государственный Университет
Кафедра «Технология машиностроения»
Лабораторная работа
по дисциплине «Технология машиностроения»
Студент: Введенский Д.И.
Группа: М-402
Преподаватель: Солдатов А.А.
г. Тольятти, 2005 г.
Содержание:
Сущность пайки и её виды
Классификация фрезерных станков
Токарно-карусельные станки
Производство чугуна
Сущность пайки и её виды
Пайка — это процесс получения неразъемного соединения металлических материалов и деталей из них расплавленным припоем. Припой — это металл или сплав, температура плавления которого гораздо меньше, чем у соединяемых изделий. В зависимости от температуры плавления различают следующие типы припоев: мягкие (легкоплавкие) — температура плавления не более 450 °С, твердые (среднеплавкие) — 450—600 °С; высокотемпературные (высокоплавкие) — свыше 600 °С. Для домашних работ, как правило, пользуются мягкими оловянно-свинцовыми припоями марки ПОС. Маркировка их означает следующее: цифра в марке припоя — содержание олова в процентах; так, в припое ПОС 90 - 90% олова, в ПОС 40 - 40%, и т.д.; следующие за обозначением марки (т. е. за буквами «ПОС») буквы означают добавку элемента, формирующего специальные свойства припоя: ПОССу4-6 — припой с добавкой сурьмы, ПОСК50 — кадмия, ПОСВ33 — висмута. Чтобы предохранить соединяемые поверхности (предварительно хорошо очищенные) от окисления, используют паяльный флюс — вещество, очищающее поверхности и припой от оксидов и загрязнений и предотвращающее образование оксидов, а также увеличивающее растекаемость расплавленного припоя. Каждый флюс эффективен только в определенном интервале температур, за пределами которого он сгорает. Припой выбирают в зависимости от свойств соединяемых металлов, припоя, требований прочности спаянного соединения и некоторых других условий.
![]()
Рис. 1. Электропаяльник
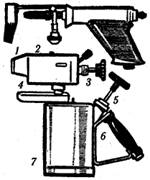
Рис. 2 Паяльные лампы:
1 - горелка; 2 - воздушный баллон; 3 - рукоятка для регулирования пламени; 4 - нагревательный лоток; 5 - насос; 6 - ручка; 7 - бачок для горючего
Паяльный инструмент. К нему относятся паяльник (рис. 1), паяльная лампа (рис. 2), паяльная горелка (рис. 3).
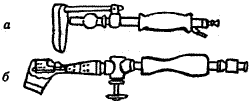
Рис. 3 Паяльные горелки:
а - с подогревом открытым пламенем; б - с подогревом в закрытой камере
Паяльник применяется для прогревания места спайки и расплавления припоя. Рабочая часть паяльника — медный наконечник, нагреваемый от внешних источников. При пайке мелких деталей, например, деталей радиосхем, используют наконечники в форме отвертки массой 0,1—0,2 кг; для пайки более габаритных изделий (скажем, листов металлической кровли) — тяжелые наконечники в виде молотка массой 0,5—10 кг. Нагрев паяльников осуществляется разными способами — как в пламени горелки, так и с помощью электрического тока (электропаяльники). Последние (бытового назначения) выпускаются различной мощности — от 25 до 100 Вт в зависимости от цели применения. Подогрев может происходить обычным теплом (за несколько минут) или с форсированной скоростью. В последнем случае электропаяльники называются паяльными пистолетами; они употребляются для мелких паяльных работ (пайки электропроводов, например). Перед началом паяния наконечник паяльника нужно залудить, т.е. очистить с помощью напильника либо шлифовальной шкурки, нагреть, окунуть во флюс, приложить к припою и держать, пока тот не начнет плавиться. Это надо повторить несколько раз — до тех пор, пока рабочая поверхность наконечника не покроется ровным слоем припоя.
Паяльная лампа представляет собой легкую переносную горелку (рис. 2) с направленным пламенем, работающую на спирте, бензине или керосине. Ее функции — нагревание наконечника паяльника при пайке с твердым или мягким припоем, расплавление припоя, а также нагревание металлов при гибке, правке и т.д., удаление остатков старых лаков, красок, масел с деревянных оснований, металлических деталей, штукатурки. Паяльная горелка (рис. 3) тоже представляет собой легкую переносную горелку с направленным (открытым или закрытым) пламенем. Работает она на жидком газе — пропане или бутане, который поступает из баллона или из зарядных устройств. Паяльная горелка предназначена для пайки твердым припоем (и, конечно, мягким), разогрева металлических деталей при их правке и сгибании, оплавления старой краски. При работе с паяльной горелкой необходимо использовать огнеупорную подкладку — плитки из искусственного камня, шамота, кирпича и т.д.
