Навигация
3. МЕХАНІЧНА ЧАСТИНА
При свердленні отворів застосовують свердла спіральні, із крутою спіраллю, перові, рушничні з зовнішнім або внутрішнім відводом стружки і кільцеві (трепаниючі голівки).
Свердла виготовляють зі швидкорізальних сталей, оснащують твердосплавними пластинками, робочу частину або весь свердел виконують із твердого сплаву. Характерними рисами процесу свердління є утруднені відвід стружки з зони різання, підведення СОЖ у зону різання і низька твердість інструмента.
Спіральні свердли складаються з робочої частини, шийки і хвостовика. На робочій частині свердла формоутворенні дві спіральні канавки, що утворюють два робочих пера свердла. Робоча частина включає ріжучу і циліндричну (напрямну) частини з двома стрічечками.
У ріжучої частини є дві головні кромки, утворені перетинанням передніх і задніх поверхонь і виконують основну роботу різання, а також поперечна кромка (перемичка). Хвостовик з лапкою служать для закріплення свердла в шпинделі верстата або патроні і для передачі моменту шпинделя, що крутиться.
Конструктивні особливості спіральних свердел обумовлюють мінливість геометричних параметрів їх заточення. Так, головний задній кут б стандартного свердла зростає в міру наближення до центра.
Розрізняють спіральні свердла з циліндричним і конічним хвостовиками. Свердла з конічним хвостовиком діаметром більш 6 мм і свердла з циліндричним хвостовиком діаметром більш 8 мм роблять звареними.
Для свердління деталей з чавуна, високоміцних, термообробних сталей і інших важкооброблюваних матеріалів і сплавів свердла оснащують твердосплавними пластинками; цілком або частково виготовляють із твердих сплавів ВК6, ВК6М, ВК8, ВК10М, ВК15М. Для забезпечення підвищеної твердості твердосплавних свердел їх загальна довжина найчастіше менше, ніж довжина свердел зі швидкорізальної сталі, а серцевина свердла рівномірно товщає в напрямку до хвостовика на 1,4-1,8 мм на кожні 100 мм довжини. Для свердел, оснащених твердим сплавом, кут нахилу гвинтової канавки щ = 13-20°; у ряді випадків використовуються свердла з прямими канавками, у яких щ = 0.
Перові свердла. Характерними рисами перових свердел є плоска робоча частина і прямі канавки для відводу стружки. Робочу частину ("перо") таких свердел часто роблять так, щоб її можна було замінити. Відсутність спіральної частини спрощує виготовлення перових свердел, підвищує їх твердість в осьовому напрямку, виключає "закручення" і "розкручування" у процесі роботи, характерні для спіральних свердел і пов'язана з цим зміна їх довжини. Однак відсутність спіральної частини утрудняє відвід стружки з зони різання. Тому при роботі перовими свердлами СОЖ подають у зону різання по центральному каналу, а на частині, що ріже, виконують стружкороздільні канавки. Кут при вершині, задній кут, ширина стрічечки, що калібрує, і деякі інші параметри перових свердлів вибирають у залежності від умов обробки отворів за аналогією з параметрами спіральних свердел.
Рижійні свердла мають наступні конструктивно-технологічні особливості.
1. Головні кромки, що ріжуть, і вершина розташовані несиметрично щодо осі свердла, вершина зміщена щодо осі на (0,2-0,25) d, що вимагає обов'язкового напрямку рижійного свердла по кондукторній втулці, попередньо просвердленому циліндричному або центровому отвору.
2. Немає поперечної ріжучої кромки (перемички), передня поверхня розташована на 0,05-0,2 мм нижче осі свердла, що різко знижує осьову складову сили різання, запобігає появі "нульової" швидкості різання.
3. Дві додаткові направляючі пластини (кулачки) разом зі стрічечкою, що калібрує, на ріжучій пластині, сприяють надійному орієнтуванню свердла в оброблюваному отворі по трьох точках. При цьому зрізується матеріал оброблюваної заготовки кромками ріжучого свердла, і вигладжуються стінки отворів направляючими (вигладжуючими) кулачками.
4. Канали для підведення СОЖ у зону різання і відводу стружки разом із СОЖ із зони різання розділені, в них зроблені раціональні прохідні перетини. У якості СОЖ застосовують найчастіше сульфофрезол. У рижійних свердлах із зовнішнім відводом СОЖ і стружки з зони різання по V-образному каналу, СОЖ подається по порожньому стеблу, спеціальному отвору або додатковій трубці. У рижійних свердлах із внутрішнім відводом СОЖ і стружки з зони різання СОЖ подається по кільцевому зазору між зовнішньою поверхнею свердла і внутрішньою поверхнею оброблюваного отвору. СОЖ, як правило, подасться в зону різання під тиском. Ці особливості забезпечують ефективне охолодження свердла в процесі роботи і надійне видалення стружки з зони різання, однак необхідно верстати для свердління отвору рижійними свердлами оснащувати насосами високого тиску, баками, системами очищення СОЖ, огородженнями від бризів СОЖ, гідромуфтами, стружковідводами і т.д.
