Навигация
Проектирование кованой заготовки
21558
знаков
0
таблиц
0
изображений
3.2 Проектирование кованой заготовки
Процесс ковки состоит в деформировании нагретой заготовки между бойками молота или пресса с помощью универсального инструмента. В зависимости от использования оборудования различают ковку машинную, которая выполняется молотом либо прессом, и ручную, которую выполняют с помощью молотка и кувалды. Ковкой изготовляют обычно простые по форме заготовки массой до 300 тонн и в большинстве случаев в условиях единичного и мелкосерийного производства. Основные операции технологического процесса ковки делят на разделительные, формоизменяющие и общие.
К разделительным операциям свободной ковки принадлежат обрубка, надрубка, ломка. Формоизменяющие операции – это осаждение, протягивание, разгонка, прошивание, изгибание, закручивание, выдавливание. Нагревание, обдувание, смазка и охлаждение являются общими операциями.
Перед ковкой изготовляют начальные заготовки.
Преимущества изготовления заготовок свободной ковкой – высокое качество металла, универсальность оборудования и инструмента, возможность изготовления заготовок значительных размеров и масс на маломощном оборудовании.
К недостаткам технологических процессов свободной ковки заготовок принадлежат сравнительно низкая продуктивность работы, высокая трудоемкость, небольшая точность формы и размеров заготовок, увеличенные затраты металла на напуски, выгорание, увеличенные припуски на механическую обработку, потребность в высокой квалификации работников, тяжелые условия труда, трудности с механизацией и автоматизацией производственных процессов.
Свободной ковкой изготовляют заготовки для больших валов и роторов турбин, двигателей внутреннего сгорания, пушечных стволов и других габаритных и ответственных деталей машин. Сложные ковки требуют многоразового повторения операций нагревания и ковки. Параметр шероховатости поверхностей поковок составляет Ra 20…80.
Исходный документ для разработки чертежа поковки – чертеж готовой детали.
Поковкам придают простую форму, ограниченную плоскими или цилиндрическими поверхностями. Нежелательны конические и клиновые формы поковок, пересечение нескольких цилиндрических элементов и призматических с цилиндрическими. Односторонние выступы предпочтительнее двусторонних. Нельзя выполнять ковкой ребра жесткости и пластики. Заготовки со значительной разницей поперечных сечений, а также сложной формы или поковок и отливок.
Стремясь максимально приблизить конфигурацию поковки к конфигурации детали, необходимо оценить возможность изготовления ковкой уступов и выемок. Ковка коротких уступов с небольшой высотой выступа экономически нецелесообразна. При отсутствии специального инструмента выемки выполняются в том случае, если их длина равна или больше ширины бойков. Если размеры или выемки малы, на эти участки поковки назначаются напуски. Для небольшого числа поковок изготовление специального инструмента часто обходится дороже, чем потери металла на напуски и на увеличение объема механической обработки.
По требованиям ГОСТ 7829–70, который распространяется на поковки общего назначения из углеродистой и легированной стали, изготовляемые свободной ковкой на молотах в единичном и мелкосерийном производстве, припуски на механическую обработку и отклонение размеров заготовок назначают в зависимости от типа поковки и ее размеров. Припуски на необрабатываемую поверхность не назначают. Предельные отклонения на все размеры поковок устанавливают в соответствии с их типом и номинальными размерами.
По согласованию между изготовителем и потребителем допускают изготовлять заготовки с большей, чем в стандартах, точностью, то есть с меньшими значениями отклонений, припусков и напусков. Допускается округлять расчетные
номинальные размеры заготовок к ближайшим значениям в сторону увеличения припусков на механическую обработку.
Дефекты кованых заготовок
Дефекты, возникающие при ковке, могут иметь различные причины. С исходным металлом связаны такие дефекты, как несоответствие химического состава, размеров и формы исходной заготовки, риски, волосовины, закаты, плены, трещины и др. Заусеницы, волосовины, трещины, закаты и другое удаляют заточкой или вырубкой.
Вследствие ошибок при нагреве заготовки возможно образование завышенного слоя окалины, обезуглероженного поверхностного слоя, изменение микроструктуры металла (перегрев, пережог). В процессе ковки возникают различные искажения формы, забоины, вмятины, вогнутые торцы, увеличивающие концевые припуски. При несоблюдении температурного режима ковки возможно образование наружных и внутренних трещин (расслоение), неблагоприятной микроструктуры поковки.
