Навигация
Расчет червячных фрез содержит определение размеров профиля фрезы в нормальном к виткам фрезы сечении
20016
знаков
0
таблиц
6
изображений
1.1 Расчет червячных фрез содержит определение размеров профиля фрезы в нормальном к виткам фрезы сечении.
Расчетный профильный угол исходного профиля в нормальном сечении
![]()
Модуль нормальный ![]() мм.
мм.
Шаг по нормали ![]() мм.
мм.
Расчетная толщина зуба по нормали ![]() ,
,
где Sд1 – толщина зуба по нормали к делительной окружности
![]() мм
мм
![]() =0,097 мм [3, стр. 336, табл. 5,17]- гарантированный боковой зазор.
=0,097 мм [3, стр. 336, табл. 5,17]- гарантированный боковой зазор.
![]() мм
мм
Высота зуба фрезы ![]()
где ![]() мм. - высота зуба колеса,
мм. - высота зуба колеса,
![]() мм – радиальный зазор,
мм – радиальный зазор,
![]() мм.
мм.
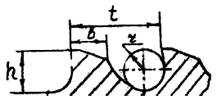
Радиусы закруглений на головке и ножке зуба
Для фрез с модулем более чем 4 рекомендовано выполнять канавки для обеспечения возможности шлифования у основания зубьев.
Ширина канавки b=0,75 мм.
Глубина канавки h=1 мм.
Радиус канавки ![]() мм. [1, стр. 21]
мм. [1, стр. 21]
При отсутствии специальных требований наружные диаметры фрез рекомендовано выбирать по требованиям действующих стандартов.
Наружный диаметр фрезы ![]() мм.
мм.
Диаметр посадочного отверстия ![]() мм.
мм.
Длина фрезы ![]() мм. [1,стр.33, табл.4]
мм. [1,стр.33, табл.4]
Число зубьев для чистовых фрез определяется по зависимости:
![]() ,
,
где ![]() ,
,
![]() ,
,![]() .
.
Примем 11 зубьев фрезы.
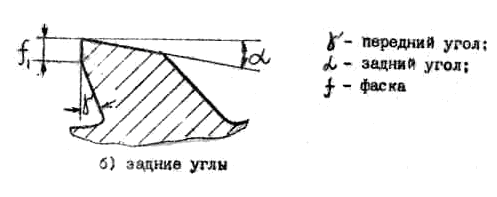
Передний угол на вершине зуба ![]() ,
,
Задний угол на вершине зуба ![]() . Примем
. Примем ![]() .
.

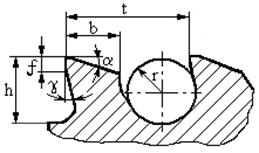
Рисунок 1.1 – Геометрия режущей части
Задний угол на боковой режущей кромке в сечении, перпендикулярном к ней, определяют по формуле:
![]() ,
,
где Rx – радиус окружности расположения произвольной точки, для которой определяется значение бокового заднего угла. Rx=80-1×8=72 мм.
Величина затылования К подсчитывается по зависимости:
![]() мм. Округляем до 7 мм.
мм. Округляем до 7 мм.
Величина дополнительного затылования [1,стр.22]:
![]() мм.
мм.
Глубина канавки Н для фрезы со шлифованным профилем:
![]() мм.
мм.
Радиус закругления основания канавки
![]() мм. Примем 2.5 мм.
мм. Примем 2.5 мм.
Угол профиля канавки ![]() [1,стр.23].
[1,стр.23].
Диаметр делительной окружности:
![]() мм.
мм.
Угол подъема витков фрезы на начальной окружности определяют по формуле:
![]() ,
,
где а – число заходов фрезы; а=1 [1,стр.23].
![]() .
.
Шаг по оси между двумя витками фрезы:
![]() мм.
мм.
Ход витков по оси фрезы
![]() мм.
мм.
Стружечные канавки выполняются винтовыми. Направление витков стружечных канавок противоположно направлению витков фрезы.
