Министерство образования Российской Федерации
Профессиональное училище №26
Дипломная работа
на тему «Сварочные трансформаторы с нормальным магнитным рассеиванием»
![]() с. Михайловское 2010 г.
с. Михайловское 2010 г.
Введение
Устройство и обслуживание сварочного трансформатора
Трансформаторы с нормальным магнитным рассеиванием
Регулировка сварочного тока
Однопостовые сварочные трансформаторы
Виды сварочных трансформаторов
Трансформаторы с отдельным дросселем
Трансформаторы с магнитными шунтами
Графическая часть. Схема сварочного трансформатора с нормальным магнитным током
Список использованной литературы
Введение.
Одним из важнейших преимуществ переменного тока перед постоянным является легкость и простота, с которой можно преобразовать переменный ток одного напряжения в переменный ток другого напряжения. Достигается это посредством простого и остроумного устройства – трансформатора, созданного в 1876 г. замечательным русским ученым Павлом Николаевичем Яблочковым.
П.Н. Яблочков предложил способ «дробления света» для своих свечей при помощи трансформатора. В дальнейшем конструкцию трансформаторов разрабатывал другой русский изобретатель И.Ф. Усагин, который предложил применять трансформаторы для питания не только свечей Яблочкова, но и других приемников.
В дальнейшем несколько конструкций однофазных трансформаторов с замкнутым магнитопроводом были созданы венгерскими электротехниками О. Блати, М. Дери и К. Циперновским. Для развития трансформаторостроения и вообще электромашиностроения большое значение имели работы профессора А.Г. Столетов по исследованию магнитных свойств стали и расчету магнитных цепей.
Сварочные трансформаторы предназначены для создания устойчивой электрической дуги, поэтому они должны иметь требуемую внешнюю характеристику. Как правило, это падающая характеристика, так как сварочные трансформаторы используются для ручной дуговой сварки и сварки под флюсом.
Промышленный переменный ток на территории России имеет частоту 50 периодов в секунду (50 Гц). Сварочные трансформаторы служат для преобразования высокого напряжения электрической сети (220 или 380 В) в низкое напряжение вторичной электрической цепи до требуемого для сварки уровня, определяемого условиями для возбуждения и стабильного горения сварочной дуги. Вторичное напряжение сварочного трансформатора при холостом ходе (без нагрузки в сварочной цепи) составляет 60—75 В. При сварке на малых токах (60—100 А) для устойчивого горения дуги желательно иметь напряжение холостого хода 70 — 80 В.
Устройство и обслуживание сварочного трансформатора
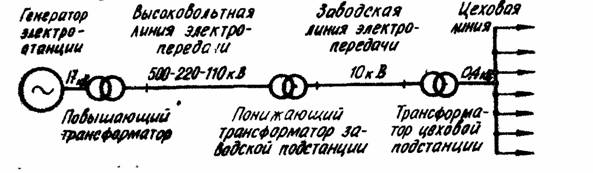
Силовые трансформаторы предназначены для питания током силовых и осветительных установок, они обычно трансформируют (преобразовывают) ток высокого напряжения, поступающий по линиям электропередачи, в ток более низкого рабочего напряжения (380—220 В). Это вторичное напряжение постоянно и не должно меняться от нагрузки. Режим короткого замыкания для них является аварийным, так как при этом растет ток до недопустимых пределов, происходят перегрев и выход из строя обмоток трансформатора.
Сварочные трансформаторы работают в режиме меняющихся напряжений и тока и рассчитаны на кратковременные короткие замыкания сети.
Для сварки переменным током широко применяют однофазные трансформаторы, которые разделяют силовую и сварочную цепи и понижают высокое напряжение 380 или 220 В до величины не более 80 В. Внешняя вольтамперная характеристика вторичной цепи этих трансформаторов, т. е. зависимость между величиной сварочного тока и напряжением, должна обеспечивать ведение устойчивого сварочного процесса, учитывающего статическую характеристику сварочной дуги.
Наличие индуктивного сопротивления необходимой расчетной величины обеспечивает в трансформаторах стабилизацию дуги и ее восстановление при частом изменении полярности переменного тока.
Сварочные трансформаторы применяются для ручной дуговой сварки штучными электродами и в защитном газе, а также для сварки под флюсом. Внешние вольтамперные характеристики трансформаторов для ручной дуговой сварки подразделяются на крутопадающие / и пологопадающие //. Эти трансформаторы работают в режиме регулятора сварочного тока, который осуществляется путем изменения индуктивного сопротивления обмоток. Трансформаторы, предназначенные для питания автоматизированной сварки при постоянной, не зависящей от напряжения дуги скорости подачи электродной проволоки, имеют жесткую внешнюю характеристику.