При очистке на поверхности поковки могут обнаружиться забоины, остатки окалины и следы травления. Необходимо отметить, что торцевые и закалочные трещины, расслоения, пережоги, значительные отклонения формы являются неисправимыми дефектами.
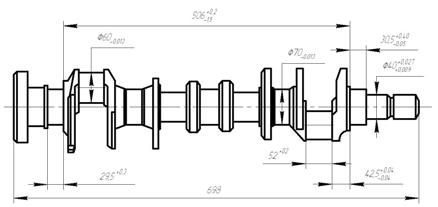
Спроектируем кованую заготовку для детали, указанной на рисунке 1.
Руководствуясь ГОСТ 7829–70 – Поковки из углеродистой и легированной стали, изготовляемые свободной ковкой на молотах, назначим припуски на размеры поковки (таблица 7):
для Ø110 мм припуск составляет 14±5 мм;
для Ø90 мм припуск составляет 20±5 мм;
для высоты Н=205±0,3 мм припуск равен 13±4 мм.
Чертёж заготовки – на рисунке 2.
Рассчитаем массу полученной заготовки.
V1=πD2H/4=3,14*1242*218/4=2,63*10-3 м3;
V2=πd2H/4=3,14*702*218/4=0,84*10-3 м2;
ρ=7, 88*103 кг/м3;
Cзаг.=(V1-V2)* ρ=(2,63–0,84)*7,88=14,1 кг.
Расчётная масса поковки – 14,1 кг.
3.3 Получение сварной заготовкиСварные заготовки широко распространены в машиностроении, что объясняется значительными преимуществами сварки по сравнению с другими способами соединения заготовок. Экономия материалов, снижение стоимости продукции, высокая производительность оборудования и качество продукции – далеко не все преимущества, которые обеспечивает использование сварки в машиностроительном производстве. Использование сварных заготовок позволяет упростить конструкцию исходных заготовок, уменьшить толщину стенок и массу заготовок, использовать разные профили сортового и специального проката.
По сравнению с отливками и поковками сварные заготовки благоприятствуют экономии металлов (40…60%), экономии капитальных затрат производства, уменьшают трудоёмкость изготовления и стоимость заготовок, сокращают сроки их изготовления.
К недостаткам сварных заготовок относят наличие в них внутренних напряжений, которые часто приводят к потере точности формы и размеров поверхностей; сложные по форме заготовки по сравнению с отливками имеют большую трудоёмкость изготовления и меньшую производительность труда; не все материалы отличаются достаточной свариваемостью.
Под свариваемостью понимают способность материалов в результате сварки создавать надёжное их соединение.
Технологичность сварных заготовок обеспечивается рациональным выбором материалов их составных частей, способов их получения, конструкцией сварных элементов и режимом сварки.
Спроектируем сварную заготовку для детали на рисунке 1.
Оптимальным способом сварки в данном случае может служить механизированная дуговая сварка.
Дуговая сварка (ручная, полуавтоматическая и автоматическая) является наиболее распространенным способом сварки. Ручная сварка применяется для сварки швов небольшого размера; за один проход без предварительной разделки кромок она позволяет сваривать детали толщиной 4… 8 мм. Автоматическая сварка может вестись одним или несколькими электродами под слоем флюса, в среде защитных газов (аргона, гелия, углекислого газа) или самозащитой проволокой. При этом резко повышается толщина свариваемых деталей (до 15 м без разделки кромок) и производительность сварки (в 6…8 раз по сравнению с ручной сваркой). Сварка в углекислом газе углеродистых и низколегированных сталей характеризуется стабильностью режима сварки, хорошим формированием сварного шва, высоким качеством соединения. Производительность полуавтоматической сварки примерно в 2…4 раза выше, чем ручной.
С учетом технологических соображений выбираем полуавтоматическую аргонно-дуговую сварку сварочной проволокой: Св‑18ХМА. По ГОСТ 1477 Г-76 выбираем тип сварного шва (СВ.), обеспечивающий провар сварного соединения при односторонней многопроходной сварке. Зная конфигурацию и размеры исходных частей заготовки, оформляем ее чертеж (рисунок 3). Расчетная масса заготовки – 7,96 кг.
