Навигация
15. Токарна.
Обладнання: Токарно-гвинторізальний верстат мод. 16К50П.
Установити, закріпити і зняти заготовку за Ø = 200 мм в трьохкулачковому патроні.
Підрізати торець в розмір L = 101 мм; Ø1 = 314 мм (чорнова обробка).
Підрізати торець в розмір L = 100 мм; Ø1 = 314 мм (чистова обробка).
Інструмент: різець підрізний з пластиною із твердого сплаву Т5К10.
Проточити зовнішню циліндричну поверхню з Ø = 314 мм до Ø 310 мм на довжині L = 50 мм.
Проточити фаску на торці Ø 310 мм; 1×45° мм.
Проточити фаску на Ø 310 мм; 1×45° мм із сторони хвостовика.
Інструмент: різець прохідний відігнутий з пластиною із твердого сплаву Т5К10.
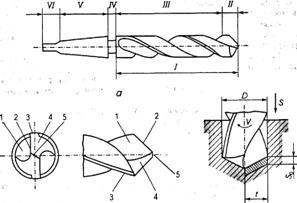
Свердлити отвір в розмір Ø 24 мм; L = 100 мм.
Інструмент: свердло спіральне Ø 24 мм.
Розточити центральний отвір наскрізь з Ø 24 мм до Ø 145 мм; L = 100 мм.
Проточити в центральному отворі фаску 1×45° мм.
Інструмент: різець розточний для обробки наскрізних отворів з пластиною із твердого сплаву Т5К10.
20. Токарна.
Обладнання: Токарно-гвинторізальний верстат мод. 16К50П.
Установити, закріпити і зняти заготовку за Ø = 310 мм в трьохкулачковому патроні.
Проточити фаску в центральному отворі 1×45° мм.
Інструмент: різець розточний для обробки наскрізних отворів з пластиною із твердого сплаву Т5К10.
25. Протягувальна.
Обладнання: горизонтально-протяжний верстат мод. 7Б55.
Установити, закріпити і зняти заготовку в захватах верстата.
Протягнути шпоночний паз в розмір b = 28H9 мм, де b – ширина паза;
t = 6,5 мм.
Інструмент: протяжка плоска: z = 23; b = 28 мм.
30. Свердлильна.
Обладнання: вертикально-свердлильний верстат мод. 2Н135.
Установити, закріпити і зняти заготовку в захватах верстата.
Свердлити два глухі отвори в розмір Ø 16 мм; l = 25 мм.
Інструмент: Свердло спіральне для обробки глухих отворів Ø 16 мм.
Зняти фаски на обох отворах 1×45° мм.
Інструмент: Свердло спіральне Ø 20 мм.
35. Зубо-фрезерна.
Обладнання: зубофрезерувальний верстат мод. 5К324.
Установити, закріпити і зняти заготовку на оправці верстата.
Фрезерувати зуби: m = 3; z = 100; ![]() ; L = 50 мм; Dc = 300 мм,
; L = 50 мм; Dc = 300 мм,
де Dс – діаметр ділильного кола.
Інструмент: черв'ячна фреза підвищеної точності класу АА (ГОСТ93-24-60), матеріал фрези Р18, m = 3; d = 40 мм; Dс = 112 мм.
40. Термічна.
Обладнання: електропіч.
Відпустити заготовку з наступним гартуванням.
45. Контрольна.
Розрахунок режимів різання.
15. Токарна.
Обладнання: Токарно-гвинторізальний верстат мод. 16К50П.
Установити, закріпити і зняти заготовку за Ø = 200 мм в трьохкулачковому патроні.
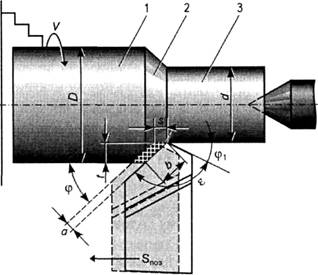
Перехід 4. Проточити зовнішню циліндричну поверхню з Ø = 314 мм до Ø 310 мм на довжині L = 50 мм.
Вибираємо токарний прохідний відігнутий різець з пластиною із твердого сплаву Т5К10: В×Н = 16×25 мм.
