Навигация
Исходные данные для проектирования долбяка
34604
знака
7
таблиц
9
изображений
3.1 Исходные данные для проектирования долбяка
- модуль колес mк=3.75 мм;
- профильный угол aк=![]() ;
;
- числа зубьев шестерни Z1=25 и колеса Z2=40;
- степень точности колес, которые нарезаются: 7-D;
- материал обрабатываемых колес: сталь ст.5.
3.2 Определение дополнительных технологических данных, необходимых для расчета долбяка
Диаметры делительных окружностей :
![]() мм
мм
![]() мм
мм
Диаметры окружностей выступов:
![]() мм
мм
![]() мм
мм
Диаметры окружностей впадин:
![]() мм
мм
![]() мм
мм
Диаметры основных окружностей :
![]() мм
мм
![]() мм
мм
Высота головки зуба :
![]() мм
мм
Толщина зуба по делительной окружности :
![]() мм
мм
Шаг по делительной окружности зубьев колес :
![]() мм
мм
Межцентровое расстояние передачи :
![]() мм
мм
Действительный угол зацепления в передаче

где A1,2 - межосевое расстояние в зубчатой передаче, рассчитывается по формуле теории зубчатого зацепления, мм.
3.3 Определение геометрических параметров долбяка
3.3.1. Передний угол на вершине долбяка
Данный долбяк является чистовым, следовательно передний угол принимается γв = 5° [1,стр. 25].
3.3.2 Профильный угол долбяка
Чтобы уменьшить искривление профиля, связанного с наличием угла γв, профильный угол исходного контура долбяка aи при изготовлении принимается больше, чем профильный угол колес, которые нарезаются, aк. Он определяется по формуле
 ,
,
где aк – профильный угол обрабатываемого колеса;
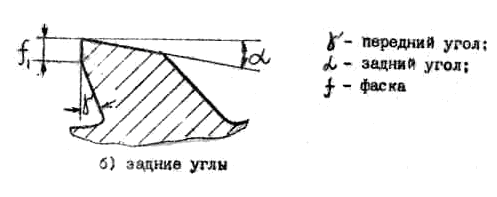
aв и gв – задний и передний углы при вершине долбяка соответственно.

3.3.2 Задний угол на вершине
Для стандартных довбяков aв = 60 [1,стр. 25].
Необходимо проверить выполнение условия:

следовательно условие выполняется.
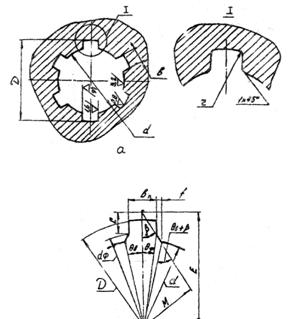
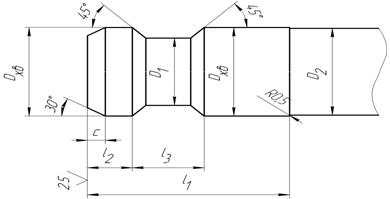
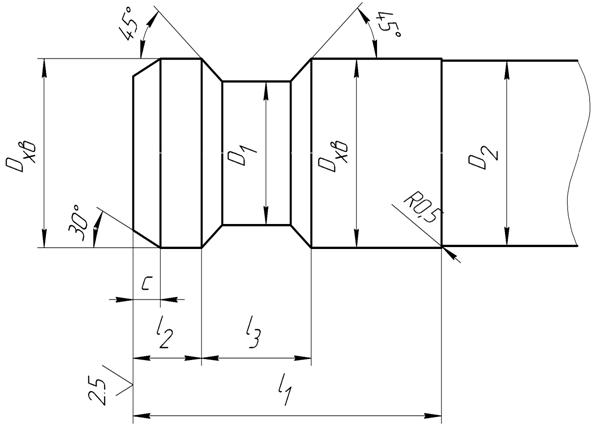
3.4 Определение размеров долбяка в исходном сечении
Для того, чтобы было возможно нарезать долбяком данную пара зубчатых колес, необходимо чтобы у долбяка и колес, которые нарезаются, совпадали следующие параметры: модуль (m1 = m2 = mи). Кроме того, необходимо, чтобы шаг долбяка был равным шагу зубчатых колес, которые нарезаются,
tdи=td1=td2![]()
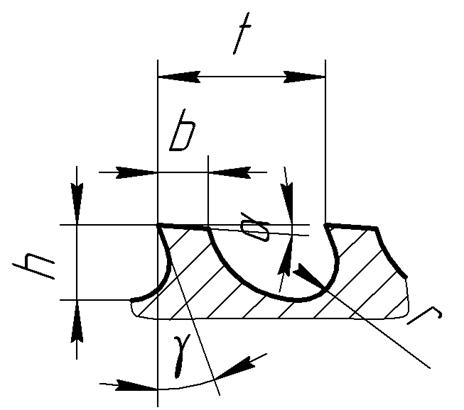
3.4.1. Толщина зуба на делительной окружности долбяка по нормали.
![]()
где d = 0.045- боковой зазор в передаче [1,стр. 49, табл. 1].
![]()
3.4.2 Высота зуба долбяка
Для того, чтобы внутренний диаметр долбяка во время нарезания не контактировал с внешним диаметром колеса, высота зуба долбяка принимается равной:
hи = 2,5m![]()
haи = hfи = 1,25m![]()
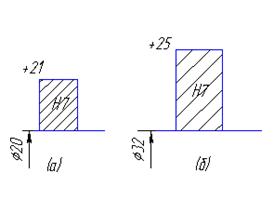
3.4.3 Делительный диаметр долбяк
Номинальный делительный диаметр долбяка Ddи=100 мм [1,стр. 50, табл. 4].
3.4.4 Число зубьев долбяка

