Навигация
Різьба має нестандартизований профіль. У цьому випадку профіль різьби виконують як виносний елемент і на ньому показують усі потрібні розміри
19797
знаков
0
таблиц
0
изображений
2. Різьба має нестандартизований профіль. У цьому випадку профіль різьби виконують як виносний елемент і на ньому показують усі потрібні розміри.
Шпонкове з’єднання – це нерухоме з’єднання шківа, зубчатого колеса, муфт і т. п. з валом при допомозі шпонок, які призначені для передачі крутного моменту і осьового зусилля від вала до колеса або навпаки. Елементами шпонкового з’єднання є вал, шпонка, колесо. Шпонка має вигляд деталі призматичної, сегментної або клиновидної форми з прямокутним поперечним перерізом.
Шліцьові (зубчаті) з’єднання називають багато шпонковими, зубці (шліци) виконані разом з валом і розміщені паралельно його осі. Тому ці з’єднання можуть передавати значні крутні моменти. Крім того вони забезпечують добре центрування колеса і вала, що має важливе значення для швидкохідних передач.
Нерознімними називаються з’єднання, які не можна скласти або розібрати без руйнування їх складових частин. До нерознімних відносять зварні, заклепкові, паяні, клейові, армовані з’єднання.
Заклепковим називається нерознімне з’єднання деталей, яке виконують за допомогою заклепки. Заклепка – це стержень круглого перерізу, який має з однієї сторони шляпку.
Зварні з’єднання – місця з’єднання обох деталей розігріваються до рідинного або пластичного стану та під дією зовнішньої сили або завдяки власної ваги матеріали елементів перемішуються й після охолодження утворюється з’єднання.
З’єднання паянням – під час паяння деталі з’єднуються завдяки розплавленню та охолодженню припою, який має низьку температуру плавлення. При цьому способі деформація з’єднаних деталей відсутня, але міцність нижча.
Клеєні з’єднання відрізняються від паяних тим, що елементи, які поєднують не розігріваються, клей вводиться між поверхнями контакту, прилипає до кожної з них, під тиском становиться твердим й створює з’єднання.
2. Складальне креслення
Складальне креслення – це технічний документ, який містить зображення складальної одиниці й інші дані, необхідні для її складання(виготовлення) й контролю (ГОСТ 2.102–68).
Складальне креслення належить до робочої конструкторської документації. Ця документація розробляється після виконання креслення загального вигляду і креслень окремих деталей.
Складальне креслення згідно ГОСТ 2.109–73 відповідно до стандарту повинно містити:
а) зображення складальної одиниці, яке дає уяву про конструкцію, розміщення і взаємозв’язок складових частин, і містити дані для складання та контролю функціонування складальної одиниці;
б) габаритні розміри і розміри для довідок;
в) розміри і точність встановлювальних і приєднувальних елементів;
г) розміри, граничні відхилення та шорсткість поверхонь, які повинні бути виконані або проконтрольовані за даним складальним кресленням;
д) технічні вимоги;
е) технічну характеристику (за необхідності).
Допускається на складальних кресленнях поміщати додаткові схематичні зображення і розміщення складових частин виробу.
Складальні креслення потрібно виконувати, як правило, використовуючи спрощення, які відповідають вимогам стандартів ЄСКД: ГОСТ 2.305, ГОСТ 2.313, ГОСТ 2.315, ГОСТ 2.420 та ін.
На складальних кресленнях допускається не показувати:
а) фаски, скруглення, проточки, заглиблення, виступи, накатки, насічки, обплетення та інші дрібні елементи;
б) зазори між деталями;
в) кришки, щити, кожухи, перегородки і т.ін., якщо необхідно показати закриті ними складові частини виробу. При цьому над зображенням роблять відповідний напис, наприклад, «Кришка поз. 3 не показана»;
г) написи на табличках, шкалах та інших подібних деталях, зображаючи лише їх контур.
