Навигация
Подбор оборудования, оснастки
34806
знаков
13
таблиц
25
изображений
4. Подбор оборудования, оснастки
Выбор оборудования, инструмента и приспособлений обусловлен конструкцией редуктора, характером сопряжения деталей входящих в редуктор, используемым в конструкции крепежными изделиями, рекомендациями нормативно технических документов на стандартные комплектующие, техническими требованиями сборочного чертежа.
Для расконсервации подшипников выбираю электромасляную ванну СПЗ-179, производительностью 80 кг/ч.
При сборке данного редуктора используется следующий инструмент:
Операция 010. Слесарно-сборочная.
Подшипник 202 поз. 36 напрессовывается на вал по посадке l0/K6 с усилием запрессовки Fз=![]() H, с помощью двух оправок (оправка 1, оправка 2). В качестве оборудования выбран пресс реечный.
H, с помощью двух оправок (оправка 1, оправка 2). В качестве оборудования выбран пресс реечный.
Операция 015. Слесарно-сборочная.
Подшипник 205 поз. 37 напрессовывается на вал по посадке l0/K6 с усилием запрессовки Fз=![]() H, с помощью оправки 5. В качестве оборудования выбран пресс реечный.
H, с помощью оправки 5. В качестве оборудования выбран пресс реечный.
Шпонка поз.40 устанавливается в оправку 3 и запрессовывается при помощи молотка 7850-0117 ГОСТ 2310-77.
Колесо поз. 7 напрессовывается на вал по посадке Н7/K6 с усилием запрессовки Fз=![]() H, с помощью оправки 4. В качестве оборудования выбран пресс реечный.
H, с помощью оправки 4. В качестве оборудования выбран пресс реечный.
Операция 020. Слесарно-сборочная.
Подшипник 206 поз. 38 напрессовывается на вал по посадке l0/K6 с усилием запрессовки Fз=![]() H, с помощью двух оправок (оправка 8, оправка 9). В качестве оборудования выбран пресс реечный.
H, с помощью двух оправок (оправка 8, оправка 9). В качестве оборудования выбран пресс реечный.
Шпонка поз.41 устанавливается в оправку 6 и запрессовывается при помощи молотка 7850-0117 ГОСТ 2310-77. Для запрессовки шпонок и штифтов выбираю молоток 7850-0107 Ц15хр ГОСТ 2310-77, с рукояткой исполнения 2, нормальной массой головки 0,2 кг, цинковым покрытием толщиной 15 мкм хроматированием. Длинна с рукоятки 250 мм, высота головки 80 мм.
Для пригонки шпонок выбираю напильник 2820-0027 ГОСТ 1465-80 с насечкой №2 длиной l =300мм шириной в=30мм.
Колесо поз.6 напрессовывается на вал по посадке Н7/K6 с усилием запрессовки Fз=![]() H, с помощью оправки 7. В качестве оборудования выбран пресс реечный.
H, с помощью оправки 7. В качестве оборудования выбран пресс реечный.
Операция 025. Слесарно-сборочная.
Для нанесения герметика на разъем корпуса выбираю шпатель по ГОСТ10778-83;
Для обеспечения затяжки резьбовых соединений расчетным моментом выбираю ключ с регулируемым крутящим моментом тип А.
Динамометрический ключ РВДФ-120 ТУ 2,035,1053-86
Длинна рукоятки – 300мм.
Размер квадрата под сменную головку, а=10мм.
Сменная головка 7812-0478 1 Х9 ГОСТ25604-83.
Болты поз.26 у подшипников затягиваются динамометрическим ключом РВДФ-120 ТУ 2,035,1053-86. Болты поз.25,28 затягиваются ключами 7811-0252, 7811-0253 ГОСТ 2839-80 соответственно.
Для транспортирования редуктора на участок испытания и окраски выбираю тележку 7878-6564.
Для транспортирования партии редукторов на слад, выбираю автопогрузчик АП-1:
- грузоподъемностью 1т,
- наибольшей высотой подъема 4,5м,
-наибольшей скоростью передвижения с грузом 20,6 км/ч,
-дорожным просветом 100мм.
5. Расчет технологических параметров сборки
Расчет натягов внутренних колец подшипников и колёс на валах.
1) Подшипник 202 поз.36. Посадка Ø15L0/k6.
Рассчитаем натяг внутреннего кольца подшипника на валу, в мм.
Ø15L0:
ES=0,000
ЕI=-0,009
Ø15k6:
es=+0,012
ei=+0,001
Nmin=ei-ES=0,001-0,000=0,001
Nmax=es-EI=0,012-(-0,009)=0,021
TΔ=Nmax-Nmin=0,021-0,001=0,020
2) Подшипник 205 поз.37. Посадка Ø25L0/k6.
Рассчитаем натяг внутреннего кольца подшипника на валу, в мм.
Ø25L0:
ES=0,000
EI=-0,012
Ø25k6:
es=+0,015
ei=+0,002
Nmin= ei-ES =0,002-0,000=0,002
Nmax=es-EI=0,015-(-0,012)=0,27
TΔ=Nmax-Nmin=0,027-0,002=0,025
3) Подшипник 206 поз.38. Посадка Ø30L0/k6.
Рассчитаем натяг внутреннего кольца подшипника на валу, в мм.
Ø30L0:
ES=0,000
EI=-0,012
Ø30k6:
es=+0,015
ei=+0,002
Nmin= ei-ES =0,002-0,000=0,002
Nmax=es-EI=0,015-(-0,012)=0,027
TΔ=Nmax-Nmin=0,027-0,002=0,025
4) Зубчатое колесо поз.6. Посадка Ø34Н7/к6.
Рассчитаем натяг внутреннего кольца подшипника на валу, в мм.
Ø34Н7:
ES=0,025
IS=-0,000
Ø34k6:
es=+0,018
is=+0,002
Smax=ES-ei=0,025-0,002=0,023
Nmax=es-EI=0,018-0,000=0,018
TΔ= TD+Td = Nmax+ Smax=0,018+0,023=0,041
5) Зубчатое колесо поз.7. Посадка Ø26Н7/k6.
Рассчитаем натяг внутреннего кольца подшипника на валу в мм.
Ø26Н7:
ES=0,021
IS=-0,000
Ø26k6:
es=+0,015
is=+0,002
Smax=ES-ei=0,021-0,002=0,019
Nmax=es-EI=0,015-0,000=0,015
TΔ= TD+Td = Nmax+ Smax=0,015+0,019=0,034
Расчет зазоров наружных колец подшипников.
1) Подшипник 202 поз.36. Посадка Ø35H7/l0.
Рассчитаем зазор кольца подшипника в корпусе, в мм.
Ø35H7:
ES=+0,025
EI=0,000
Ø35l0:
es=0,000
ei=-0,012
Smin=EI-es=0,000-0,000=0,000
Smax=ES-ei=0,025-(-0,012)=0,037
TΔ=Smax-Smin=0,037-0,000=0,037
2) Подшипник 205 поз.37. Посадка Ø52H7/l0.
Рассчитаем зазор кольца подшипника в корпусе, в мм.
Ø52H7:
ES=+0,03
EI=0,000
Ø52l0:
es=+0,000
ei=-0,015
Smin=EI-es=0,000-0,000=0,000
Smax=ES-ei=0,03-(-0,015)=0,045
TΔ= Smax-Smin=0,045-0,000=0,045
3) Подшипник 207 поз.38. Посадка Ø62H7/l0.
Рассчитаем зазор кольца подшипника в корпусе, в мм.
Ø62H7:
ES=+0,03
EI=0,000
Ø62l0:
es=+0,000
ei=-0,015
Smin=EI-es=0,000-0,000=0,000
Smax=ES-ei=0,03-(-0,015)=0,045
TΔ=Smax-Smin=0,045-0,000=0,045
Расчет усилия запрессовки.
Посадка подшипников осуществляется с натягами Fz.

