Навигация
Проектирование фасонного резца
17866
знаков
0
таблиц
11
изображений
1 Проектирование фасонного резца
Принцип работы радиальных фасонных резцов основан на постепенном срезании в виде стружки всего подлежащего удалению объема металла режущим лезвием. По мере движения резца в работу вступают все новые и новые точки режущего лезвия и к концу работы стружка срезается всем режущим лезвием.
Если все точки фасонного режущего лезвия резца расположены на высоте центра вращения детали, то эти точки лежат в диаметральной плоскости детали и профиль лезвия в этом случае тождественен профилю шаблона детали. Такое расположение фасонных режущих лезвий резцов возможно лишь при условии, что передний угол γ =0 и передняя поверхность резцов совпадает с диаметральным сечением деталей. Если при этом передняя поверхность резцов будет одновременно нормальна к фасонным задним поверхностям, то профили деталей и резцов совпадут, коррекционные расчеты станут ненужными и шаблонами резцов будут служить контршаблоны деталей; последнее возможно лишь при условии, что передний угол γ = 00 и задний угол α = 00, что практически является невозможным.
Для эффективного резания резцами необходимо осуществить заточку или произвести установку резцов под углом α > 00 (при этом устраняется смятие поверхности резания детали задней поверхностью резца). Для повышения режущих качеств осуществляется заточка передней поверхности резца под углом γ > 00.
Таким образом причиной, вызывающей необходимость коррекционных расчетов фасонных профилей является угол искажения профиля Σ = α + γ.
Рассмотрим алгоритм коррекционного расчета глубины профиля фасонного резца.
1.1 Исходные данные и алгоритм расчета.
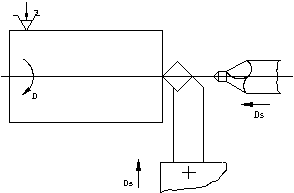
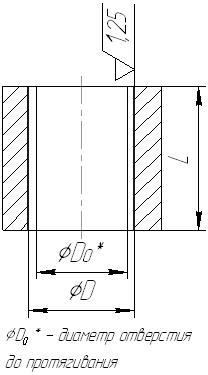
Деталь
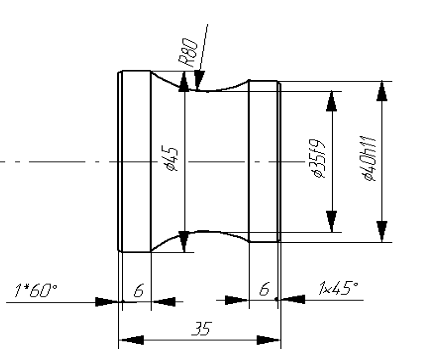
Рис.1
Материал заготовки: Сталь 40ХС
σв=1200Мпа;
Тип резца – призматический.
Блок-схема расчета профиля призматического фасонного резца (Рис.2).
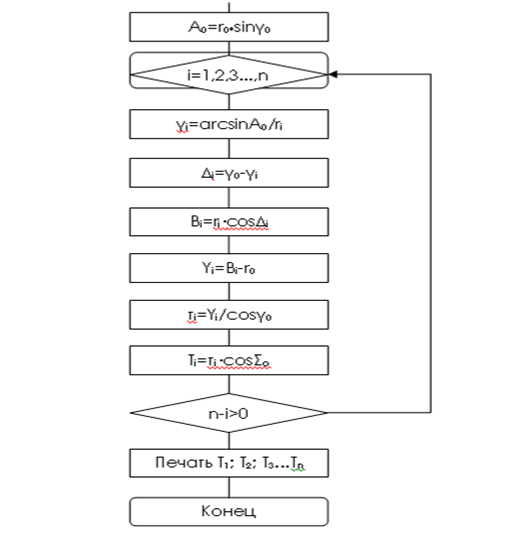
Рис.2.
1.2 Определение геометрических параметров режущей части и основных конструктивных размеров фасонных резцов.
Определяем наибольшую глубину профиля детали.
max=(dmax-dmin)/2=(45-35)/2=5мм,
где dmax и dmin соответственно наибольший и наименьший диаметры заготовки.
Выбираем величину переднего γ0 и заднего α0 углов резца в зависимости от обрабатываемого материала.
