Навигация
ВЫБОР МЕТОДОВ ОБРАБОТКИ И ОБОРУДОВАНИЯ. РАСЧЕТ ЭФФЕКТИВНОСТИ ВЫБРАННЫХ МЕТОДОВ ОБРАБОТКИ И ОБОРУДОВАНИЯ
45206
знаков
11
таблиц
5
изображений
4. ВЫБОР МЕТОДОВ ОБРАБОТКИ И ОБОРУДОВАНИЯ. РАСЧЕТ ЭФФЕКТИВНОСТИ ВЫБРАННЫХ МЕТОДОВ ОБРАБОТКИ И ОБОРУДОВАНИЯ
На современном производстве работа по совершенствованию технологических операций ведется в следующих направлениях:
- сокращение области применения методов выполнения временных соединений, а также нанесения меловых линий и ручной подрезки полуфабрикатов;
- сокращение любых ручных работ (механизация и автоматизация ручных;
- повышение точности выкраивания деталей за счет использования автоматизированных раскройных комплексов в раскройном цехе с целью сокращения объема работ по ручной подрезке деталей;
- расширение области применения клеевого соединения вместо ниточного для внутреннего закрепления швов, придания формоустойчивости деталям и узлам одежды, для отделки деталей аппликациями и других работ;
- совершенствование технологии на базе применяемых швейных машин с набором автоматизированных функций.
Для изготовления комплекта женского были выбраны промышленные методы обработки, позволяющие применять новое высокоэффективное оборудование и приспособления малой механизации.
Например, машина 97-а кл. «Промшвеймаш» была заменена на одноигольную стачивающую машину 131-311+100 кл. (АО «Орша»), в которой имеется автоматизированный привод с выполнением типовых функций: остановка и фиксация иглы, подъем лапки, обрезка ниток, обрезка края детали. Эта машина в качестве транспортирующего механизма имеет рейку и отклоняющуюся иглу, для предотвращения посадки ткани при стачивании.
Стачивающе-обметочная машина 208-А кл. заменена на AZ8500Н-А4DF (ПО «АОМЗ» Россия), эта машина имеет высокую скорость 6500об/мин., кроме того, машина снабжена универсально-сборным приспособлением УСП-3, с помощью которого можно получить до 300 модификация швов.
Для внутрипроцессной влажно-тепловой обработки рекомендуется использовать утюжильный стол 101 «Макпи» (Россия-Италия), который комплектуется основной и двумя специальными подушками и электропаровым утюгом УТП-2.ОЭП (ОАО «Агат»).
Для обработки верхнего среза юбки предлагается использовать двухигольную машину 852×28 кл. («ПМЗ» г. Подольск) с приспособлением марки 3-28 (МОМЗ ЦНИИШП), что позволило снизить время на обработку и последовательный метод обработки заменить на прогрессивный параллельно-последовательный метод.
| Существующая обработка | Рекомендуемая обработка | ||||||||
| Наименование неделимой операции | Специальность | Разряд | Затрата времени сек | Оборудование, средства оргоснастки | Наименование неделимой операции | Специальность | Разряд | Затрата времени, сек. | Оборудование, средства оргоснастки |
| 1Стачать пояс из частей | м | 2 | 13 | 97-А | 1 Стачать пояс из частей | М | 2 | 13 | 131-311+100 |
| 2Разутюжить шов стачивания пояса | у | 2 | 9 | СУ-В | 2Разутюжить шов стачива-ния пояса | У | 2 | 9 | 101+0081 + УТП-20Э ОАО "Агат |
| 3Обметать срез пояса юбки | с | 3 | 21 | 208-А | |||||
| 4Обтачать концы пояса юбки | м | 3 | 23 | 97-А | 3Обтачать концы пояса юбки | м | 3 | 23 | 131-311+100 |
| 5. Высечь припуск шва в углах пояса, вывернуть, выправить углы пояса юбки | р | 2 | 11 | ножницы | 4 Высечь припуск шва в углах пояса, вывернуть, выправить углы пояса юбки | р | 2 | 11 | Ножницы, колышек |
| 6 Заутюжить пояс юбки, уравнивая продольные срезы | у | 3 | 23 | СУ-В |
|
|
|
|
|
| 7 Притачать пояс к верхнему срезу юбки, вкладывая вешалки | м | 4 | 78 | 97-А | 5 Притачать пояс к верхнему срезу юбки, вкладывая вешалки | м | 4 | 80 | 852×28 + 3-28 МОМЗ ЦНИИШП |
| 8 .Настрочить пояс юбки | м | 4 | 67 | 97-А | |||||
| Итого по узлу: |
|
| 245 |
|
|
|
| 136 | |
Для обработки нижнего среза рукава предлагается использовать приспособлением марки 3-24 (МОМЗ ЦНИИШП), что позволило снизить время на обработку и последовательный метод обработки заменить на прогрессивный параллельно-последовательный метод.