Осевой шаг винтовой стружечной канавки:
![]() мм.
мм.
Угол установки фрезы на станке для нарезания прямозубого колеса равняется углу подъема витков фрезы.
![]() .
.
Расчетные профильные углы фрезы в нормальном сечении:
![]()
Расчетные профильные углы фрезы в осевом сечении:
![]() ,
,
![]()
![]()
Расчетная длина фрезы:
![]()
где х = 3 [1,стр.24, табл.2,1]
l1=4,5 мм [1,стр.24] - длина буртика.
![]() мм.
мм.

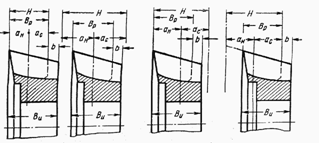
Рисунок 1.2 – Конструктивные параметры фрезы
2 РАСЧЕТ КОМБИНИРОВАННОГО СВЕРЛА
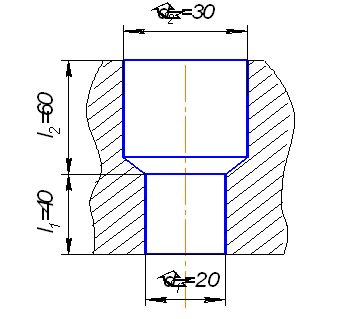
Исходные данные для расчета комбинированного сверла:
диаметр меньшего отверстия D1=20+0,21 мм;
диаметр большего отверстия D2=22+0,21 мм;
длина l1=40 мм;
длина l2=60 мм;
шероховатость обработанных поверхностей Ra=2,5;
квалитет обработанных отверстий H12;
обрабатываемый материал – сталь 3.

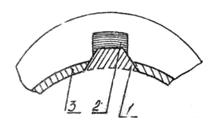
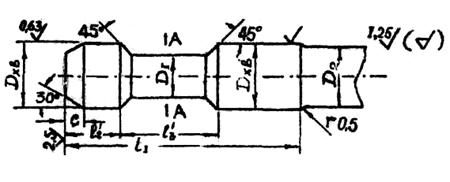
Рисунок 2.1 – Эскиз обработанной поверхности
По марке обрабатываемого материала определяем группу обрабатываемого материала [2, с. 17, табл. 3], принимаем код материала 1.
Для обработки заданного отверстия принимаем радиально-сверлильный станок модели 2М55, у которого мощность главного движения 5,5 кВт, допускаемое усилие механической подачи 20 МН, направление вращения правое.
Материал сверла быстрорежущая сталь марки Р6М5 ГОСТ 19265-79.
2.1 Предельные размеры диаметров отверстия
![]() ;
;
![]() ;
;
![]() мм;
мм;
![]() мм;
мм;
![]() мм;
мм;
![]() мм;
мм;
Допуски на диаметр отверстия равны:![]() мм,
мм, ![]() мм.
мм.
![]() ;
;
![]() ;
;
![]() .
.
При ![]() ,
, ![]() ;
;
![]() мм;
мм;
![]() мм.
мм.
Полученные значения округляем, назначаем допуск на наружный диаметр сверла. [4, с. 199, табл. 42].
![]() мм;
мм;
![]() мм.
мм.
2.3 Размеры ленточки сверла
Ширина ленточки:
![]() ;
;
![]() мм;
мм;
![]() мм;
мм;
Высота ленточки:
![]() ;
;
![]() мм;
мм;
![]() мм;
мм;

Рисунок 2.2 Размеры ленточки сверла
2.4 Геометрические параметры режущей части сверлаГлавный угол в плане для сверла выбирается в зависимости от свойств обрабатываемого материала из [2, с. 20, табл. 4].
![]() ;
; ![]() ;
; ![]() .
.
Значения заднего угла:
![]() ;
;
![]() ;
;
![]() ;
;
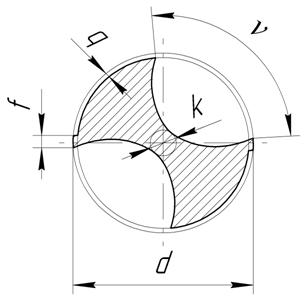
Угол наклона перемычки ψ является произвольной величиной, которая получается при заточке.