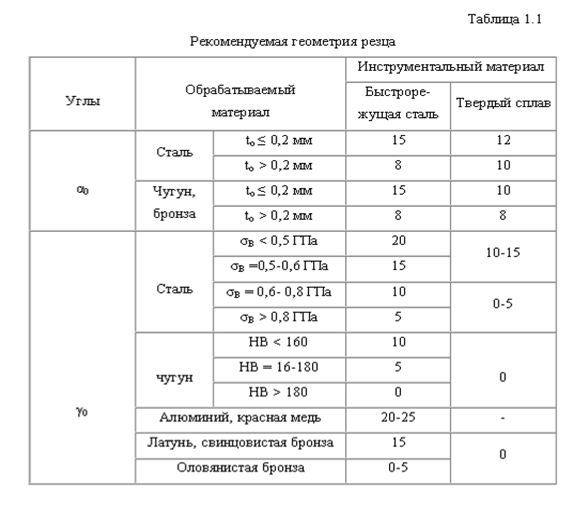
По таблице 1.1 выбираем γ0=12° α0=10°
Величина переднего угла для различных точек режущей кромки различна и в отдельных случаях принимает нежелательное значение .Поэтому производим проверку допустимости выбранной величины
γ0![]()
где rmax – максимальный радиус обрабатываемой детали.
γ0≤10х(22.5/5) =45,
Что позволяет сделать вывод о выполнении данного условия.
Определяем угол заточки Σ0: Σ0= γ0+α0=120+100=220
Определяем угол заострения β0: β0=900-Σ0=≥[ β]
β0=90-22=680
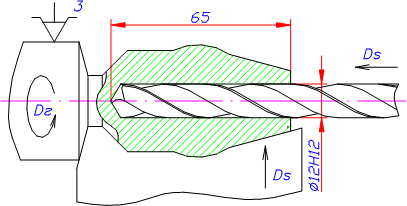
Определяем форму и размеры резца вдоль оси детали.
Для этого вычерчиваем заданную деталь, распологая ее торцом большего диаметра слева, ближе к шпинделю. На чертеже находим дополнительные режущие кромки резца.
a=3мм; b1=1мм;
Определяем ширину резца вдоль оси детали
Lp=lg+a+с+b+b1=35+3+2+5+1=46мм
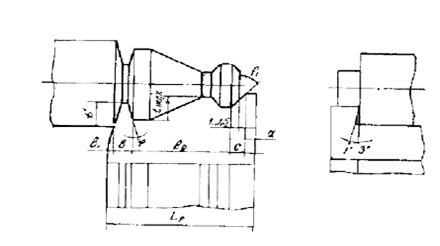
Рис. 3. Дополнительные режущие кромки фасонного резца.
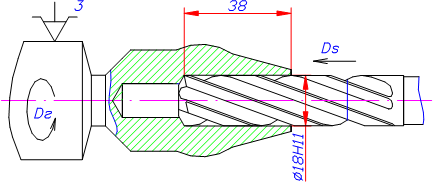
Выбираем габаритные и конструктивные размеры резца по табл.2
[10] в зависимости от tmax.
Т.к. tmax=5мм , то:
a= 3мм;
b=5мм;
b1=1 мм;
t=5 мм;
φ=150
ld=35 мм
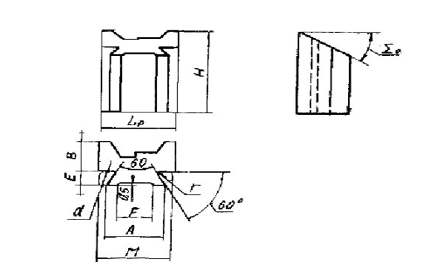
Рис 4. Размеры призматических резцов
Табл. 1.2
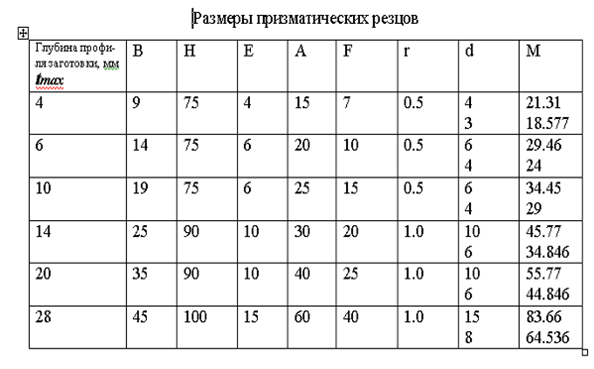
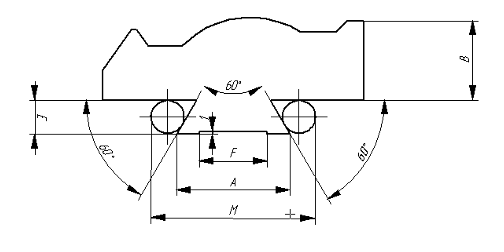
Рис5. Габаритные размеры призматического фасонного резца
Геометрические параметры резца:
-В=14мм;
-Н=75мм;
-Е=6мм;
-А=20мм;
-F=10мм;
-r=0.5мм;
-d=6мм;
-M=29мм.