На складальних кресленнях застосовують такі способи спрощеного зображення складових частин виробів:
а) на розрізах зображають без розтину складові частини, на які виконано самостійні складальні креслення;
б) типові, куповані та інші широко застосовувані вироби зображають зовнішнім обрисом.
На складальних кресленнях, які містять у собі декілька однакових складових частин (коліс, підшипників і т.ін.), допускається виконувати повне зображення однієї складової частини, а зображення решти частин – спрощено, зовнішнім обрисом.
Зварний, паяний і клеєний виріб з однорідного матеріалу в зборі з іншими виробами в перетинах і розрізах потрібно штрихувати в одну сторону, зображаючи границі між деталями суцільними основними лініями.
При нанесенні встановлювальних і приєднувальних розмірів повинні бути вказані:
а) координати розташування, розміри з граничними відхиленнями елементів, які служать для з'єднання між собою спряжених виробів;
б) інші параметри, наприклад, для зубчастих коліс, які є елементами конструкції – модуль, кількість і напрям зубців.
Переміщувані частини виробу зображаються в робочому положенні. Допускається зображати частини виробу, які переміщуються, у кінцевій або проміжній позиції з відповідними розмірами. При цьому застосовується тонка штрих-пунктирна лінія з двома точками. Якщо при зображенні частин, що переміщаються, ускладнюється читання креслення, допускається зображати їх на додаткових видах із відповідними написами, наприклад: «Кінцеве розміщення каретки поз. 5».
На складальному кресленні виробу допускається показувати зображення суміжних і обміжних виробів (обстановки) і розміри, які визначають їх взаємне розташування.
Елементи обстановки виконують спрощено тонкою суцільною лінією і приводять необхідні дані для визначення місця встановлення, методів кріплення та приєднання виробу. Розрізи і перерізи елементів обстановки допускається не штрихувати.
На складальному кресленні усі складові частини складальної одиниці нумерують у відповідності з номерами позицій, вказаними в специфікації до цієї складальної одиниці. Номери позицій наносять на полицях ліній-виносок, які проводять від зображень складових частин (деталей). Номери позицій вказують на тих зображеннях, в які деталі проекціюються як видимі.
Номери позицій розміщують паралельно до основного напису креслення поза контуром зображення і групують в колонку або ряд, у міру можливості на одній лінії.
Номер позиції наносять на кресленні, як правило, один раз. Допускається повторно вказувати номер позиції однакових складових частин.
Розмір шрифту номерів позицій повинен бути на один-два номери більший, ніж розмір шрифту, прийнятий для розмірних чисел на цьому ж кресленні.
Виконання окремих видів складальних креслень має відповідати ГОСТ 2.109.
Специфікація
До складального креслення оформляється специфікація у відповідності з ГОСТ 2.108, яка в загальному випадку складається з розділів, розміщених у такій послідовності: документація, складальні одиниці, деталі, стандартні вироби, інші вироби, матеріали.
У розділ «Документація» в курсовому і дипломному проектах вноситься позначення і назва складального креслення, до якого оформляється специфікація (див. розділ. 10).
У розділах «Складальні одиниці» і «Деталі» вносяться складальні одиниці і деталі, які безпосередньо входять у виріб. Запис вказаних виробів рекомендується робити в порядку зростання цифр, які входять в позначення.
У розділі «Стандартні вироби» специфікують вироби, передбачені
o державними стандартами (ДСТУ);
o міждержавними стандартами (ГОСТ);
o галузевими стандартами (ГСТУ).
У границях кожної категорії стандартів запис рекомендується проводити за групами виробів (наприклад, болти, гвинти, гайки, підшипники, електротехнічні вироби і т.ін.), у границях кожної групи – за абеткою назв виробів, у границях кожної назви – в порядку зростання позначень стандартів, а в границях кожного позначення стандарту – в порядку зростання основних параметрів або розмірів виробу.
У розділ «Інші вироби» вносять вироби, які застосовуються не за основними конструкторськими документами, а за технічними умовами, наприклад, технічними умовами України (ТУУ). Запис виробів рекомендується проводити аналогічно п. 4.3.4.