2.5 Параметры стружечной канавкиУгол наклона стружечной канавки:
![]() ;
;
![]() ;
;
![]() ;
;
Центральный угол канавки выбирается в зависимости от свойств обрабатываемого материала. При обработки стали 40ХН, ![]() , [2, с. 21].
, [2, с. 21].
Шаг стружечной канавки:
![]() ;
;
![]() мм;
мм;
![]() мм;
мм;
Ширина пера определяется зависимостью:
![]() ;
;
![]() мм;
мм;
![]() мм;
мм;
Осевая сила при сверлении определяется по формуле:
![]() ;
;
По [4, с. 430, 434, табл. 21, 27, 28] принимаем значения коэффициентов уравнения.
![]() ;
; ![]() ;
; ![]() ;
; ![]() мм/об;
мм/об; ![]() ;
;
![]() Н;
Н;
Осевая сила при рассверливании:
![]() ;
;
По [4, с. 430, 434, табл. 21, 27, 28] принимаем значения коэффициентов уравнения.
![]() ;
; ![]() мм;
мм; ![]() ;
; ![]() ;
; ![]() мм/об;
мм/об; ![]() ;
;![]() ;
;
![]() Н;
Н;
Общее осевое усилие, действующее на комбинированное сверло, складывается из усилий на его ступенях.
![]() ;
;
![]() Н;
Н;
Крутящий момент при сверлении определяется по формуле:
![]() ;
;
По [4, с. 430, 434, табл. 21, 27, 28] принимаем значения коэффициентов уравнения.
![]() ;
; ![]() ;
; ![]() мм/об;
мм/об; ![]() ;
;![]() ;
;
![]() Нм;
Нм;
Крутящий момент при рассверливании:
![]() ;
;
По [4, с. 430, 434, табл. 21, 27, 28] принимаем значения коэффициентов уравнения.
![]() ;
; ![]() ;
; ![]() мм/об;
мм/об; ![]() ;
; ![]() ;
; ![]() ;
; ![]() ;
;
![]() Нм;
Нм;
Общий крутящий момент, действующий на комбинированное сверло, складывается из моментов на его ступенях.
![]() ;
;
![]() Нм;
Нм;
Критическая сжимающая сила.
Это осевая нагрузка, которую стержень выдерживает без потери устойчивости:
2.7 Площадь поперечного сечения сверлаУвеличение площади поперечного сечения сверла способствует повышению прочности и жесткости сверла, до определенного момента увеличивается, и стойкость. Дальнейший рост сечения ухудшает отвод стружки.
Оптимальную и максимально допустимую площадь поперечного сечения определяют по формулам:
![]()
![]()
Для первой ступени:
![]() мм2;
мм2;
![]() мм2.
мм2.
Для второй ступени:
![]() мм2;
мм2;
![]() мм2.
мм2.
Диаметр сердцевины сверла выбирается в зависимости от размеров сверла.
![]() ;
;
![]() мм;
мм;
![]() мм;
мм;
Диаметр сердцевины к хвостовику увеличивается. Это увеличение составляет 1,4-1,8 мм на каждые 100 мм рабочей части сверла.
2.9 Длина сверла
Длина первой ступени:
![]()
Где lК – длина заборного конуса;
lП – длина перебега;
lЗАТ – запас на переточку;
lФ – глубина фаски
![]() ;
;
![]() мм;
мм;
![]() мм;
мм;
![]() ;
;
![]() мм;
мм;
![]() ;
;
![]() мм;
мм;
![]() мм;
мм;
Длина конечной ступени:
![]() ;
;
где lг – длина канавки для выхода фрезы
![]() ;
;
![]() мм;
мм;
![]() мм;
мм;
![]() мм;
мм;
Принимаем длину последней ступени ![]() мм.
мм.