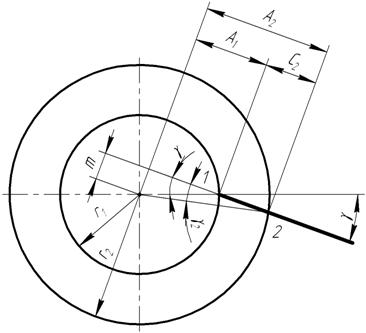
Алгоритм расчет профиля призматичемкого фасонного резца.
Ao=rosinγo=17.5sin12о=3.28мм
γi= arcsin![]()
γ1= arcsin(3.28/20)=10.49 о
γ2= arcsin(3.28/22.5)=6 о
Δi=γo- γi
Δ1=12 о -10.5=1.5
Δ2=12о-6о=4о
Bi=ro cos Δi
B1=20 cos 1.5о =19.94
B2=22.5 cos 4о =22.49
Yi= Bi-ro
Y1=19.94-17.5=2.496
Y2=22.48-17.5=4.97
τi= Yi cos γo
τ1=2.496/ cos12о=2.539
τ2=4.97cos12о=5.069
Ti= τi cos Σ0
T1=2.539 cos22 о =2.38мм
T2=5.069 cos22 о =4.76мм
1.3 Проектирование шаблона и контршаблона
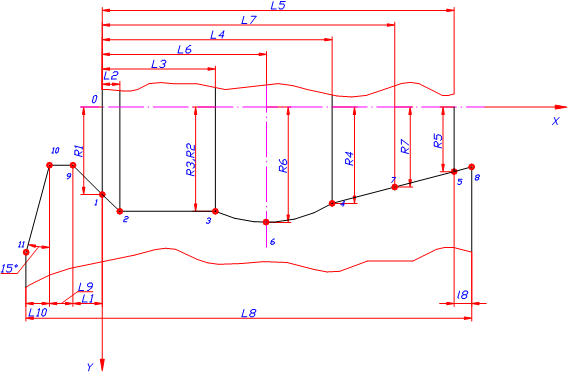
По результатам коррекционного расчета строится профиль шаблона для контроля точности профиля фасонной поверхности резца после шлифования и контршаблона для контроля профилей шаблона и шлифования круга для обработки профиля резца. Для этого через базовую точку параллельно оси проводят координатную прямую, от которой откладывают вычисленные значения высоты профиля резца в характерных точках Ri. Осевые размеры профиля резцов с осью, параллельной оси детали, равны осевым размерам детали.
Криволинейные участки профиля могут быть заданы либо в виде дуги радиуса r, величина которого определяется с использованием координат трех характерных точек, расположенных на криволинейном участке, либо координатами ряда точек, через которые проходит кривая.
2 Построение параметрической модели призматического фасонного резца
2.1 Исходные данные:
1.Диаметры заготовки:
-r1=17.5мм;
-r2=20мм;
-r3=22.5мм.
2. Главные углы резца:
- γ0=12-главный передний угол;
- α0 =10-главный задний угол;
3.Геометрические параметры резца:
-В=14мм;
-Н=75мм;
-Е=6мм;
-А=20мм;
-F=10мм;
-r=0.5мм;
-d=6мм;
-M=29мм.
2.2 Ввод исходных данных для создания параметрической модели
Эти данные вводим в окно переменных. На их основе определяются производные данные.
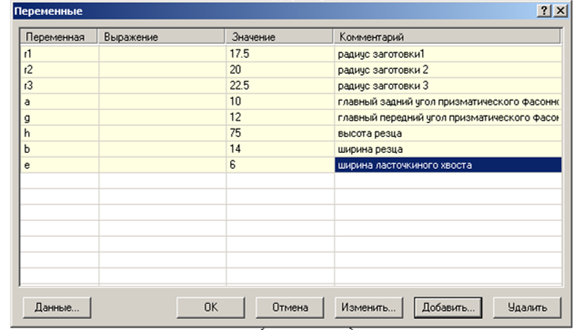
Рис.6 Окно переменных в задаче параметрического моделирования
2.3 Построение параметрической модели
Для построения модели графически задается последовательность графических команд. При этом в расчетных выражениях указываются параметры для команд (рис.7.). В представленном окне команд зафиксирована графическая команда Рисование отрезка под углом к прямой. С помощью этой команды изображается главная задняя поверхность резца. В группе Значение выбирается вкладка Длина и угол.