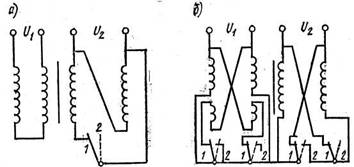
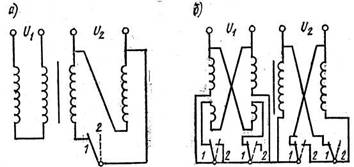
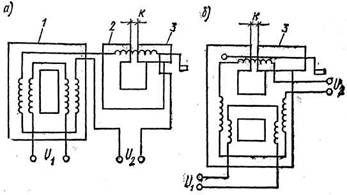
Рис.1. Электрические схемы сварочных трансформаторов я — ТД-102 и ТД-306; б — ТД-300 и ТД-500
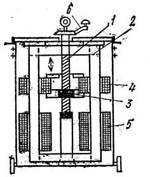
К однофазным сварочным трансформаторам относится большая группа трансформаторов серии ТД. По своей электромагнитной схеме это трансформаторы с увеличенным (развитым) магнитным рассеянием и подвижными обмотками. Они снабжены механическими регуляторами тока в виде ходового винта, пропущенного через верхнее ярмо стержневого магнитопровода и ходовую гайку обоймы подвижной обмотки. Ходовой винт вращается вручную рукояткой, ввинчиваясь в гайку, передвигает обмотку. Стержневой магнитопровод состоит из набора листовой стали толщиной 0,5 мм высокой магнитной проницаемости. Дисковые первичная и вторичная обмотки расположены вдоль стержней. Увеличенное магнитное рассеяние достигается за счет взаимного расположения обмоток. Одна из обмоток подвижная, другая неподвижная. При перемещении обмоток изменяется магнитное поле рассеяния. При увеличении расстояния увеличивается индуктивное сопротивление рассеяния, и ток уменьшается, при уменьшении расстояние уменьшается индуктивное сопротивление, и ток растет. При этом вторичное напряжение холостого хода практически остается почти неизменным. При большом раздвижении обмоток для получения малых токов надо увеличивать длину и массу магнитопровода. Для расширения возможности регулирования тока без увеличения массы магнитопровода применяют плавно-ступенчатое регулирование. В переносных трансформаторах ТД-102 и ТД-306 с номинальными токами соответственно 160 и 250 А подвижной является первичная обмотка, а вторичная неподвижно закреплена у верхнего ярма магнитопровода (рис. 1, а). При больших токах катушки первичной обмотки включены последовательно, а вторичной обмотки — параллельно (положение 1); при переходе на малые токи одна катушка вторичной обмотки отключается (положение 2).
В передвижных сварочных трансформаторах ТД-300 и ТД-500 с номинальными токами соответственно 315 и 500 А подвижными являются вторичные катушки, а неподвижными — первичные, которые закреплены у нижнего ярма магнитопровода (рис. 1, б). Для работы на больших токах витки первичной, а также вторичной обмоток соединяются параллельно (положение /); для перехода на малые токи витки обмоток соединяются последовательно (положение 2), при этом часть витков первичной обмотки отключается, что приводит к некоторому повышению напряжения холостого хода и, как следствие, улучшению стабильности дуги на малых токах.
Трансформаторы ТД-502 для токов до 500 А снабжены встроенными конденсаторами мощности, улучшающими коэффициент мощности ![]() . Трансформаторы ТД-500-4 дополнительно снабжены устройством для снижения напряжения холостого хода с 80 до 12 В, что значительно уменьшает возможность поражения током сварщика при смене электродов.
. Трансформаторы ТД-500-4 дополнительно снабжены устройством для снижения напряжения холостого хода с 80 до 12 В, что значительно уменьшает возможность поражения током сварщика при смене электродов.
Трансформаторы серии ТД в настоящее время заменяются трансформаторами серии ТДМ более совершенной конструкции. В них применена холоднокатаная специальная сталь толщиной до 0,35 мм, обеспечивающая более высокие электромагнитные свойства сердечников. Кроме того, использованы новые, более эффективные изоляционные и обмоточные материалы, усовершенствованы переключатели диапазонов сварочного тока и подключение проводов за счет переключателей ножевого типа и штыревых разъемов, улучшены внешний вид и эксцлуатационные характеристики трансформаторов, в частности устранена вибрация, характерная для трансформаторов ТД и других, более ранних серий. Серия ТДМ включает базовые трансформаторы ТДМ-317, ТДМ-401 и ТДМ-503 на токи соответственно 315, 400. и 500 А, а также ряд их модификаций. Трансформаторы серии ТДМ по принципу регулирования, электрической схеме и конструктивному исполнению близки серий ТД.
Для ручной дуговой сварки также используют трансформаторы с развитым магнитным рассеянием и подвижным магнитным шунтом, которые имеют на стержневых магнитопроводах частично разнесенные вторичные обмотки.