5. Рижійні свердла часто оснащують пластинками з твердих сплавів ВК6М, ВК8, Т15ДО6, що дозволяють свердлити отвору з високими швидкостями різання (до 100 м/хв і вище). У зв'язку з низькою подовжньою стійкістю свердла і несиметричним осьовим навантаженням свердління здійснюється з малими подачами (0,005- 0,1 мм/об у залежності від оброблюваного матеріалу і діаметра свердла). Тому у верстатів для обробки отворів рижійними свердлами повинні бути високі швидкості різання і малі робочі подачі.
Рижійне свердло типової конструкції з зовнішнім відводом стружки складається з колоска, що оснащується однієї ріжучою, двома направляючими пластинками і має отвір для підведення СОЖ, привареного до нього трубчастого стебла з V-подібним каналом для відводу стружки і циліндричної або конічної втулки - хвостовика для закріплення свердла в шпинделі верстата. У ряді випадків колоски цілком виконують із твердого сплаву, а рижійні свердла закріплюють у шпинделі верстата безпосередньо нa циліндричну частину трубчастого стебла.
Рижійні свердла з зовнішнім відводом стружки застосовують для обробки отворів діаметром 3-30 мм. Рижійні свердла з внутрішнім відводом стружки більш трудомісткі у виготовленні, але завдяки відсутності контакту стружки з поверхнею отворів забезпечують меншу шорсткість їх поверхонь і застосовуються для свердління отворів діаметром 7-30 мм. Для свердління отворів діаметром більш 30 мм і суцільному матеріалі застосовують одно-, двох- і трирізцеві змінні свердла-голівки. Такі свердла проектують по типу рижійних свердел із внутрішнім відводом стружки й оснащують змінними різцями, двома і більше направляючими пластинками, у тому числі не тільки твердими, але і підпружиненими. Свердло-голівка кріпиться на трубчасте стебло за допомогою нарізного сполучення.
Надійне орієнтування свердла в оброблюваному отворі, комбіноване різання-вигладжування в процесі обробки, подача СОЖ у зону різання під тиском, стабільне видалення стружки з зони різання, відсутність поперечної ріжучої кромки, можливість досить просто оснастити свердла пластинками з твердого сплаву (які працюють без поломок і викрашувань) - усе це дозволяє забезпечити за один прохід рижійного свердла високу продуктивність і малі відхилення розміру, форми і розташування осі, при малих параметрах шорсткості стінок оброблених отворів.
Застосування рижійних свердел при обробці заготовок в машинобудівному виробництві дозволяє в ряді випадків відмовитися від виконання чотирьох-п'яти переходів, наприклад свердління, розсвердлювання, розточування, зенкерування, розгортання. В міру випуску спеціально-свердлильних верстатів, модернізації універсального устаткування й освоєння інструментальними цехами і заводами випуску рижійних свердел, їх використання у всіх галузях машинобудівного виробництва збільшується.
Кільцеві свердла застосовують для зниження сил різання і необхідної потужності устаткування, підвищення продуктивності обробки суцільних отворів діаметром більш 50 мм, зменшення обсягу стружки і наступного використання отвору, що утвориться уздовж осі оброблюваного, центрального стрижня.
Кільцевими свердлами роблять отвори на токарських, вертикально, горизонтально-свердлильних і розточувальних верстатах. Перед свердлінням у заготовці, як правило, підрізають торець і одержують вхідний отвір діаметром, який рівний діаметру кільцевого свердла. Свердло підтримується люнетом або кондуктором. Забезпечують мінімально можливе биття кільцевого свердла й оброблюваної заготовки, вибирають способи подачі і відводу СОЖ і стружки з зони різання. Кільцеві свердла виготовляють зі швидкорізальних сталей. Випускають збірні кільцеві свердла. Корпус збірних кільцевих свердлів виконують з легованої сталі 12ХНЗА, а вставні різці оснащують пластинками з твердого сплаву групи ВК.