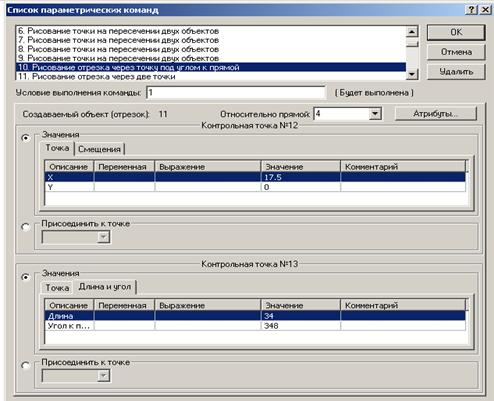
Рис.7 Окно команд в задаче параметрического моделирования призматического фасонного резца.
В результате применения аппарата параметрического моделирования строится параметрическая модель призматического фасонного резца (рис.8).
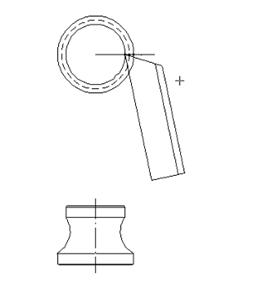
рис.8 Параметрическая модель призматического фасонного резца
2.4 Сохранение параметрической модели
После окончания работы над моделью сохраняем ее в отдельный файл с расширением аgр (с помощью команды Файл / Сохранить). Теперь модель можно вставить в обычный чертеж как параметрический блок (см. команду Рисовать / Блок / Вставить блок). При вставке параметрического блока пользователю предоставляются для заполнения только исходные данные.
Литература
1. Методические указания «Автоматизированное проектирование фасонных резцов с применением ЭВМ СМ-2М»: Кисилев В.Н. – Луганск 1991. – 20 с.
2. Руководство по курсовому проектированию металлорежущих инструментов: Уч. Пособие для вузов по спец. 0501/ под общ. ред. Г.Н.Кирсанова. – М.: Машиностроение, 1986 – 288с.
3. Нефедов Н.А., Осипов К.А., Сборник задач и примеров по резанию металлов и режущему инструменту. – М.: Машиностроение, 1984. – 400с.
4. Справочник технолога по автоматическим линиям / Под ред. А.Г.Косиловой. – М.: Машиностроение, 1982. – 320с.
5. Справочник технолога-машиностроителя: В 2-х т. – Т.1 / Под ред. А.Г.Косиловой. – М.: Машиностроение, 1985. – 656с.
6. Справочник технолога-машиностроителя: В 2-х т. – Т.2 / Под ред. А.Г.Косиловой и Р.К.Мещеряковой. – М.: Машиностроение, 1986. – 496с.
7. Родин П.Р. Металлорежущие инструменты. – Киев: Вища шк., 1986. – 455с.
8. Методические указания к выполнению курсового проекта «Автоматизированное проектирование фасонных резцов с применением ЭВМ» / Сост.: В.Н. Кисилёв, П.М. Андросов. – Ворошиловград: ВМСИ, 1988.-19 с.
Похожие работы
... стружки при полностью сточенном сверле; lр – длина режущей части сверла lр = 0.3·dсв = 0.3·12 = 3,6 мм; lк – длина стружечной канавки; D = 10 мм; lо = 130-30-10-3,6=86,4 мм. Число переточек: n = lo/Dl = 86,4/0,8 = 108 переточка. Dl – величина стачивания за одну переточку. 6. Проектирования зенкера. Обоснование использования инструмента. Зенкер предназначен для обработки отверстия в литых ...
... и при малых сериях. Протягиванием сравнительно легко достигается получение 7-9 квалитетов точности и 7-9 классов шероховатости обработанной поверхности. Зуборезный инструмент относится к категории наиболее сложного и специфичного в проектировании, изготовлении и эксплуатации, поэтому все вопросы, связанные с его созданием, должны решаться комплексно с учетом его конструктивных особенностей и ...
... и внутренние качества заказчицы, проанализированы особенности фигуры, выявлены достоинства и недостатки. Также были изучены тенденции современной моды, и на основе всего вышеперечисленного была создана серия моделей женского демисезонного пальто. Серия моделей создаётся для того, чтобы заказчик мог выбрать наиболее подходящее для него, а также, чтобы можно было наглядно увидеть сочетание стиля, ...
... значение поля «После», то текст инструкции будет выдан после всех переходов, режимов и оснащения. В текстах инструкций можно указывать переменные, которые будут заменяться на значения параметров детали или технологического процесса. Над строками текстов инструкций имеется две кнопки [Ввод] и [Текст]. Если нажата кнопка [Ввод], то виден текст инструкции до замены переменных и при изменении его с ...
0 комментариев