Классификация фрезерных станков
В станках шестой (фрезерной) группы (по классификации ЭНИМС) инструмент имеет вращательное движение резания, а движения подачи чаще всего получает заготовка, закрепленная на столе или барабане станка. Станки имеют много разновидностей: вертикальные и горизонтальные консольные, непрерывные, копировальные, бесконсольные вертикальные, широкоуниверсальные, продольные и др. Обычные фрезерные станки предназначены для работы насадными, торцовыми, концевыми и другими фрезами при обработке плоскостей, пазов, канавок и т. п.
В основу классификации станков фрезерной группы положены следующие признаки: положение оси шпинделя, выполняемая работа, конструктивные особенности стола, траверсы, наличие программного управления и некоторые другие. Различают:
1. Вертикально-фрезерные консольные станки; предназначены для выполнения широкого круга фрезерных работ, выполняемых торцовыми, концевыми и другими фрезами, которые крепятся в цанговых патронах и на оправках, оставляющих свободными цилиндрическую и торцовую по-, верхности фрезы. Отличительной приметой этих станков является вертикальное расположение шпинделя и наличие консоли — выступающей корпусной детали, поддерживающей стол с заготовкой и осуществляющей их подъем и спуск. Станки позволяют использовать режущие свойства быстрорежущего и твердосплавного инструмента. Заготовки устанавливаются на прямоугольные столы размером от 200 х 800 до 630 х 1600 мм или круглый накладной стол диаметром 320 мм и более.
На ряде этих станков возможно как встречное, так и попутное фрезерование, что обеспечивается специальным механизмом, поддерживающим постоянный натяг между винтом и гайкой механизма продольной подачи. Подача может выключаться от упоров и вручную. Ряд станков имеет преселективные устройства для включения новой подачи или новой частоты вращения шпинделя, автоматизированные циклы обработки заготовок в серийном производстве, поворот шпинделя в пределах ± 45° относительно горизонтальной оси и т. п. Станки этого вида удобны для перевода на числовое программное управление. Некоторые станки имеют повышенную быстроходность, что позволяет производительно обрабатывать заготовки из легких сплавов.
Рассматриваемые станки относятся к первому типу фрезерных станков, что находит отражение в обозначении модели: 6Н11, 6А12Р, 6С12Ц и т. д.
2. Станки непрерывного фрезерования бывают карусельно-фрезерные, у которых стол с заготовками (карусель) поворачивается относительно вертикальной оси, и барабанно-фрезерные, с горизонтальной осью поворота барабана (стола) также при круговой подаче. Станки применяют в условиях серийного и массового производства, причем часто загрузка-выгрузка заготовок на карусель или барабан осуществляется на ходу, без. их остановки. Отдельные станки имеют больше одного шпинделя. Коробка скоростей таких станков зачастую включает сменные колеса, которые подбираются для обработки конкретной заготовки. Есть станки и с обычной коробкой скоростей.
Эти станки относятся ко второму типу фрезерных станков, например, модели 621М, 6М23, 6А23 и др.
3. Копировально-фрезерные станки выполняются универсальными и специализированными, для обработки конкретной детали (шинных пресс-форм, профиля плоских шаблонов, лонжеронов, лопаток турбин и т. п.). Универсальные копировальные станки позволяют делать гравировку или изготовлять штампы, матрицы, пресс-формы и другие детали с рельефными поверхностями и контурами. Собственно копирование осуществляется по разметке с ручным управлением, по плоскому шаблону, по объемной модели (из гипса, дерева, металла), по программе, записанной на магнитной пленке, или по копиру. Станки этого типа работают специальными или обычными стандартными фрезами.
К четвертому типу станков относятся модели 6Л463, 6А426, 6М42К, 6441Пр и др.
4. Продольно-фрезерные станки, одностоечные и двухстоечные, с одним или несколькими шпинделями позволяют фрезеровать вертикальные, горизонтальные и наклонные плоскости, пазы и т. п. на самых длинных и крупных заготовках (массой до 30 т) или группы заготовок одновременно в условиях серийного производства с применением быстрорежущих и твердосплавных цилиндрических, торцовых, концевых, дисковых, угловых и фасонных фрез. Некоторые станки позволяют вести встречное и попутное фрезерование, а также фрезерование по полуавтоматическому циклу: подвод фрезы — фрезерование — останов — разгрузка — возврат фрезы в исходное положение — загрузка и т. д. Оптимальные режимы фрезерования устанавливаются путем бесступенчатого регулирования частоты вращения шпинделя и величины подачи. Значительные припуски обрабатываемых заготовок приводят к образованию стружки, которая отводится вибротранспортером. Одной из главных характеристик станков этого видаявляется площадь стола; у серийных станков она определяется габаритами от 400 х 1250 мм (мод. 6304 одностоечная) до 2500 х 8000 мм (мод. 6625 двухстоечная).
Шестой тип станков включает модели 6604, 6605, 6606, 6Г608 и другие двухстоечные станки (одностоечные стайки относят к третьему типу).
