Характеристика продукции
Пост. Пост оборудован виброплощадкой и формовочной машиной
Формование
Проектирование состава бетона
Организация производства изделия
Проектирование технологического процесса
Расчет потребности производства в бетонных смесях, материалах и ресурсах
Численность и состав работающих
Навигация
Характеристика продукции
Разработка технологической карты на производство свай квадратного сечения
47778
знаков
15
таблиц
4
изображения
1.2. Характеристика продукции
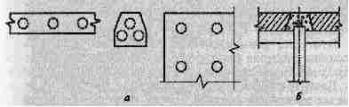
На данном заводе производят квадратные железобетонные сваи марки СНк15-40.
Сваи сплошного квадратного сечения с поперечным армированием ствола с напрягаемой продольной арматурой
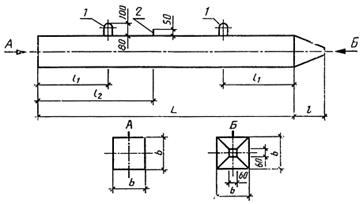
Чертеж. 1
1- подъемные петли; 2- штырь для фиксации места строповки при подъеме на копер
Таблица 1
Характеристики квадратных железобетонных свай марки СНк15-40.
| Номинальные размеры, мм | Проектная марка | Объем бетона, | Масса сваи, | Расход стали на | |||||
| Марка сваи | L | l | l | l | b | бетона по прочности | м | т | одну сваю, |
| на сжатие | кг | ||||||||
| СНк15-40 | 15000 | 300 | 3100 | 4400 | 350 | М400 | 2,42 | 6,05 | 74,8 |
1.3. Сырьевые материалы и местные условия
Цемент
Основные характеристики цемента приведены в таблице 2:
Таблица 2
Характеристики цемента
| Цементный завод | Марка цемента | Активность цемента, МПа | Коэффициент эффективности при пропаривании | Группа эффективности при пропаривании | Стоимость, руб./т | Дальность Транспор- тирования, км | |
| в 28 сут | после ТВО | ||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
| «Гигант» | М 400 | 44,3 | 32,5 | 0,733 | 1 | 680 | 1360 |
Крупный заполнитель
Основные свойства крупного заполнителя приведены в таблице 3:
Таблица 3
Свойства и стоимость крупного заполнителя
| Вид запол- нителя | Зерновой состав, % | Марка | Стои- мость, руб/т | Даль- ность, км | Транс- порт | |||||
| d | 0,5(d+D) | D | 1,25D | прочность, МПа | дробимость, % | |||||
| в сухом состоянии | в водонасыщенном состоянии | |||||||||
| Щебень из гравия | 31,5-39,4 | 50,6-61,7 | 3,4-5,7 | 3,4-4,3 | 80 | 13,2 | 13,5 | 155 | 390 | Ж/Д |
Мелкий заполнитель
Основные свойства песка приведены в таблице 4:
Таблица 4
Свойства и стоимость песка
| Карьер | Полные остатки | ПГ | Стои- мость, руб/т | Даль- ность, км | Tранспорт | ||||
| 1,25 | 0,63 | 0,315 | 0,16 | <0,16 | |||||
| Аксайский | 1,3 | 1,5 | 1,8 | 6,4 | 100 | 2,1 | 90 | 25 | Автомобиль |
Арматурная сталь
Арматурная сталь поставляется из РМЗ и основные свойства приведены в таблице 5:
Таблица 5
Свойство арматурной стали
| Вид арматуры | Класс арматуры | Марка стали | Диаметр |
| Арматурные канаты | К-7 | 23Х2Г2Т | 12 |
Вода
Для приготовления бетонной смеси используют водопроводную питьевую, а также любую воду имеющую водородный показатель рН не менее 4, тоисть не кислую, не окрашивающую лакмусовую бумагу в красный цвет. Вода не должна содержать сульфатов более 2700![]() (в пересчете на
(в пересчете на ![]() ) и всех солей более 5000
) и всех солей более 5000 ![]() .В сомнительных случаях пригодность воды для приготовления бетонной смеси необходимо проверять путем сравнительных испытаний образцов, изготовленных на данной воде и на обычной водопроводной.
.В сомнительных случаях пригодность воды для приготовления бетонной смеси необходимо проверять путем сравнительных испытаний образцов, изготовленных на данной воде и на обычной водопроводной.
Для получения ровной и гладкой поверхности ж/б изделий производим смазку рабочих поверхностей форм эмульсионной смазкой в виде эмульсии «масло в воде » (прямая эмульсия) с содержанием эмульсола ЭКС в количестве 10 мл на 100мл смазки. Эмульсионную смазку следует наносить распылением через форсунку. Расход эмульсионных смазок составляет 200-300г на 1![]() поверхности форм.