Усилие запрессовки рассчитывается по формуле:
где Nmax – максимальная величина натяга в посадке, конструктивно заданная, [м];
fmax – максимальный коэффициент трения в посадке, определяемый материалами деталей соединения, шероховатостями поверхностей, наличием смазки;
λ1,λ2 - коэффициенты радиальной податливости вала и втулки соответственно;
l – длина посадочного размера [м].
Коэффициенты радиальной податливости определяют по формуле:
 ;
;  .
.
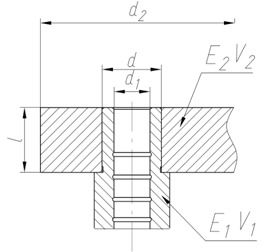
где: d –диаметр посадки [м];
Е1, Е1 – Модули упругости материалов вала и втулки [Н/м²];
ν1, ν2- Коэффициенты Пуассона материалов вала и втулки соответственно;
λ1, λ2- Коэффициент радиальной податливости вала и втулки соответственно;
Расчеты производим в систем MathCAD. Результаты расчетов представлены в таблицах 1,2.
Табл.1
| Характеристика | Подшипники | |||
| тип | Ед.изм. | 202 | 205 | 206 |
| d | м | 0,015 | 0,025 | 0,03 |
| d1 | м | 0 | 0 | 0 |
| d2 | м | 0,0195 | 0,031 | 0,037 |
| E1 | Н/м |
|
|
|
| E2 | Н/м |
|
|
|
|
| 0,3 | 0,3 | 0,3 | |
|
| 0,3 | 0,3 | 0,3 | |
|
|
|
|
| |
|
|
|
|
| |
| L | м | 0,011 | 0,015 | 0,016 |
| fmax | 0,13 | 0,13 | 0,13 | |
| Nmax | м |
|
|
|
| F3 | Н |
|
|
|
Аналогично рассчитаем усилия запрессовки для зубчатых колёс.
Табл.2
| Характеристика | Зубчатые колеса | ||
| тип | Ед.изм. | Позиция 6 | Позиция 7 |
| d | м | 0,026 | 0,034 |
| d1 | м | 0 | 0 |
| d2 | м | 0,042 | 0,054 |
| E1 | Н/м |
|
|
| E2 | Н/м |
|
|
|
| 0,3 | 0,3 | |
|
| 0,3 | 0,3 | |
|
|
|
| |
|
|
|
| |
| L | м | 0,024 | 0,029 |
| fmax | 0,13 | 0,13 | |
| Nmax | м |
|
|
| F3 | Н |
|
|
Расчет усилия затяжки.
При сборке резьбового соединения необходимо обеспечить заданное усилие затяжки, величина которого определена расчетным путем, исходя из условий работы соединения. Это усилие направлено вдоль оси болта (шпильки). Непосредственно контролировать его величину не представляется возможным. Поэтому прибегают к косвенному контролю.
Затяжка с контролем крутящего момента на ключе определяется по формуле:
![]() ,
,
где Мтг и Мтр моменты трения соответственно на торце гайки и на резьбе.
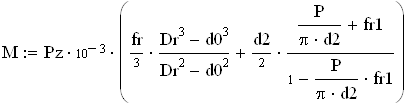
На основе этой формулы установлена зависимость между моментом на ключе и усилием затяжки:
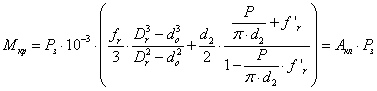 ,
,
где Мкл - момент на ключе, Н×м;
Рз - осевое усилие затяжки, Н;
Dr - наибольший диаметр опорной поверхности гайки, мм;
d2 - средний диаметр резьбы, мм;
Р - шаг резьбы, мм;
d0 - диаметр отверстия под болт или наименьший опорный диаметр гайки, мм;
r - коэффициент трения по торцу гайки;
f’p - приведенный коэффициент трения в резьбе, учитывает угол профиля a (для метрической резьбы a=60° );
fp - коэффициент трения в резьбе; f ’p=f p /cos(a/2)
Для расчета усилия затяжки воспользуемся
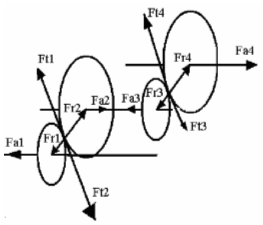
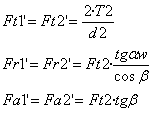
где Ft1, Ft2 – окружная составляющая соответственно для шестерни и колеса, мм;
где Fr1, Fr2 – радиальная составляющая соответственно для шестерни и колеса, мм;
где Fа1, Fаt2 – осевая составляющая соответственно для шестерни и колеса, мм;
T2=150 – крутящий момент на выходном валу, Н×м;
d2=0,11 – диаметр среднего делительного окружности колеса, м.
Ft1= Ft2=2×150/0,11=2727.27Н=2.72кН.
Ft3= Ft4=2×34.7/0,13=533Н=0.5кН.
![]() H
H
![]() H
H
Быстроходный вал
1) Горизонтальная плоскость

