Выбор и обоснование аналога проектируемого устройства
Описание принципа действия
Компоновка проектируемого устройства
Способ сравнения – заключается в сравнении параметров неисправного аппарата с параметрами исправного аппарата того же типа или марки
Расчет затрат на заработную плату
Энерго- и материалосбережение
Навигация
Описание принципа действия
Разработка автоматизированного блока управления пневмокамерным насосом
69109
знаков
3
таблицы
10
изображений
1.4.3 Описание принципа действия
Принцип работы пневмокамерного насоса.
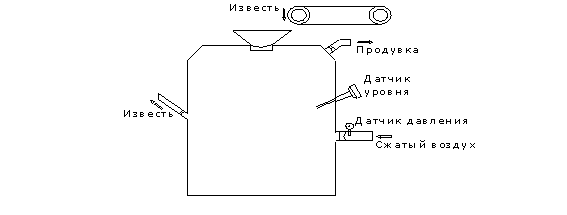
Материалы поступают в ёмкость насоса через дозатор. Клапан дозатора закрывается по прошествии времени на таймере ограничения по времени, либо после засыпания материалом датчика уровня. После закрытия клапана дозатора, открывается клапан выгрузки. Выгрузка осуществляется при подаче воздуха под давлением 2 МПа и завершается, либо по прошествии времени на таймере ограничения по времени, либо при падении давления ниже 1 МПа. После закрытия клапана выгрузки, осуществляется стравливание лишнего воздуха из ёмкости и цикл повторяется.
1.4.4 Расчет потребляемой мощности
В этом разделе необходимо выполнить расчет потребляемой мощности
нашим проектируемым устройством. Расчет потребляемой мощности является весомым фактором для выбора источника питания, а также по результатам этих расчетов будет видно, является ли целесообразным вообще собирать устройство.
Каждый из элементов входящих в состав нашего устройства будет потреблять различную мощность, так как это потенциально разные устройства. Рассчитаем потребляемую мощность каждого из элементов.
Автоматические реле (РЕК77) 220В – потребляемая мощность одного реле равна Р = 1Вт, так как реле у нас четыре общую мощность можно рассчитать по формуле:
Рр = n * 1Вт где n – это количество реле присутствующих в схеме
Рр = 4 * 1Вт = 4Вт (1.5.4.1)
Вибрационный сигнализатор (ВС – 340) – потребляемая мощность согласно техническому описанию равна Рвс = 3Вт
Рассчитаем потребляемую мощность ламп индикации (НL-1 – HL-5)
P= Uпр*Iпр = 4*100*10-3 = 0,4 Вт (1.5.4.2)
Мощность всех ламп равна
∑PHL= n × PНL= 7 * 0,4 = 2,8 Вт (1.5.4.3)
Контроллер LOGO SIEMENS – потребляемая мощность согласно техническому описанию устройства численно равна Рк = 4Вт.
Электроконтактный манометр - потребляемая мощность согласно техническому описанию устройства численно равна Рм = 2Вт.
Теперь рассчитаем мощность, потребляемую всем устройством в целом, по следующей формуле:
Pобщ= Pреле + Pвс + Pконтр +РНL + Рм (1.5.4.4)
Pобщ= 4+3+4+2,8+2=15,8 Вт
Исходя из полученных расчетов видно, что данное устройство довольно экономично в плане потребляемой мощности и следовательно для его изготовления не потребуются большие затраты (тепло отводы или специальная система охлаждения).
2 . Конструкторско-технологический раздел
2.1 Выбор и обоснование способа изготовления печатной платы
Печатные платы представляют собой диэлектрическую пластину с нанесенным на нее токопроводящим рисунком (печатным монтажом) и отверстиями для монтажа элементов.
Печатный монтаж – это нанесение на изоляционное основание тонких электропроводящих покрытий (печатных проводников), выполняющих функции монтажных проводов для соединения элементов схемы.
Печатные платы служат для размещения и закрепления элементов устройства одном основании, а печатный монтаж обеспечивает связь между этими элементами в соответствии с принципиальной схемой устройства. Наряду с традиционным проводным монтажом печатные платы являются основным этапом в подготовке устройства к производству и имеют ряд преимуществ, т. е. они позволяют:
1. увеличить плотность монтажных соединений и возможность миниатюризации компоновки радиоэлементов и блоков внутри устройства;
2. организовать изготовление печатных проводников и электрорадиоэлементов в одном технологическом цикле;
3. гарантированная стабильность и повторяемость электрических характеристик;
4. Повышенная стойкость устройства к климатическим и механическим воздействиям;
5. провести унификацию конструкторских и технологических решений;
6. Увеличить надежность;
7. организовать комплексную автоматизацию работ по изготовлению устройства.
По конструктивному исполнению все печатные платы можно подразделить на: односторонние, двухсторонние, однослойные и многослойные.