5. Широкоуниверсальные фрезерные станки могут работать с горизонтальным, наклонным или вертикальным расположением одного или двух шпинделей при обработке средних по величине деталей различной формы цилиндрическими, дисковыми, торцовыми фрезами и набором фрез. Эти станки оснащаются большим набором принадлежностей: угловыми и круглыми столами, тисками, делительными головками и столами, быстроходными головками и т. п.. Стол станка имеет размеры от 200 х 500 мм (мод. 675) до 400 х 1600 мм (мод. 6М83Ш). Станки находят применение в условиях единичного и серийного производства.
К седьмому типу станков относятся модели 675, 675П, 676П и др.
6. Горизонтально-фрезерные консольные станки отличаются наличием консоли и горизонтальным расположением шпинделя при обработке цилиндрическими, угловыми и фасонными фрезами плоских и фасонных поверхностей заготовок из различных материалов. Могут также использоваться торцовые и концевые фрезы. Универсальные станки этого вида отличаются тем, что их стол может поворачиваться относительно вертикальной оси ±45°, что позволяет вести обработку винтовых канавок на цилиндрических поверхностях с использованием делительной головки. Столы этих станков имеют размер от 160 х 630 мм (мод. 6Н80Г) до 400 х х 1600 мм (мод. 6М83) и имеют продольные Т-образные пазы для установки различных приспособлений. Ширина этих пазов обычно 14—28 мм. Этот размер следует учитывать при подборе или конструировании приспособления.
К восьмому типу относятся модели 6Н804Г, 6Н81Г, 6М83Г и др.
7. Разные станки фрезерной группы включают металлорежущее оборудование, предназначенное для обработки конкретных заготовок или видов поверхностей: резьбофрезерные, шпоночно-фрезерные, шлицефрезерные, а также станки для обработки шлицев корончатых гаек, канавок спиральных и центровочных сверл, канавок шпоночных и дисковых фрез, плоскостей слитков и т. д.
Токарно-карусельные станки
| Спецификации | 1512ПФ1 | 1516ПФ1 | 1525ПФ1 | 1Л532Ф3 | 1П540Ф1/Ф4 |
| Наибольший диаметр устанавливаемой детали, мм | 1250 | 1600 | 2500 | 3150 | 4000 |
| Наибольшая высота устанавливаемой детали, мм | 1000 | 1000 | 1600 | 1600 | 2500 |
| Наибольшая масса устанавливаемой детали, кг | - | - | - | 50 | 100 |
| Частота вращения план-шайбы, об/мин | 1,25-315 | 1-250 | 0,5-120 | 0,4-100 | 0,63-63 |
| Мощность главного привода, кВт | 30/60 | 30/60 | 45/75 | 55/70/63 | 125 |
| Система управления | -/ци | -/ци | -/ци | CNC/ци | CNC/ци |
| Занимаемая площадь, кв.м. | 24,3 | 26,4 | 37,3 | 50 | 121,55 |


Карусельные станки предназначены для обработки тяжёлых заготовок большого диаметра и малой длины. На этих станках можно производить все виды токарных работ, включая обтачивание наружных и внутренних поверхностей, сверление, зенкерование и развёртывание отверстий, расположенных по оси вращения детали, нарезание резьбы метчиками. Эти станки могут быть снабжены дополнительными приспособлениями для фрезерования и шлифования.
Производство чугуна
Похожие работы
... нагреве опасность образования трещин отпадает, так как под действием возникающего в самом металле тепла получается более равномерный нагрев. Перед ОМД металлы и сплавы нагревают, чтобы увеличить пластичность и уменьшить сопротивление деформированию. В процессе нагрева на поверхности заготовки образуется окалина, а под ней располагается слой обезуглеродного Ме. Толщина слоя, образующейся окалины ...





... - дальнейшее развитие, совершенствование и разработка новых технологических методов обработки заготовок деталей машин, применение новых конструкционных материалов и повышение качества обработки деталей машин. Наряду с обработкой резанием применяют методы обработки пластическим деформированием, с использованием химической, электрической, световой, лучевой и других видов энергии. Классификация ...





... ? 25. В чем сущность биохимических, фотохимических, радиационно-химических, плазмохимических процессов? Указать области их применения. 26. Какие основные группы физических процессов используют в системах технологий? 27. Дать определение машиностроению как комплексной области. Какова структура машиностроительного предприятия? 28. Раскрыть сущность понятий «изделие», «деталь», «сборочная единица ...

... вредных примесей металла. В заключение раздела отметим, что дуговой разряд, открытый В.Б. Петровым в 1802 г., не исчерпал еще всех своих возможностей и областей применения, включая и область сварочного производства. 3.2 Электрошлаковая сварка Разработка этого принципиально нового процесса была осуществлена в начале 50-х годов прошлого века сотрудниками ИЭС им. Е.О. Патона АН УССР во главе ...
0 комментариев