a=0,03; b=0,07
SmA=NB(a+b)-Fr1×a=0ÞNB=Fr1×a/(a+b)=992×0.03/ 0,1=297.6Н
SmB=-NA×(a+b)+ Fr1× b=0 Þ NA= Fr1× b/(a+b)=992×0,07/0,1=694Н
2) Вертикальная плоскость
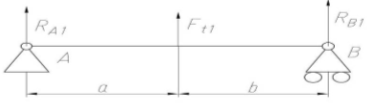
SmA=RB×(a+b)+Ft1×a=0ÞRB=-Ft1×a/(a+b)= -2720×0.03/0.1=-816Н
SmB=-RA×(a+b)- Ft1× b=0 Þ RA=- Ft1× b/(a+b)=-2720×0,07/0.1=-1904Н
Б) Промежуточный вал
1)Горизонтальная плоскость
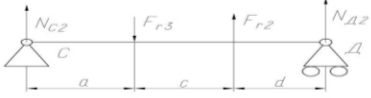
a=0,03;c=0,037; d=0,034
SmC=ND×(a+c+d)+Fr2×(c+a)-Fr3×a=0
ND= (Fr3×a –Fr2×(a+c))/(c+d)=198×0.03-992×0,067/0.1=-605H
SmD=-NC×(c+a+d)+Fr3×(c+d)-Fr2×d=0
NC= Fr3×(c+d)-Ft2×d/(c+a+d)=198×0.071-992×0.034/0.1=-197H
2) Вертикальная плоскость.