Односторонние печатные платы представляют собой диэлектрическое основание, на одной стороне которого выполнен печатный монтаж, а на другой стороне размещаются элементы устройства.
У двухсторонних печатных плат печатный монтаж выполнен на двух сторонах, а переход токопроводящих линий осуществляется металлизированными контактными отверстиями. Такое исполнение печатной платы позволяет обеспечить большую плотность размещения печатных проводников.
Многослойные печатные платы состоят из чередующихся слоев материала с проводящим рисунком, соединенных клеевыми прокладками в монолитное основание путем прессования. Такое исполнение печатной платы позволяет обеспечить наибольшую плотность и надежность печатного монтажа, что в свою очередь позволяет уменьшить габаритные размеры печатной платы.
Теперь рассмотрим более подробно методику нанесения токопроводящего рисунка на подложку печатной платы. Существует несколько способов:
1. Химическое травление;
2. Электрохимическое осаждение;
3. Комбинированный.
Наиболее распространенным из этих методов является метод химического травления.
Организация процесса химического травления фольгированного материала осуществляется при помощи специально изготавливаемых для этих целей химических составов. Существует широкая номенклатура таких реактивов, большинство из которых довольно легко можно изготовить даже в домашних условиях. Наиболее простыми способами травления фольгированного материала в процессе изготовления печатной платы является:
1. В стакане холодной воды растворяют 4 – 6 таблеток пероксида водорода и осторожно добавляют 15 – 25 мл концентрированной серной кислоты. Для нанесения рисунка печатных проводников на фольгированный материал можно пользоваться клеем БФ – 2. Время травления в данном растворе примерно 1 час.
2. Раствор хлорного железа в воде: в 200 мл воды растворяют 150 г хлорного железа в порошке. Для приготовления хлорного железа берут 9 % -ную соляную кислоту и мелкие железные опилки. На 25 объемных частей кислоты берут одну часть железных опилок. Опилки засыпают в открытый сосуд с кислотой и оставляют на несколько дней. Через 5 – 6 дней раствор окрасится в желто-бурый цвет, что означает готовность раствора к применению.
3. Травление платы в концентрированном растворе азотной кислоты занимает 1 –5 минут, но требует осторожности. После травления плату тщательно промывают водой с мылом.
Однако существует возможность изготовления печатной платы даже без применения химикатов. Данный процесс осуществляется следующим образом: требуемых размеров плату вырезают из фольгированного материала, сверлят все необходимые отверстия и наносят на нее рисунок печатного монтажа. Контуры обводят острым шилом. Для изготовления платы средней сложности приведенным способом затрачивается 1,5 – 2 часа.
Что касается стенда для исследования канала сопряжения ЧПУ с объектом, то для изготовления печатной платы для него целесообразней всего изготовить двухстороннюю печатную плату, т.к. учебный стенд содержит большое количество микросхем и радиоэлементов.
Как и для любого устройства, для изготовления печатной платы также существует своя методика:
- Сначала на клетчатой бумаге вычерчивается плата в натуральную величину.
- Следующим действием изготавливается копия этого чертежа, на котором отмечены только места, где необходимо просверлить отверстия для установки в них радиоэлементов и цифровых интегральных микросхем. - Эта копия наклеивается на пластину фольгированного стеклотекстолита со стороны фольги. Применять для изготовления печатной платы гетенакс или текстолит не рекомендуется, т. к. существует высокая вероятность, что при
повторной пайке печатные проводники отклеятся.
- Следующим этапом является проделывание отверстий для установки радиоэлементов и микросхем. Сверлятся отверстия обычно сверлами с диаметром от 0,5 до 0,7 мм.
- После вся плата со стороны фольги покрывается слоем нитрокраски и высушивается не менее 20 мин.
- Затем производится тщательное обследование печатной платы и в местах, где краска попала мимо печатных проводников, производится ее удаление при помощи скальпеля.
- Готовая плата травится обычным способом в растворе хлорного железа. Однако и здесь существует одна небольшая хитрость, для ускорения процесса травления печатную плату нужно травить в вертикальном положении. При этом продукты реакции не будут оседать на печатную плату, и не будут препятствовать процессу травления.
Похожие работы
... Югов П.И. Использование термодинамической модели для прогнозирования усвоения элемента раскисления //Сталь – 1977. - №10. – с. 12-21. 15. Мочалов С.П. Методы оптимизации металлургических процессов. – Новокузнецк, 1989. 16. Информационная технология. Комплекс стандартов и руководящих документов на автоматизированные системы. – М.: Издательство стандартов, 1991. – 36 с. 17. ГОСТ ...

... и защитное значение. Антропогенный объект – объект, созданный человеком для обеспечения его социальных потребностей и не обладающий свойствами природных объектов. К видам негативного воздействия на окружающую среду относят: - выбросы в атмосферный воздух загрязняющих и других веществ; - сбросы загрязняющих веществ, иных веществ и микроорганизмов в поверхностные водные объекты, подземные ...
0 комментариев