4. ТЕХНІКА БЕЗПЕКИ
Основними причинами електротравматизму є:
- недостатня навченість, несвоєчасна перевірка знань та присвоєння груп кваліфікації за технікою безпеки персоналу, котрий обслуговує електроустановки;
- порушення правил влаштування, технічної експлуатації та техніки безпеки електроустановок;
- неправильна організація праці;
- неправильне розташування пускової апаратури та розподільних пристроїв, захаращеність підходів до них;
- порушення правил виконання робіт в охоронних зонах ЛЕП, електричних кабелів та ліній зв'язку;
- несправність ізоляції, через що металеві неструмопровідні частини обладнання виявляються під напругою;
- обрив заземлювального провідника;
- використання електрозахисних пристроїв, котрі не відповідають умовам виконання робіт;
- виконання електромонтажних та ремонтних робіт під напругою;
- застосування проводів та кабелів, котрі не відповідають умовам виробництва та використовуваній напрузі;
- низька якість з'єднань та ремонту;
- недооцінка небезпеки струму, котрий проходить через тіло людини та напруги, впливу котрої підлягає людина, коли її ноги знаходяться на ділянці з точками різного потенціалу („крокова напруга");
- ремонт обірваного нульового провідника повітряної лінії при не вимкненій мережі і приєднаному однофазовому навантаженні;
- живлення декількох споживачів від загального пускового пристрою з захистом запобіжниками, розрахованими на вимкнення найбільш потужного з них або від однієї групи розподільної шафи;
- недооцінка необхідності вимкнення електроустановки (зняття напруги) в неробочі періоди;
- виконання робіт без індивідуальних засобів електрозахисту або використання захисних засобів, котрі не пройшли своєчасного випробування;
- невиконання періодичних випробувань, зокрема перевірок опору ізоляції (електромереж, обмоток електродвигунів, котушок комутаційної апаратури, реле) та опорів заземлювальних пристроїв;
- користування електроустановками, опір ізоляції котрих не перевищує нормативних значень; використання електроустановок кустарного виготовлення, виготовлених з порушенням вимог правил електробезпеки (зокрема, розподільними та пусковими пристроями, електропечами);
- некваліфікований інструктаж робітників, котрі використовують ручні електричні машини;
- відсутність контролю за діями працівників з боку ІТП або виконавців робіт;
- відсутність маркування, запобіжних плакатів, блокувань, тимчасових огороджень місць електротехнічних робіт.
Ці причини можна згрупувати за наступними чинниками:
- дотик до струмоведучих частин під напругою внаслідок недотримання правил безпеки, дефектів конструкції та монтажу електрообладнання;
- дотик до неструмоведучих частин, котрі опинились під напругою внаслідок пошкодження ізоляції, перехрещування проводів;
- помилкове подання напруги в установку, де працюють люди;
- відсутність надійних захисних пристроїв.
Аналіз небезпеки електроустановок зводиться до визначення значення струму, котрий протікає через тіло людини при різних можливих варіантах потрапляння її під напругу внаслідок дотику до струмоведучих частин електричних мереж, неструмоведучих частин електроустановок, котрі опинились під напругою при пошкодженні ізоляції, або внаслідок спинення під напругою кроку, а також до оцінки впливу різних чинників та параметрів мережі на небезпеку ураження.
Електричні мережі бувають постійного та змінного струмів. Мережі змінного струму бувають однофазові та багатофазові. Найбільш поширені - трифазові мережі змінного струму. За режимом нейтралі трансформатора або генератора трифазові мережі можуть бути з ізольованою або глухозаземленою нейтраллю. Ізольованою називають нейтраль, ізольовану від заземлювального пристрою або приєднану до нього через апарати з великим опором (трансформатори напруги, компенсаційні котушки). Глухозаземленою називають нейтралі, Приєднану до заземлювального пристрою безпосередньо або через апарати з малим опором (трансформатори струму).
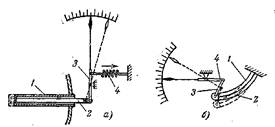
У випадках ураження людини електричним струмом насамперед його звільняють від дії струму (мал. 7).
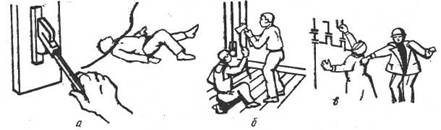
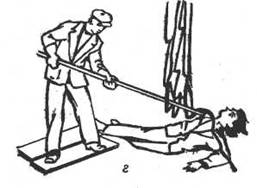
Рис. 7 - Способи звільнення потерпілого від дії електричного струму: а - відключення електричного струму; б - обривши електричних проводів; в - відтягання потерпілого; г - видалення проводу, що знаходиться під напругою, від людини
У мережах з напругою до 1000 В для відділення потерпілого від струмоведучих частин використовують суху дошку, ціпок, одяг або інший підручний предмет, що не проводить струм. При неможливості відокремити потерпілого від струмоведучих частин перерубують провід сокирою із сухою рукояткою або іншим інструментом з ізолюючою ручкою. При напрузі мережі понад 1000 В відокремлюють потерпілого від проводів ізольованими штангами або кліщами в діелектричних рукавичках і ботах. Доторкатися до людини, що знаходиться під струмом, без застосування належних запобіжних заходів небезпечно. Якщо потерпілий знаходиться на висоті, то перед відключенням напруги варто забезпечити безпечне падіння людини. Незалежно від стану потерпілого у всіх випадках поразки струмом викликають лікаря.