Длина и параметры хвостовика сверла:
Форма хвостовика определяется как формой посадочного отверстия станка, так и его диаметром.
Средний диаметр конического хвостовика определяется по формуле:
 ;
;
где: ![]() - коэффициент трения стали о сталь;
- коэффициент трения стали о сталь;
![]() - половина угла конуса Морзе;
- половина угла конуса Морзе;
![]() - отклонение угла конуса.
- отклонение угла конуса.
Тогда:
 .
.
Максимальный диаметр конуса Морзе:
 мм.
мм.
Выбираем стандартное значение:
![]() для конуса Морзе №2.
для конуса Морзе №2.
Длина сверла состоит из суммы длин всех ступеней, шейки и длины хвостовика:
![]() ,
,
где ![]() мм – длина хвостовика сверла.
мм – длина хвостовика сверла.
![]() мм – длина шейки сверла.
мм – длина шейки сверла.
Тогда общая длина сверла:
![]() мм.
мм.
3 РАСЧЕТ ШЛИЦЕВОЙ ПРОТЯЖКИ 3.1 Исходные данные
При выборе заготовки для последующего протягивания определяют диаметр и точность предварительно изготовленного отверстия. При центрировании по ширине шлица предварительно обработанное отверстие не обрабатывается.
- диаметр отверстия до протягивания ![]() мм [3, с.253, табл.4.75];
мм [3, с.253, табл.4.75];
- наружный диаметр шлицев ![]() мм;
мм;
- внутренний диаметр шлицев ![]() мм;
мм;
- число шлицев ![]() ;
;
- ширина шлица ![]() мм;
мм;
- материал детали сталь 40ХН твердость 180-350 НВ;
- длина протягивания ![]() мм;
мм;
- шероховатость ![]() мкм;
мкм;
- максимальный диаметр отверстия![]() мм.
мм.
На основании анализа конструкций протяжек по схемам резания, представленного [3, с.6, табл. 1], установлено, что протяжка с групповой схемой резания будет обеспечивать следующие преимущества:
- уменьшается длина протяжки;
- повышается производительность процесса протягивания4
- уменьшается расход инструментального материала;
- уменьшается суммарное усилие протягивания;
- повышается стойкость протяжки;
- снижается себестоимость обработки изделия;
3.3 Выбор угла фаскиПо [3, с.24] принимаем угол фаски b=45°;
3.4 Шаг черновых зубьевШаг черновых зубьев определяется по формуле:
![]() ,
,
где L-длина протягивания;
![]() мм;
мм;
Полученное значение округляем до ближайшего стандартного, выбранного из [3, с.14, табл.6]. Выписываем размеры профиля зубьев протяжки: ![]() мм,
мм, ![]() мм,
мм, ![]() мм,
мм, ![]() мм,
мм, ![]() мм2,
мм2, ![]() мм2. значение углов резания примем по [3, с.16, табл.8]. Передние углы для всех зубьев
мм2. значение углов резания примем по [3, с.16, табл.8]. Передние углы для всех зубьев ![]() , значение задних углов для черновых и переходных зубьев
, значение задних углов для черновых и переходных зубьев ![]() , чистовых
, чистовых ![]() , калибрующих
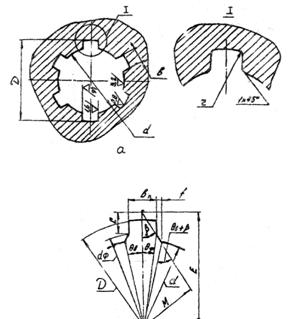
, калибрующих ![]() основные геометрические параметры представлены на рисунке 3.2.
основные геометрические параметры представлены на рисунке 3.2.

Рисунок 3.1 Размеры профиля зубьев протяжек
3.5 Максимально допустимая сила резанияСила резания, допускаемая прочностью хвостовика в опасном сечении, выбирается из [3, с. 13, табл. 5]. Диаметр хвостовика Dхв принимается равным ближайшему меньшему значению по отношению к D0. Но необходимо ограничить диаметр размером Ø50мм, поскольку прочность на разрыв такого хвостовика соответствует максимально-возможной величине тягового усилия.