3.4 Технико-экономический анализ спроектированных заготовок
Если заготовка может быть получена несколькими способами, возникает необходимость в проведении технико-экономического анализа возможных вариантов, чтобы на его основе выбрать оптимальный. Выбор оптимального способа производства заготовок осуществляют путем сопоставления технико-экономических показателей рассматриваемых технологических вариантов. Задача состоит в том, чтобы определить, какой из сравниваемых вариантов экономически более целесообразен. Оценить способы получения заготовки можно по одному или нескольким одновременно из следующих показателей: трудоемкость изготовления заготовок; коэффициент использования материала себестоимость изготовления заготовки; затраты на основное оборудование, технологическую оснастку, сварочные материалы, топливо и др. Три первые применяются наиболее часто.
В пунктах 3.2 и 3.3 приведены примеры проектирования кованой и сварной заготовок для детали. Технико-экономический анализ заготовок проводим по себестоимости деталей, изготовленных из различных заготовок, и коэффициенту использования металла.
Себестоимость поковок в значительной степени определяется группой сложности и классом точности поковки, так как от них зависит сложность и стоимость изготовления штампа. Большую часть себестоимости составляют затраты на металл. Угар, облой и клещевина существенно повышают массу исходной заготовки. Связанная с ними доля потерь металла относительно увеличивается с уменьшением массы поковки и увеличением её сложности.
Наибольший эффект в снижении себестоимости достигается при увеличении коэффициента весовой точности (отношение массы готовой детали к массе заготовки), так как расходы на металл во много раз превышают любые другие расходы на изготовление деталей.
Себестоимость детали оцениваем по методике упрощенного расчета себестоимости.
Для кованой заготовки по прейскуранту и по массе 14,1 кг определяем базовую цену Ц’З = 506 грн./т. (Цены взяты на момент 1991 года) С учетом доплаты за серийность (+6%) фактическая оптовая цена отливки составляет Ц3=536 грн./т. Затраты на механическую обработку Сстр, принимаем округленно 500 грн./т. Себестоимость детали, изготовленной из кованой заготовки:
Сд=Сз·Мз+Сстр. (Мз-Мд)
С = 0,536·14,1 +0,5 (14,1 – 4,2) =12,5 грн.
Мз – масса заготовки;
Мд – масса готовой детали.
Для сварной заготовки определяем себестоимость свариваемых частей и приведенные затраты сварочных работ. Оптовая цена штампованной части заготовки при массе 7,96 кг и группе серийности С2 составляет ЦТр = 510 грн./т. Следовательно, ее стоимость Ст.чз = 0,510*7,96= 4,06 грн. Приведенные затраты сварочных работ Ссв = 0,23 грн. определяем по формуле; нормативные затраты и коэффициенты берем в справочниках. Следовательно, себестоимость сварной заготовки составляет
С3св =4,06 + 0,23 = 4,29 грн.
С учетом общей массы сварной заготовки 12,4 кг определяем себестоимость детали, изготовленной из сварной заготовки:
Ссвд=4,29+0,5 (7,96–4,2)=6,17 грн.
Коэффициенты использования металла соответственно равны:
Ки.м= 4,2/14,1 = 0,30;
Ки.мсв = 4,2/7,96 = 0,53.
На основании полученных данных делаем вывод: в заданных условиях производства для изготовления детали наиболее выгодна сварная заготовка. Энергосбережение при процессе сварки при изготовлении детали: – применять сварочное оборудование с большим КПД; – устранение или уменьшение холостого хода сварочного агрегата; – правильный выбор электродов.
3.5 Термическая обработка выбранной заготовки
Следующим этапом является термическая обработка. Термическая обработка сварных заготовок производится с целью улучшения свойств металла шва и околошовной зоны и для снятия сварочных напряжений. Режим термообработки определяется химическим составом, теплофизическими и механическими свойствами материала. Термообработка способствует обеспечению точности последующей механической обработки заготовки, а также стабильности размеров и формы сварного изделия в процессе эксплуатации.
4. Технологический процесс механической обработки 4.1 Токарная операция
Токарная обработка производится для формирования новых поверхностей более точных с помощью режущего инструмента (резца) и образованием стружки.