поверхности форм.
Смазка
Для получения гладкой и ровной поверхности ж/б изделий производят смазку рабочих поверхностей форм. Правильно выбранная и хорошо нанесенная смазка облегчает расформование изделия и способствует получению качественной поверхности. Используем смазку в виде эмульсии «масло в воде» (прямая эмульсия) с содержанием эмульсола ЭКС в количестве 10 мл на 100 мл смазки. Смазка типа эмульсионных наносится распылением через форсунку. Расход эмульсионных смазок составляет 200-300 г на 1 м2 поверхности формы.
1.4. Режим работы производства
Режим работы производства приведен в таблице 6.
Таблица 6
Режим работы производства
| Название показателя | Значение показателя |
| Численность рабочих суток на выгрузку сырья и материалов | 365 дней |
| Номинальное количество рабочих суток в году | 260 дней |
| Число рабочих смен в сутки кроме тепловой обработки | 1 смена по 8 часов |
| Число рабочих смен для тепловой обработки | 2 смены |
| Продолжительность рабочей смены | 8 часов |
| Годовой фонд времени работы технологического оборудования | 233 дня |
Принимается режим работы предприятия и рассчитывается количество рабочих суток в году для принятой схемы организации производства по формуле
Т0 = Ки(Тн–Тосн), сут,
где Тп – длительность плановых остановок на ремонт основного технологического оборудования, сут, принимается равным 7 сут. при стендовом производстве;
Тн – номинальное количество рабочих суток в год.
Ки – коэффициент использования оборудования, Ки = 0,92
Т0 = 0,92*(260-7)=233 часа
2. Технология и организация производства
2.1. Технологическая схема производства
Производство квадратных свай осуществляется по стендовой технологии. Стендовый способ производства железобетонных изделий характеризуется следующими основными признаками: весь процесс производства осуществляется в неподвижных формах или на специальных стендах; изделие в процессе обработки остаются неподвижными, а рабочее и технологическое оборудование от одной формы к другой; за каждым стендом или формой закрепляется одно или несколько технологически однородных изделий.
Весь технологический процесс расчленяется на четыре рабочих поста:
1 пост – распалубка;
2 пост – армирование;
3 пост – формование;
4 пост – тепловая обработка.
1 пост. После извлечения изделия и формой из камеры тепловой обработки выполняется открытие продольных и поперечных бортов форм, распалубка и осмотр изделий, после чего изделия поступают на склад готовой продукции. Далее производится чистка и смазка форм. Чистку поддонов осуществляют вручную. В качестве смазки используют смазку в виде эмульсии «масло в воде ».
2 пост. Производится укладка арматурных каркасов в формы, фиксирование закладных деталей, установка деревянных пробок, установка фиксаторов защитного слоя бетона.
Пост первого пролета оборудован установкой для механического натяжения арматуры.
Похожие работы


... лицевой (желтый) или отборный красный кирпич. Если для ложковых и тычковых рядов использовать кирпичи разного цвета, получится полосатая стена. Впрочем, об узорах мы поговорим позже. А сейчас вернемся к технологии строительных работ. Толщина швов при любой системе перевязки должна быть около 10 мм. Через каждые 2 — 3 ряда проверяют горизонтальность кладки и при необходимости корректируют ...
... и переносят к месту их складирования. 9. Экономическая часть 9.1 Составление сметной документации 9.1.3 Локальная смета Локальная смета №1 на общестроительные работы Специализированной поликлиники в г. Краснодаре Сметная стоимость 17 688 432 руб. Нормативная трудоемкость 58 981,6 чел/час Сметная заработная плата 1 786 724 руб. ...
... на маршруте: Время выполнения перевозок: Время движения АТС за один оборотный рейс на маршруте Общий пробег: , Количество ездок на маршруте: Задание 2. Разработка организационно-технологической схемы возведения фундамента 2.1 Определить энергию удара, подобрать сваебойный агрегат и показать на рисунке схему проходки для погружения свай длиной 16м, сечением 40см, ...
... , наличие транспорта, количество и состав рабочей силы, плановая и фактическая выработка на одного рабочего, планируемая производительность труда, условия обеспечения строителей питанием, жилыми и культурно-бытовыми помещениями; • местные источники водоснабжения, электроснабжения и теплоснабжения, возможность их использования для обслуживания строительства, а также уточнение мест и условий ...
0 комментариев