Dхв=50мм; D1=36мм; D2=49мм; l1=90мм; l2=20мм; l3=32мм; c=8мм; [σр] = 400МПа; Pхв=453200H.
Основные размеры хвостовика представлены на рисунке 3.3.
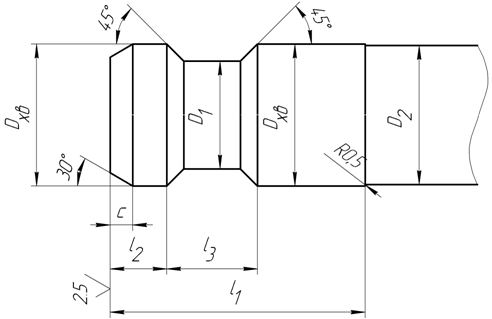
Рисунок 3.2 основные размеры хвостовика
Сила резания, допускаемая прочностью опасного сечения по впадине первого зуба, определяется из выражения:
Pоп = ,
,
где Dоп – диаметр опасного сечения;
[σр] – допускаемое напряжение на растяжение;
Dоп = D0 – 2h;
Dоп = 102 – 2×9 = 84мм;
Pоп = =2200000Н.
=2200000Н.
Расчетное тяговое усилие станка 7Б520 [3, с. 13, табл. 7]:
Pст =k×Q,
где k–КПД станка (k=0,9);
Q–тяговое усилие станка (Q=200000Н);
![]() Н;
Н;
За величину максимально допустимой силы резания Pдоп принимаем наименьшее из полученных значений.
![]() Н.
Н.
h[σ]= ;
;
h[σ]= мм.
мм.
Величина h принятая по таблице меньше h[σ]. Коэффициент заполнения стружечных канавок для стали K=3.
3.7 Подача черновых секций![]() ;
;
![]() мм;
мм;
Полученное значение округляем до стандартного Szч=0,2мм. Фактический коэффициент заполнения стружечной канавки ![]() :
:
![]() ;
;
В случае срезания стружки по групповой схеме резания фасочные зубья группируются в двузубые секции, аналогично шлицевым зубьям, причем первые зубья в каждой секции имеют на боковых сторонах выкружки для разделения стружки по ширине, а вторые выполняются без выкружек, заниженные по диаметру на 0,02–0,04мм.
Таким образом, количество зубьев в черновых секциях принимаем для фасочной части Zчсф =2, шлицевой Zчсш =2.
3.9 Сила протягивания на черновых зубьяхНа фасочной части:
 ;
;
Значение коэффициентов выбираем из [3, с. 17-18, табл. 9-10]:
![]() ;
; ![]() ;
; ![]() ;
; ![]() ;
; ![]() .
.
![]() ;
;
![]() ;
;
![]() Н;
Н;
На шлицевой части:
![]() ;
;
![]() Н.
Н.
Рф>Рдоп - поэтому принимаем для расчета протяжной станок модели 7А540, [3, с. 13, табл. 7], с номинальным тяговым усилием 400000 Н. С учетом КПД,
Рст =360000 Н.
3.10 Распределение припускаОбщий припуск на протягивание:
![]() ;
;
где ![]() мм. [3, с. 18, табл. 11];
мм. [3, с. 18, табл. 11];
![]() мм;
мм;
На фасочную часть:
![]() ;
;
где dфп–диаметр последнего фасочного зуба;
![]() ;
;
![]() мм;
мм;
![]() мм;
мм;
Первый фасочный зуб соответствует диаметру предварительно подготовленного отверстия.
Припуск на переходные зубья в шлицевой части Аопш, число переходных секций iпш принимаем по [3, с. 20, табл. 12б], а на чистовые зубья из [3, с. 20, 12а].