Благодаря сравнительно простому оборудованию и достаточно высокой производительности труда точение является одним из широко применяемых видом обработки металлов резанием. Производим токарную обработку с помощью токарно-винторезного станка и проходного резца. Энергосбережением на данном этапе является правильный подбор токарно-винторезного станка, правильное закрепление резцов, применение усовершенствованных резцов для обработки данной детали, применение смазывающе-охлаждающих жидкостей. В значительной мере уменьшают энергозатраты станки с числовым программным управлением (ЧПУ).
4.2 Обработка фрезамиРазличают черновое, получистовое, чистовое и тонкое фрезерование. Черновое фрезерование применяют как метод предварительной обработки поковок, припуск на предварительную обработку которых превышает 3 мм. Получистовое фрезерование применяют для уменьшения погрешностей геометрических форм и пространственных отклонений. Чистовое фрезерование применяют либо как метод окончательной обработки после чернового и получистового фрезерования, либо как метод промежуточной обработки после чернового фрезерования перед последующей отделочной обработкой. Тонкое фрезерование применяют как метод окончательной обработки плоскостей торцовыми фрезами.
4.3 Контрольная операция
ОТК проверяет готовую деталь на точность линейных размеров. Шероховатость обработанной поверхности, твердость поверхности и другие параметры, которые должны соответствовать чертежу и технологическим требованиям.
Список использованных источников
1. Проектирование и производство заготовок в машиностроении: Учеб. Пособие/ П.А. Руденко и др. – К.: Выща школа, 1991. – 247 с.
2. Корсаков В.С. Основы технологии машиностроения. – М.: Высшая школа, 1974. – 335 с.
3. Белецкий Д.Г. Технология насосостроения. – М.: Государственное научно-техническое издательство машиностроительной литературы, 1956. – 507 с.
4. Градиль В.П. Справочник по единой системе конструкторской документации. – Х.: Прапор, 1988. – 255 с.
5. Боженко Л.І. Технологія машинобудування. Проектування та виробництво заготованок: Підручник. – Львів: Світ, 1996. – 368 с.
6. Прейскурант №25–01. Оптовые цены на отливки, поковки и горячие штамповки. – М.: Прейскурант-издат, 1980. – 368 с.
7. ГОСТ 7829–70. Поковки из углеродистой и легированной стали, изготовляемые свободной ковкой на молотах. Припуски и напуски.
Похожие работы





... о средствах технологического оснащения. Разработка технологического процесса произведена для изготовления детали “Стакан”, конструкция которой отработана на технологичность. В основе проектирования технологического процесса механической обработки использованы технологический и экономический принципы; в соответствии с ними разрабатываемый технологический процесс должен обеспечить выполнение всех ...
... принято К = 1,3; при чистовом шлифовании К = 1,5 – 1,7, принято К = 1,3. Время, затраченное на 4 шатунные шейки: Штучное время для чернового шлифования шатунных шеек: Тшт = 39,2 + 1,5 + 2 + 2 = 44,7 мин. Штучное время для чистового шлифования шатунных шеек: Тшт = 20,1 + 1,5 + 1,1 + 1,1 = 23,8 мин. 9 Технико-экономическая оценка технологического процесса восстановления
... , перечислим регенерацию растворов в гальванических производствах; очистку хлор- и медьсодержащих сточных вод, очистку сточных вод в производстве аммиачной селитры. 5. Прогрессивные химико-технологические процессы В ряду прогрессивных химико-технологических процессов рассмотрим в первую очередь радиационно-химическую технологию и фотохимические процессы. За последние два десятилетия ...
... характеристикой. Министерство образования Российской Федерации Регистрационный № 06-0613-ВР ГОСУДАРСТВЕННЫЙ ОБРАЗОВАТЕЛЬНЫЙ СТАНДАРТ СРЕДНЕГО ПРОФЕССИОНАЛЬНОГО ОБРАЗОВАНИЯ ГОСУДАРСТВЕННЫЕ ТРЕБОВАНИЯк минимуму содержания и уровню подготовки выпускников по специальности 0613 Государственное и муниципальное управление (базовый уровень среднего профессионального образования) Квалификация - ...
0 комментариев