Геометричні параметри різальної частини різця: ![]() [ 4, С. 188, 190 ]. Довжина різця 150 мм.
[ 4, С. 188, 190 ]. Довжина різця 150 мм.
Глибина різання:
![]()
Назначаємо по табл. [ 4 ] подачу:
S = 0,7 …1,2 мм/об.
Коректуємо по паспорту верстата S = 0,7 мм/об.
Вибираємо по табл. [ 4 ] період стійкості різця: Т = 60 хв.
Визначаємо швидкість різання, допустиму різцем:
![]() м/хв.
м/хв.
Постійний коефіцієнт ![]() беремо з табл. [ 4, С. 422 ], а також показники степенів
беремо з табл. [ 4, С. 422 ], а також показники степенів ![]() :
:
![]() = 340 (при S > 0,7 мм/об);
= 340 (при S > 0,7 мм/об);

![]() загальний поправочний коефіцієнт.
загальний поправочний коефіцієнт.
![]()
Поправочні коефіцієнти вибираємо з табл. 9 – 13 [ 4 ].
![]()
![]()
![]() м/хв.
м/хв.
Визначаємо число обертів шпинделя верстата:
![]() об/хв.
об/хв.
Коректуємо по паспорту верстата: ![]() об/хв.
об/хв.
Тоді ![]() м/хв.
м/хв.
Силу різання Рz визначаємо по формулі:
![]() (кгс).
(кгс).
 [ 4, С. 429 ].
[ 4, С. 429 ]. ![]()
![]() , табл. [ 4 ];
, табл. [ 4 ]; ![]()
![]()
![]() кгс.
кгс.
Потужність різання визначаємо за формулою:
![]() кВт.
кВт.
Потрібна потужність електродвигуна верстата:
![]() кВт.
кВт.
Машинний час визначаємо за формулою:
![]() ;
;
![]()
![]()
![]()
![]()
![]()
![]() хв.
хв.
Література
1. Різання матеріалів, верстати та інструменти під ред. О.І. Гедвило 1980 р.
2. М.Е. Егоров «Технология машиностроения» 1965 г. – М. «Высшая школа».
3. С.А. Картавов «Технология машиностроения». – К. 1984 г.
4. А.Н. Малов и др. «Справочник технолога машиностроителя» т.2. – 1972 г.
5. В.В. Лоскутов «Шлифование металлов». – 1979 г.
6. А.М. Кучер «Металлорежущие станки». – 1965 г.
Похожие работы
... стандартним абразивним і алмазним інструментом інструмент з эльбора має більш високі ріжучі властивості і стійкість, майже не має засолі в процесі шліфування і працює з меншим тепловиділенням. Все це робить эльбор одним з найперспективніших абразивних матеріалів. Шліфувальні головки. Випускаються семи форм. Вони застосовуються для внутрішнього шліфування і для зачистки заготовок, коли не можуть ...


... прийоми їх реалізації на уроках - один з аспектів загальної проблеми удосконалювання методів навчання в сучасній школі [23, 27, 28]. 3.2. Методика впровадження міжпредметних зв’язків при підготовці трактористів-машиністів Для здійснення міжпредметних зв’язків на практичних заняттях необхідно в умови задач включати конкретні чисельні данні про параметри та характеристики технічних об’єктів, ...
... під тиском до 0,3 МПа на оброблювану поверхню) застосовують для кінцевої обробки фасонних деталей. Шорсткість поверхні за такого полірування залежить від зернистості абразиву. Серед наведених методів обробки металів найпоширенішим у виробництві є шліфування. Залежно від характеру шліфувальних робіт верстати поділяють на такі основні типи: • круглошліфувальні - для обробки зовнішніх поверхонь ...
... званого середнього учня; об'єкти мають бути такими, щоб їх міг зробити кожний. По-друге, введення школярів до основ обробки матеріалів має здійснюватися через фронтальну форму організації праці, оскільки, проведення вступних, поточних та заключних інструктажів, аналіз і оцінювання трудових дій п'ятикласників, впровадження елементів само- та взаємоконтролю будуть ефективними саме при такій органі ...
0 комментариев