![]() мм;
мм; ![]() мм;
мм; ![]() , принимаем
, принимаем ![]() ;
; ![]() мм;
мм;
На шлицевую часть:
![]() мм;
мм;
В фасочной части на каждую двузубую секцию ![]() мм, в шлицевой части для черновых секций
мм, в шлицевой части для черновых секций ![]() мм, переходных
мм, переходных ![]() мм.
мм.
В виду того, что при переточке чистовые зубья станут черновыми и во избежание поломки инструмента. Для всех зубьев примем одинаковый шаг: ![]() мм.
мм.
Фасочные зубья:
первый ![]() мм;
мм;
последний ![]() мм.
мм.
Шлицевые зубья:
первый ![]() мм;
мм;
последний ![]() мм.
мм.
В фасочной части:
![]() ;
;
![]() ;
;
В шлицевой части:
![]() ;
;
![]() .
.
В фасочной части:
![]() ;
;
![]() .
.
В шлицевой части:
![]() ;
;
![]() ;
;
![]() ;
;
![]() .
.
Количество чистовых и калибрующих зубьев на шлицевой части выбираем из [3, с. 20, табл. 12а].
Zчтш=4; Zкш=3.
Подъём на зуб в чистовой секции: ![]() мм.
мм.
Фасочная:
длина режущей части
![]() ;
;
![]() мм.
мм.
калибрующих зубьев в фасочной части нет.
Шлицевая:
длина черновой и переходной режущих частей
![]() ;
;
![]() мм.
мм.
длина чистовой и калибрующей режущих частей
![]() ;
;
![]() мм.
мм.
3.17 Общая длина протяжки
Общая длина комбинированной протяжки равна сумме длин составных частей.
![]() ;
;
где ![]() - длина хвостовика, передней и задней направляющей;
- длина хвостовика, передней и задней направляющей;
Длина передней направляющей выбирается в зависимости от отношения длины протягивания ![]() к диаметру протяжки
к диаметру протяжки ![]() :
:
![]() , следовательно,
, следовательно, ![]() мм;
мм;
Длина задней направляющей части:
![]() ;
;
![]() мм;
мм;
Длина переходного конуса:
![]() мм, принимаем
мм, принимаем ![]() мм;
мм;
Длина переходной шейки:
![]() мм;
мм;
где: ![]() , где:
, где: ![]() ,
,![]() мм;
мм;
![]() мм.
мм.
Увеличение шага между фасочной и шлицевой частями: ![]() мм;
мм;
![]() ;
;
![]() мм.
мм.
Полученная длина протяжки не превышает величины, допускаемой технологическими возможностями её изготовления [3, с. 24, табл. 14], поэтому протяжку выполняем цельной.
3.18 Геометрия зубьевНа вершинах калибрующих зубьев выполняется цилиндрическая ленточка ![]() мм. Вспомогательный угол в плане на шлицевых зубьях
мм. Вспомогательный угол в плане на шлицевых зубьях ![]()
![]() с лентой по боковой поверхности
с лентой по боковой поверхности ![]() мм выполняется на тех зубьях, высота шлицевых выступов которых не менее
мм выполняется на тех зубьях, высота шлицевых выступов которых не менее ![]() мм. На первых зубьях черновых и переходных секций выполняются выкружки. Радиус выкружек определяется графически, при этом их глубина должна быть не менее
мм. На первых зубьях черновых и переходных секций выполняются выкружки. Радиус выкружек определяется графически, при этом их глубина должна быть не менее ![]() мм.
мм.
4 ПАТРОН ДЛЯ КРЕПЛЕНИЯ СВЕРЛА НА АГРЕГАТНОМ СТАНКЕ
На агрегатных станках хвостовой инструмент с конусными и цилиндрическими хвостовиками закрепляют в шпинделях одношпиндельных или мрогошпиндельных насадок с помощью переходных втулок, которые в свою очередь, крепятся в шпинделе двумя винтами. Крутящий момент передается шпонкой, врезанной во втулку. На выходе втулки есть упорно-регулировочные гайки, с помощью которых режущий инструмент может высовываться на необходимую величину. Контровка гайки выполняется винтом, закрепляющим настроенное положение нажимом на поверхность трапециидальной резьбы через медную прокладку. Посадочные размеры втулок стандартизованы и согласованы с базовыми размерами шпинделей.
