Навигация
Разработка тепловой установки для тепловлажностной обработки бетона
31694
знака
0
таблиц
3
изображения
ГОУ ВПО
Якутский государственный университет им М.К.Аммосова
Инженерно-технический факультет
Кафедра ПСМиК
Пояснительная записка
К курсовому проекту по дисциплине:
Теплотехника и теплотехническое оборудование предприятий строительной индустрии
На тему:
Разработка тепловой установки для ТВО бетона
Выполнила:Ст.гр.ПСМиК-06
Решетова Е.А.
Проверил:Турунтаев Г.Г.
Якутск,2009г.
Содержание
Введение
1 Устройство и принцип работы автоклава
2 ТВО бетона при избыточном, по сравнению с атмосферным, давлением. Автоклав
3 Технологический расчет
4 Теплотехнический расчет
5 Расчет подачи пара(теплоносителя)
6 Технико-экономические показатели
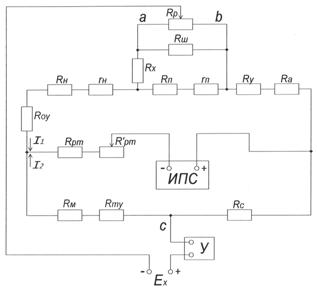
7 Автоматизация тепловой обработки изделий
8 Охрана труда и техника безопасности
Использованная литература
Введение
Железобетонные конструкции являются базой современной строительной индустрии. Их применяют: в промышленном, гражданском и сельскохозяйственном строительстве -для зданий различного назначения; в транспортном строительстве- для метрополитенов, мостов ,туннелей: в энергетическом- для гидроэлектростанций, атомных реакторов, и т.д.Такое широкое распространение в строительстве железобетон получил вследствие многих его положительных свойств: долговечности, огнестойкости, стойкости против атмосферных воздействий, высокой сопротивляемости статическим и динамическим нагрузкам и др.
Эффективность применения бетона в современном строительстве в значительной мере определяется темпами производства железобетонных изделий. Ускорение твердения бетона приобретает особое значение при изготовлении изделий в заводских условиях, так как благодаря сокращению сроков изготовления достигается максимальное использование производственных площадей, повышение оборачиваемости форм и другого дорогостоящего оборудования. Решающим средством ускорения твердения бетона в условиях заводской технологии производства является тепловая обработка.
Процесс тепловой обработки занимает 70-80% времени всего цикла изготовления.
На заводах сборного железобетона применяются различные установки ускоренного твердения бетона. Повышение эффективности работы этих установок является важнейшим мероприятием по увеличению выпуска продукции.
Немаловажное значение имеет также сокращение удельных расходов тепла на тепловую обработку бетона. Большие удельные расходы тепла вызывают на многих предприятиях перебои в работе, особенно в зимнее время.
В связи с этим приобретают большое значение исследование теплотехнических характеристик установок для тепловой обработки изделий.
Тепловая обработка оценивается по прочности достигнутой ко времени ее окончания в процентах от прочности того же бетона в 28-суточном возрасте нормального твердения. Эффективность такой обработки зависит от выбора исходных материалов и состава бетона, а также от принятого режима обработки.
1 Устройство и принцип работы автоклава
Тепловлажностная обработка изделий под давлением выше атмосферного осуществляется в автоклавах. Эти установки(тупиковые с одной крышкой или проходные с двумя) представляют собой герметично закрывающиеся стальные сосуды цилиндрической формы диаметром 2,2-3,6 м и длиной 15-30 м.
Автоклав устанавливают на опорах позволяющих ему удлинятся при нагревании. Пар подеется через штуцер к перфорированной трубе, размещенной внутри автоклава. конденсат удаляют через спускной клапан. Внутри автоклава проложен рельсовый путь, а который вкатывают вагонетки с пропариваемыми изделиями.
Во избежание больших тепловых потерь в окружающую среду все внешние поверхности автоклава покрывают тепловой изоляцией, что способствует интенсификации самого технологического процесса и, кроме того, является одним из важнейших мероприятий по охране труда.
Следует иметь ввиду, что температура, создаваемая в автоклаве, зависит не от общего давления в нем, а только от парциального давления пара, поэтому присутствие воздуха в автоклав является вредным. При уменьшении температуры насыщения воздух обычно отсасывают путем вакуумирования.