Після звільнення потерпілого від струму визначають стан, у якому він знаходиться. Якщо людина у свідомості, то його укладають у зручне положення і до прибуття лікаря забезпечують повний спокій, безупинно спостерігаючи за подихом і пульсом; якщо без свідомості, але дихає нормально й у нього прощупується пульс, те потерпілого треба зручно укласти, розстебнути комір і пояс, піднести до носа змочену в нашатирному спирті ватку, обляпати водою і забезпечити спокій.
Найбільш тяжкі наслідки дії електричного струму - зупинка дихання і серцевої діяльності. Якщо відсутнє подих, але прощупується пульс, приступають до проведення штучного дихання. Якщо ж відсутній і серцебиття, то поряд зі штучним диханням проводять зовнішній масаж серця (мал. 8). Ефективним і доступним способом проведення штучного дихання є вдмухування повітря в легені потерпілого через рот і ніс (мал. 9). Потерпілого укладають на спину, відкривають йому рот, якщо необхідно, витягають запала мова і закидають голову назад, підкладаючи під лопатки валик або згорток одягу. Очистивши порожнину рота від слизу, затискають ніс потерпілого і на його ніс і рот накладають суху носову хустку або марлеву серветку. Зробивши 2...3 глибоких вдихи, що робить допомогу вдмухує повітря в рот потерпілого. Частота штучного дихання відповідає ритмові природного дихання (12-14 разів у хвилину); тривалість його різна - до відновлення ритмічного дихання в потерпілого.
-
Рис. 8 - Зовнішній масаж серця

Рис. 9 - Штучне дихання "із рота в рот"
При проведенні зовнішнього масажу серця потерпілого кладуть спиною на рівну і тверду поверхню (стіл, підлогу, кушетку, лаву й ін.) і звільняють грудну клітку від одягу. Той хто надає допомогу кладе витягнуту долоню руки на нижню частину грудної клітки, а другу руку - на першу і надавлює злегка на грудину в напрямку хребта з частотою 60 разів у хвилину (грудна клітка здавлюється строго вертикально на 3...4 см). Цим кров із серця направляється в кровоносні судини. Під час паузи серце наповняється кров'ю. Масаж серця проводять обережно, щоб не ушкодити ребра. Результат масажу визначають по появі пульсу на великих артеріях. У важких випадках приходиться сполучити масаж серця зі штучним диханням. Вдування проводять у проміжках між натисненнями. Зазначена дія зручна робити вдвох: один робить 4...5 натиснень на клітку в нижній третині її, після чого другий удмухує повітря в легені потерпілого. Такі операції повторюють регулярно. Початок роботи серця визначають по появі пульсу.
Наша промисловість випускає апарати штучного дихання, що включають маски і воздуховоди різного розміру; повітря вдмухують, стискаючи і розтягуючи хутра. Для відновлення серцевої діяльності застосовують спеціальний апарат - дефібрилятор, що створює короткий електричний розряд високої напруги через серце, що викликає загальне скорочення серцевого м'яза.
ВИСНОВКИ
В ході виконання дипломної роботи ми проаналізували значення та особливості використання рідинних скляних термометрів і прийшли до наступних висновків.
Завдяки порівняно високій точності, нескладності пристрою і дешевизні виготовлення скляні рідинні термометри є найбільше розповсюдженими приладами для виміру температур. У залежності від вимог, пропонованих до термометрів, виготовляється багато різних типів і різновидів скляних рідинних (особливо ртутних) термометрів, що відрізняються конструкцією, розмірами, межами виміру й інших технічних характеристик.
Основними видами рідинних скляних термометрів є: лабораторні термометри загального застосування, технічні термометри загального застосування, максимальні ртутні термометри (технічні, метеорологічні, медичні), мінімальні термометри (метеорологічні).
Основні види термометрів мають призначення: для вимірів температур у різних лабораторних і виробничих умовах, для виміру найвищої температури за визначений період часу, для виміру найменшої температури повітря за визначений період часу тощо та використовуються в різних галузях народного господарства та виробничих процесах.