Таблица 6 - Анализ методов обработки низа рукава
| Существующая обработка | Рекомендуемая обработка | ||||||||
| Наименование неделимой операции | Специальность | Разряд | Затрата времени сек | Оборудование, средства оргоснастки | Наименование неделимой операции | Специальность | Разряд | Затрата времени, сек. | Оборудование, средства оргоснастки |
| Притачать обтачку к нижнему срезу рукава | м | 3 | 68 | 97-А | Настрочить обтачку на низ рукава | м | 3 | 70 | 131-311+100+3-24 |
| Настрочить шов притачивания обтачки | м | 4 | 60 | 97-А | |||||
| Итого | 148 |
|
|
|
| 70 |
| ||
По итогам анализа производится расчет показателей эффективности, приведенных в таблице 7.
Таблица 7 - Показатели эффективности методов обработки
| №№ п/п | Показатели эффективности сравниваемых методов обработки | Един. измерения | По узлам | По изделию (мод.В) | ||
| в действ. потоке | проект. метод | в действ. потоке | проект. метод | |||
| 1 | Затраты времени | с | 393 | 206 | 4119 | 3932 |
| 2 | Количество неделимых операций | ед. | 10 | 6 | 73 | 69 |
| 3 | Степень механизации | % | 70 | 66,7 | 60,1 | 63,6 |
| 4 | Снижение затрат времени | % | 90,8 | 4,53 | ||
| 5 | Рост производительности труда | % | 47,6 | 4,76 | ||
Расчет показателей производят по формулам:
- степень механизации труда - Смех
![]() ,
,
где nмех - количество механизированных операций по последовательности обработки узла;
n – общее количество операций в последовательности обработки узла;
- снижение затрат времени - Сз
![]() ,
,
где Тд – трудоемкость обработки узла в действующем потоке;
Тпр - трудоемкость обработки узла в проектируемом методе;
- рост производительности труда - Пт
![]() .
.
Характеристика оборудования для ниточного соединения деталей швейных изделий и ВТО и приведена в таблицах 8 и 9.
Таблица 8 - Характеристика оборудования для ниточного соединения деталей швейных изделий
| Оборудование, Предприятие-изготовитель | Тип или класс машины | Максим. Частота вращения главного вала, мин-1 | Длина стежка, мм. | Механизм перемещения материала | Иглы /ГОСТ 22249-76/. | Толщина пакета, мм мм | Наименование, марка средства малой механизации | Технологические операции. |
| Одноигольная стачивающая машина АО «Орша» Беларусь | 131-311 +100 | 5000 | 3,5 | нижняя рейка | 0092-02-80-90 | 3 | 3-5А 3-140 М.1.2. 1-44(Л-000) МОМЗ ЦНИИШП | стачивание, притачивание, настрачивание, втачивание |
| Краеобметочная машина ПО «Азов» Россия | AZ8003H-A4DF | 8000 | 3,5 | дифференциальный двигатель | 0037-02-70-90 | 5 | обметывание срезов | |
| Стачивающе-обметочная машина ПО «Азов» Россия | AZ6500H-С5DF | 6500 | 4,0 | дифференциальный двигатель | 0037-02-70-90 | 5 | Стачивание с одновременным обметыванием срезов | |
| Подшивочная машина ЗАО «Завод промышленных швейных машин» г. Подольск Россия | 285 | 3200 | 7,0 | Верхняя рейка | 7 | 2-38 МОМЗ ЦНИИШП | Подшивание низа изделий, рукавов | |
| Двухигольная машина ЗАО г. Подольск Россия | 852× 28 | 4500 | 3,5 | нижняя рейка | 0092-02-80-90 | 3 | 3-28 | Обработка верхнего среза юбки |
| Петельный полуавтомат АО «Орша» Беларусь | 1025 | 3000 | Специальный двигатель | 0203-90 | 4 | ПРП-4 | Обметывание прямых петель | |
| Пуговичный полуавтомат ЗАО г. Подольск Россия | 1595 | 1500 | 3,5 | Специальный двигатель | 0724-90 100 110 | 5 | Пришивание сферических пуговиц с ушком |
Таблица 9 - Характеристика оборудования для влажно-тепловой обработки и склеивания
| Вид оборудования, предприятие -изготовитель | Производительность циклов, час | Усилие Прессования, Кн. | Тип привода | Способ нагрева подушки | Температура нагрева подушки, оС. | Тип Подушки | Выполняемая операция | |||
| верхний | нижний | верхней | ниж ней | |||||||
| Малогабаритный пресс для дублирования RSP-450 “Global”(Нидерланды) | до 50 | 36 | пневматический | электрический | паровой | 50-250 | 105-110 | В-291 | дублирование | |
| Стол утюжильный 101 «Макпи» Италия | - | - | - | - | электропаровой | - | 105-110 | 0981 | внутрипроцессная и окончательная ВТО | |
| Электропаровой утюг УТП-20Э ОАО «Агат» Россия | - | 2 кг. | - | электропаровой | - | 100-240 | - | - | внутрипроцессная и окончательная ВТО | |
Применение перспективного оборудования позволит улучшить качество обработки изделия, улучшить организацию труда работников, снизить трудоемкость обработки узлов.