SmC=RD×(a+c+d)-Ft2×(a+c) -Ft3×a=0
RD=(Ft2×(a+c)+ Ft3×a) /(a+c+d)=2720×0,067+500×0.03/0.1=1974 H
SmD=-RC×(a+c+d)+Ft2×d+ Ft3×(d+c)=0
RC= Ft2×d+ Ft3×(d+c)/(a+c+d)=2720×0,034+500×0.071/0.1=1280 H
Тихоходный вал
1)Горизонтальная плоскость

e=0,073; d=0,034
SmE=NF(e+d)+Fr4×e=0ÞNF=-Fr4×e/(e+d)=-198×0.073/ 0,12=-120 Н
SmF=-NE×(e+d)- Fr4× d=0 Þ NE= -Fr4× d/(e+d)=-198×0,034/0,12=-56.1Н
2) Вертикальная плоскость.

SmE=RF(e+d)+Ft4×e=0ÞRF=-Ft4×e/(e+d)=-500×0.073/ 0,12=-304 Н
SmF=-RE×(e+d)- Ft4× d=0 Þ RE= -Ft4× d/(e+d)=-500×0,034/0,12=-141.6Н
![]()
где К=1.5 коэффициент неравномерности затяжки
Рз.А=1.5(1904+694/0,1)/2=6663 Н
Рз.В=1.5(816+297/0,1)/2=2839 Н
Рз.С=1.5(1280+197/0,1)/2=2437 Н
Рз.Д=1.5(1974+605/0,1)/2=6018 Н
Рз.Е=1.5(141+120/0,1)/2=1005 Н
Рз.А=1.5(304+56,1/0,1)/2=648 Н
За осевое усилие затяжки Рз, Н принимаем значение равное Рз= 6663Н.
Определим усилием затяжки на ключе:
Расчеты производим в системе «MathCAD».
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Усилие затяжки на ключе должно быть равным М=18.458 Нм
Похожие работы


... линии заготовка устанавливается на конвейере, перемещающемся от одной обрабатывающей головки к другой. При обработке на автоматической линии установочной базой является поверхность 5. Технологический процесс изготовления крышки корпуса построен таким образом, что принцип постоянства баз выполняется. 2.6 Технологический маршрут и план изготовления детали При составлении технологического ...



... при ее поворотах на подвесе. Сборочная единица поступает на линию общей сборки в контейнерах, которые размещаются вдоль конвейера в определенных местах. 1.7 Разработка технологического процесса сборки Последовательность операций определятся на основе технологических схем и общего перечня работ. При разделении операций на переходы, учитывалось то, что длительность операции был в пределах ...
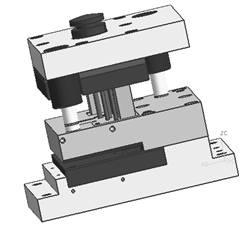
... Vtulka napr:Feature 2:CON|DIA0.010|A Contributor 4: 4% Vtulka napr:Feature 2:CON|DIA0.010|A Contributor 5: 2% 352-71-02:Feature 3:PRL|0.010|A |A 7. Нормирование операций Технологический процесс сборки штампа включает следующие переходы: Выполняемые переходы при запрессовки колонок: 1. Взять и установить корпус на стол пресса. 2. Взять колонку. 3. Установить ...

... -операционной технологии 2.1. Последовательность технологической подготовки сборочного производства 2.2. Исходные данные для проектирования технологического процесса сборки 2.3. Определение последовательности и построение схемы сборки 2.4. Процесс сборки датчика 3. Оценка технологичности изделия 4. Заключение 5. Список используемых источников 6. Приложение 1 ...
0 комментариев