Особенность тепловой обработки в автоклавах- сохранение воды в жидкой фазе при давлении насыщенного пара 0,9-1,3 МПа и температуре около 160-180оС. Это создает благоприятные условия как для значительного ускорения твердения, так и для образования новых фаз и соединений в бетоне.
Основная составляющая цементирующего вещества, определяющая прочность, гидросиликаты и, в меньшей степени, гидроалюминаты и гидроферриты кальция. В зависимости от технологических факторов составы этих соединений могут меняться.
Для предотвращения деструктивных процессов на ранней стадии твердения бетона применяют режимы с быстрым подъемом температуры до 1-2 ч., которые обеспечивают создание избыточного давления паровоздушной среды (0,03-0,05МПа) в автоклаве в начальный период запаривания, когда происходит обжатие бетона паровоздушной средой, что предотвращает развитие в нем деструктивных процессов в начальной стадии твердения.
Избыточное давление создается либо подачей пара в герметически закрытый авоклав, либо подачей пара при открытых вентилях для выпуска воздуха и конденсата. При создании избыточного давления посредством подачи пара вв герметически закрытый автоклав из-за снижения температуры запаривания на 5-7 оС по сравнению с отсутствующей температурой среды чистого насыщенного пара максимальное давление в автоклаве при изотермической выдержке увеличивает на 0,1-0,25 МПа. Избыточное давление посредством подачи пара при открытых вентилях для выпуска воздуха и конденсата создается через 10-15 мин после продувки автоклава.
Для предотвращения осадки бетонной смеси за счет создания избыточного давления на ранней стадии твердения пластическая прочность бетона перед запариванием должна быть не менее 0,35 МПа.
Продолжительность изотермической выдержки назначают с учетом времени, необходимого для полного прогрева изделия, и для взаимодействия вяжущего с кремнеземистым компонентом, обеспечивающим максимальную прочность изделия по всему сечению.
Продолжительность третей стадии запаривания устанавливают в зависимости от толщины изделий, вида и плотности бетона.
Похожие работы
... из тяжелого бетона В22,5 при F 50 для жилых зданий сборно-монолитного безригельного каркаса; Выпускаемые по ТУ 5896–084–04001232–2002 «Блоки вентиляционные и шахт дымоудаления железобетонные для жилых и общественных зданий сборно-монолитного безригельного каркаса» Технические требования Вентиляционные блоки разработаны для жилых зданий с высотами этажа 2,8 м и 3 м и 3,3 м для общественных зданий ...
... система(энергосистема) состоит из электрических станций, электрических сетей и потребителей электроэнергии, соединённых между собой и связанных общностью режима в непрерывном процессе производства, распределения и потребления электрической и тепловой энергии при общем управлении этим режимом. Электроэнергетическая (электрическая) система-это совокупность электрических частей электростанций, ...
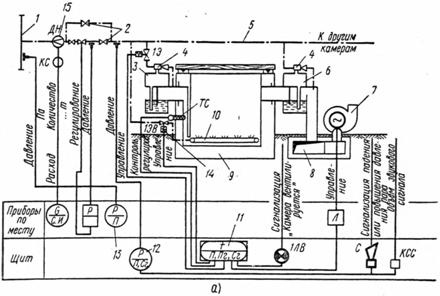
... кассетных установок в данном цехе и интенсивный отвод паровоздушной смеси из бака сбора конденсата. 2. Автоматизация технологического процесса Рис.1. Автоматизация камеры периодического действия для тепловой обработки железобетонных изделий: а — функциональная схема; 1 — гребенка; 2 — задвижка с ручным приводом: 3 — приточный затвор: 4 — эжектор; 5 — паропровод; 6 — вентиляционный затвор; ...
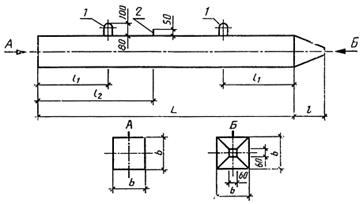
... производстве; Тн – номинальное количество рабочих суток в год. Ки – коэффициент использования оборудования, Ки = 0,92 Т0 = 0,92*(260-7)=233 часа 2. Технология и организация производства 2.1. Технологическая схема производства Производство квадратных свай осуществляется по стендовой технологии. Стендовый способ производства железобетонных изделий характеризуется следующими основными ...
0 комментариев