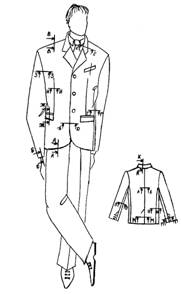
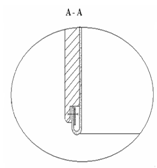
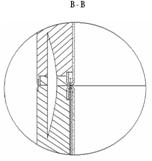
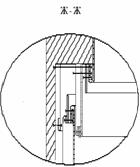
На рисунках 1-5 представлены сборочные схемы узлов изделия:
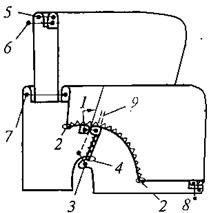
Рисунок 1 - Обработка воротника, борта и соединение воротника с изделием
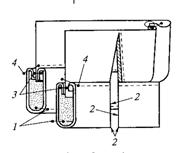
Рисунок 2 - Обработка манжеты и соединение ее с изделием (мод. А)
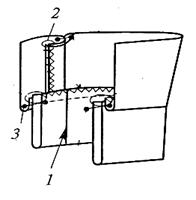
Рисунок 3 - Обработка манжеты и соединение ее с изделием (мод. Б)
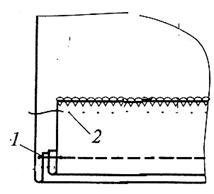
Рисунок 4- Обработка низа рукава (мод. В)

Рисунок 5 - Обработка вытачек
Похожие работы
... и усталость. Нитки, фурнитура. В таблице 3.1 приведены основные характеристики физико-механических и технологических свойств выбранного и предложенных материалов для пошива женских костюмов младшей возрастной группы, представленных на эскизах моделей. Таблица 3.1 Показатели физико-механических и технологических свойств материалов Наименование и артикул ткани Стандартные нормы материалов ...

... справочник (список) технологических операций ТПШИ. Справочник представляет собой упорядоченное множество операций по обработке и сборке изделия, который представлен в таблице 6.1. Таблица 6 - Технологическая последовательность обработки мужского пиджака Номер операции Содержание операции специальность Разряд Затрата времени, с Оборудование, приспособление, инструменты 1 2 3 4 5 6 ...
... -русые волосы, цвет глаз темно-коричневый, теплый оттенок кожи. 2.4 ПРОЕКТИРОВАНИЕ Выбор модели из нескольких возможных, в соответствии с требованиями технического задания В таблице 2 проведем анализ моделей 1, 2, 3, 4, 5 (рис. 1, 2, 3, 4, 5) в соответствии с вышеизложенными требованиями. Конструкция модели с наибольшими показателями качества будет рассмотрена в последующих пунктах с ...
... в списке литературы [1,26,27,28,29,30,31,32]. 1.1.2 Определение исходных данных для проектирования Заданием дипломного проекта является «Разработка базовой конструкторской документации на женское нарядное платье для изготовления в условиях ЗАО «Домино» на индивидуального потребителя с учетом его внешнего облика». Женское платье парадно-выходного назначения, изготавливается на индивидуального ...
0 комментариев