Основними джерелами недоліків у роботі скляних рідинних термометрів є: 1) погрішності показань термометрів при нормальних умовах їхньої роботи; 2) погрішності, що є наслідком відхилення умов виміру від нормальних; 3) погрішності, обумовлені дефектами термометра, наприклад, сублімацією термометричної рідини, розривами стовпчика рідини, наявністю пухирців газу в резервуарі, подовжнім зсувом шкали; 4) погрішності виміру, внесені спостерігачем, зокрема , погрішності відліку показань і погрішності визначення виправлень.
Оскільки до складу скляних рідинних термометрів входить дуже небезпечний для людини і оточуючого середовища елемент – ртуть, то перш ніж приступати до роботи ознайомитися з правилами техніки роботи з термометрами та пройти перевірку цих знань.
Рідинні скляні термометри досить активно використовуються в промисловості разом з приладами, робота яких забезпечується живлення електричних мереж, тому працівникам потрібно обов`язково знати та вміти надавати першу невідкладну допомогу постраждалому від електричного струму.
ВИКОРИСТАНА ЛІТЕРАТУРА
1. Безопасность жизнедеятельности. Учебник / Под ред. Э.А. Арустамова. – М., 2000.
2. Безпека життєдіяльності. Підручник / За ред. Я. Бедрія. – Львів: Афіша, 1998.
3. Геращенко О.Л., Федоров В.Г. Тепловые и температурные измерения. Киев, «Наукова думка», 1965.
4. Гордон Л. Температурные шкалы. М., Изд-во стандартов, 1966.
5. Гордов А.Н. Измерение температуры жидких металлов, М., Стандартгиз, 1960.
6. Ерофеев А.В. Электронные приборы теплового контроля и регулирования. М., Госэнергоиздат, 1955.
7. Жидецький В.Ц., Джигирей В.С., Мельников О.В. Основи охорони праці. – Львів: Афіша, 2000. – 348 с.
8. Кондратьев Г.М. Регулярный тепловой режим. Л., Гос. техн.-теоретич. изд-во, 1954.
9. Лакирев С.Г. Обработка отверстий: Справ очник. – М.: Машиностроение. – 1984. – 208 с.
10. Методы измерения температуры / Под ред. Соколова, ч. 1. М.: ИИЛ, 1954.
11. Методы измерения температур в промышленности. Под ред. А.Н. Гордова. М., Металлургиздат, 1952.
12. Приборостроение и средства автоматизации. Справочник, т. М., «Машиностроение», 1964.
13. Поверка приборов для температурных и тепловых измерений. (Сборник инструкций). М., Изд-ио стандартов, 1965.
14. Сосновский А.Г., Столярова Н.И. Измерение температур. – М., 1970.
Похожие работы

... автоматичного опалення приміщень. Де інформація про температуру повинна збиратись з декількох точок приміщення. А контроль за цим покладається саме на інформаційно-вимірювальні системи. Також будь-яка сучасна побутова техніка оснащена сенсорами температури: праски, мікрохвильові пічки, пральні машини тощо. Так не всі дані прилади потребують використання саме ІВС, мікропроцесорної техніки або ...

... ) всі досліджувані зразки відповідають вимогам ДСТУ 4391:2005. Смак та запах зразків є властивим какао-порошку, без стороннього присмаку та запаху. Колір зразків №1, №2, №3 і №5 – коричневий, а зразок №4 має світло-коричневий колір (таблиця 2.2). Таблиця 2.2 – Результати дослідження органолептичних показників якості відповідно до ГОСТ 5897-90. Органолептичні показники Зовнішній вигляд Смак ...
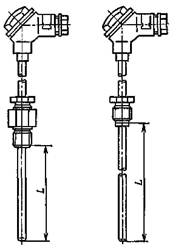
... і, і розташовується в місцях з великою швидкістю потоку, що поліпшує умови теплообміну. Рисунок 4.5 - Термоелектричний термометр типу ТПП (А) иТХА (Б) 7. Термометри опору Для вимірювання температури широке застосування отримали термометри опору, дія яких заснована на зміні електричного опору металевих провідників залежно від температури. Метали, як відомо, збільшують при нагріванні ...

... є продуктивність праці. Так трудомісткість виготовлення 1000 дал технічних рідин на підприємстві становить 490 годин. 2.2 Аналіз організації процесу оцінювання та методи контролю якості на ДП ”Лужанський експериментальний завод” На ДП ”Лужанський експериментальний завод” використовуються наступні методи контролю: Відбирання проб Під час наливання цистерни з крана, встановленого на нагні ...
0 комментариев