Для извлечения инструменту втулки та концы шпинделей насадок имеют отверстия под выбивной клин.
Проведем проверочный расчет шпонки на смятие:
![]() ,
,
де Т- суммарный крутящий момент на сверле, Н·м;
d- диаметр вала, мм;
h- высота шпонки, мм;
lp- рабочая длина шпонки, мм;
![]() МПа – максимально – допустимое напряжение смятия [5,с.36].
МПа – максимально – допустимое напряжение смятия [5,с.36].
![]() МПа.
МПа.
Таким образом шпонка выдержит напряжения смятия, а также имеет запас прочности.
ЗАКЛЮЧЕНИЕ
В ходе работы произведён расчёт и проектирование заданных режущих инструментов: червячной фрезы, комбинированного сверла и шлицевой протяжки, а также спроектирован патрон для крепления сверла на агрегатном станке. Разработаны рабочие чертежи, приведенные в приложении с указанием предельных отклонений размеров деталей и шероховатостей на поверхности инструмента. Также приведен чертеж патрона для комбинированного сверла.
СПИСОК ИСПОЛЬЗОВАНОЙ ЛИТЕРАТУРЫ
1.– Методические указания к курсовому проекту по дисциплине «Режущий инструмент» для студентов специальностей 7.090203 «Металлорежущие станки и системы» и 7.090201 «Технология машиностроения»/ Сост.: И.В.Киселева, В.П.Цокур, О.А.Попенко. – Донецк : ДонГТУ, 1999. – 20 с.
2.– Методические указания к выполнению контрольных работ по курсу «Проектирование и производство металлорежущих инструментов»/ Сост.: И.А. Малышко, С.Л. Толстов. -Донецк: ДПИ,1991.-39с.
3.– Методические указания по расчёту комбинированных протяжек/ Сост.: И.А. Малышко, С.Е.Носенко.- Донецк: ДПИ,1986.-32с.
4.– Справочник технолога машиностроителя. В двух томах. Изд. 3, переработанное. Том 2. Под ред. Заслуженного деятеля науки и техники РСФСР д-ра техн. наук поф. А. Н. Малова. М., «Машиностроение», 1972, стр. 568.ццц
Похожие работы
... начальной прямой до вершины усиков Заключение Список использованой литературы Введение Целью данного курсового проекта является расчет и проектирование следующих металлорежущих инструментов: протяжка шлицевая, сверло комбинированное и фреза червячная для обработки шлицевого вала. Протягивание является одним из наиболее высокопроизводительных процессов обработки деталей резанием. Высокая ...

... квалитет при Ra = 2,5–1,25 грубее Число чистовых зубцов Zчт 2 Sz ч m = 0,02; 2 Sz ч m = 0,01; 1 2 2 - Припуск на чистовые зубцы на диаметр 0,08 0,08 Число зубцов, которые калибруют 4 3 1.5 Выбор станка Расчет сил резания при протягивании Для выбора станка необходимо определить силы резания, которые возникают при протягивании на разных частях ...





... форме, отражены в формуле (10.9) и сведены в соответствующие графы чертежа. , (10.9) где, ТАi – технологический допуск. 11. Планировка механического участка Деталь “шпиндель” (рис.1.1) является сборочной единицей головки 4-хшпиндельной комбинированной, которая в свою очередь входит в сборочный узел автоматической линии для обработки ...





... 6. Расчет длины протяжки Выводы Список использованной литературы Введение Целью курсового проекта является расчет и проектирование металлорежущих инструментов: протяжка шлицевая, сверло комбинированное и фреза червячная для обработки шлицевого вала. Протягивание является одним из наиболее высокопроизводительных процессов обработки деталей резанием. Высокая производительность процесса ...
0 комментариев