![]()
3.4.5 Теоретический диаметр основной окружности
![]()
3.4.6 Диаметр внешней окружности долбяка
![]()
3.4.7 Диаметр внутренней окружности долбяка
![]()
![]()
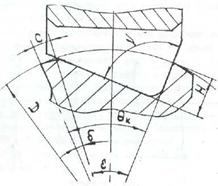
3.4.8 Боковой задний угол в плоскости, параллельной оси долбяка

где - dн=3°- номинальный задний угол [1,стр. 27].
3.4.9 Угол давления на вершине зуба

3.4.10 Толщина зуба на вершине
 ,
,
где ![]() =0.0153,
=0.0153,
![]() =0.0584;
=0.0584;
![]()
Похожие работы
... начальной прямой до вершины усиков Заключение Список использованой литературы Введение Целью данного курсового проекта является расчет и проектирование следующих металлорежущих инструментов: протяжка шлицевая, сверло комбинированное и фреза червячная для обработки шлицевого вала. Протягивание является одним из наиболее высокопроизводительных процессов обработки деталей резанием. Высокая ...





... для крепления сверла на агрегатном станке. ПРИЛОЖЕНИЕ Д – Спецификация на патрон. ВВЕДЕНИЕ Целью данного курсового проекта является расчет и проектирование металлорежущих инструментов: протяжка шлицевая, сверло комбинированное и фреза червячная для обработки зубчатых колес. Протягивание является одним из наиболее высокопроизводительных процессов обработки деталей резанием. Высокая ...
ет и проектирование металлорежущих инструментов: протяжка шлицевая, развертка комбинированная и долбяк для обработки зубчатых колес. Протягивание является одним из наиболее высокопроизводительных процессов обработки деталей резанием. Высокая производительность процесса протягивания объясняется тем, что одновременно находится в работе несколько зубьев инструмента с большой суммарной длиной режущих ...

... 4 ПЛАВАЮЩИЙ ПАТРОН ЗАКЛЮЧЕНИЕ СПИСОК ИСПОЛЬЗОВАНОЙ ЛИТЕРАТУРЫ ВВЕДЕНИЕ Целью данного курсового проекта является расчет и проектирование металлорежущих инструментов: протяжка шлицевая, развертка комбинированная и долбяк для обработки зубчатых колес. Протягивание является одним из наиболее высокопроизводительных процессов обработки деталей резанием. Высокая производительность процесса ...
0 комментариев