У розділ «Матеріали» вносять усі матеріали, які безпосередньо входять у виріб.
Матеріали специфікують за видами в такій послідовності: метали чорні, метали магніто-електричні і феромагнітні, метали кольорові, кабелі, проводи та шнури, пластмаси і пресматеріали, паперові і текстильні вироби, лісоматеріали, гумові і шкіряні матеріали, мінеральні, керамічні і скляні матеріали, решта матеріалів.
Запис матеріалів рекомендується проводити аналогічно з п. 3.4.
Після кожного розділу специфікації необхідно залишити декілька резервних рядків для додаткових записів.
Основний напис для заголовного (першого) аркуша специфікації виконують у відповідності з додатком Б, рисунок Б.2, а наступних аркушів – у відповідності з рисунком Б.3.
Специфікацію можна включати в ПЗ як додаток. У такому випадку аркуші специфікації нумеруються в межах кожної специфікації.
Технічні вимоги
Технічні вимоги на кресленні викладають у відповідності з ГОСТ 2.316, групуючи в міру можливості разом однорідні та близькі за характером вимоги в такій послідовності:
o вимоги, які ставляться до матеріалу, заготовки, до термічної обробки і до властивостей матеріалу готової деталі (електричних, магнітних, діелектричних, твердість, вологість і т. ін.), вказівки на матеріали-замінники;
o розміри, граничні відхилення розмірів, форми і взаємного розташування поверхонь, маса і т.ін.;
o зазори, розташування окремих елементів конструкцій;
o вимоги до якості поверхонь, вказівки про їх викінчення і покриття;
o вимоги, що ставляться до настроювання і регулювання виробу;
o інші вимоги до якості виробу, наприклад, безшумність, вібростійкість, саморегулювання і т.ін.
Пункти технічних вимог нумеруються арабськими цифрами. Після цифри крапка не ставиться. Кожний пункт записують з нового рядка.
Заголовок «Технічні вимоги» не пишуть, якщо на кресленні відсутня технічна характеристика виробу.
У випадку, якщо на кресленні приводять технічну характеристику, її розташовують окремо від технічних вимог на вільному полі під заголовком «Технічна характеристика». При цьому над технічними вимогами розміщують заголовок «Технічні вимоги». Обидва заголовки не підкреслюють.
Технічна характеристика
Технічну характеристику (за необхідності) приводять у такому порядку:
o умови роботи (види і величини навантажень, швидкості переміщення окремих складових частин виробу, частоти обертання валів, робочі температури, робоче середовище, умови змащування і т.ін.);
o основні функціональні параметри (потужність, крутний момент, передаточні числа механічних передач, і т. ін.).
Похожие работы
... ;4703,6/ Ø2883,2. З усіх оброблювальних поверхонь знімають приблизно дві третини припуску на механічну обробку. 2 Термічна операція Виконується відповідно до технологічного процесу термічних робіт, які забезпечать твердість деталі НВ 285-300. Спочатку загартовують заготовку. Для цього її завантажують у нагрівальну піч (електричну, газову), нагрівають до температури 8000С і витримують 120- ...
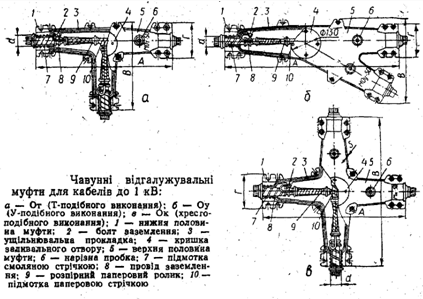
... не більше шести муфт. До з'єднань у кабельній муфті висувають вимоги герметичності, вологостійкості, механічної та електричної міцності, а також протикорозійної стійкості. Кабельні муфти класифікують: за напругою (до 1 кВ, на 6, 10 або 35 кВ); за призначенням (з'єднувальна, відгалужу вальна або кінцева); за габаритами (нормального габариту або малогабаритна); за матеріалом корпусу (Ч — чавунна, ...
0 комментариев