Уход за трансформаторами сводится в основном к регулярной проверке сопротивления изоляции, контактов, наблюдению за нагревом обмоток сердечника и его деталей (после отключения трансформатора от сети). Необходимо часто смазывать регулировочный механизм, удалять грязь с рабочих частей трансформатора. При плохом уходе слой грязи может достигнуть большой толщины, что нарушит охлаждение и приведет к перегреву обмоток, а это вызовет замыкание токоведущих частей на корпус. Наиболее опасна грязь, содержащая металлическую пыль.
Плохие контакты, особенно в сварочной цепи, вызывают большие падения напряжения и недопустимые перегревы. Значительное число сварочных трансформаторов выходит из строя из-за небрежного подключения сварочного кабеля к зажимам и нерегулярного наблюдения за состоянием его контактов.
Трансформаторы с нормальным магнитным рассеиванием
Сварочные трансформаторы с нормальным магнитным рассеянием и дросселями, имеющими воздушный зазор СТЭ-24 и СТЭ-34, были обычными понижающими трансформаторами с жесткой характеристикой, а для создания падающей характеристики они комплектовались отдельными дросселями — проволочными катушками со стальными сердечниками, имеющими большое индуктивное сопротивление; эти трансформаторы использовались в начальный период развития сварки. Регулирование величины тока осуществлялось изменением воздушного зазора k путем передвижения подвижной части дросселя. Были также распространены трансформаторы со встроенным дросселем серии GTH, предложенные академиком В. П. Никитиным для ручной сварки, и трансформаторы серии ТСД для механизированной сварки на больших токах, имеющие дистанционное управление током путем включения с пульта управления механизма перемещения подвижной части дросселя и изменения воздушного зазора ![]() Однако трансформаторы со встроенным дросселем серии СТН подвержены сильной вибрации и в настоящее время не применяются. Мощные трансформаторы ТСД-1000-3 и ТСД-2000-2 еще используются для автоматизированной сварки под флюсом, но промышленностью уже не выпускаются.
Однако трансформаторы со встроенным дросселем серии СТН подвержены сильной вибрации и в настоящее время не применяются. Мощные трансформаторы ТСД-1000-3 и ТСД-2000-2 еще используются для автоматизированной сварки под флюсом, но промышленностью уже не выпускаются.
Регулировка сварочного тока
Величину сварочного тока регулируют путем изменения воздушного зазора между передвижной и неподвижной частями магнитопровода. При увеличении воздушного зазора магнитное сопротивление магнитопровода увеличивается, магнитный поток соответственно уменьшается, а, следовательно, уменьшается индуктивное сопротивление катушки и увеличивается сварочный ток. При полном отсутствии воздушного зазора дроссель можно рассматривать как катушку на железном сердечнике; в этом случае величина тока будет минимальной. Следовательно, для получения большей величины тока воздушный зазор можно увеличить (рукоятку на дросселе вращать по часовой стрелке), а для получения меньшей величины тока зазор уменьшить (рукоятку вращать против часовой стрелки).
Регулирование сварочного тока рассмотренным способом позволяет настраивать режим сварки плавно и с достаточной точностью.
Однопостовые сварочные трансформаторы
Однопостовые трансформаторы, предназначены для ручной дуговой сварки покрытыми электродами и для механизированной сварки под флюсом. Требования к их конструкции и техническим характеристикам изложены в ГОСТ 95-77 «Трансформаторы однофазные однопостовые для ручной дуговой сварки» и ГОСТ 7012-77 «Трансформаторы однофазные однопостовые для автоматической дуговой сварки под флюсом».
Трансформаторы должны обеспечивать легкое зажигание и устойчивое горение дуги при использовании электродов с высокими стабилизирующими свойствами, предназначенных специально для сварки на переменном токе. Если использовать другие электроды, например, с фтористо-кальциевым покрытием, то сварочные свойства трансформатора становятся неудовлетворительными, особенно при токе ниже 100 А. Вообще низкая устойчивость горения дуги переменного тока является типичным недостатком сварочных трансформаторов.
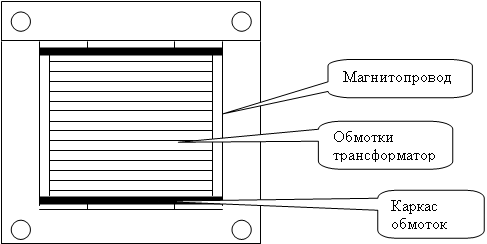
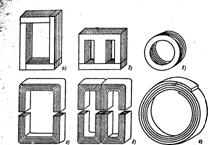
Устройство однопостового сварочного трансформатора с подвижными обмотками приведено на рисунке 2.
Рис. 2.

Виды сварочных трансформаторов.
В зависимости от электромагнитной схемы и способа регулирования различают следующие конструкции:
Трансформаторы амплитудного регулирования с нормальным рассеянием:
а) с дросселем с воздушным зазором,
б) с дросселем насыщения.
Трансформаторы амплитудного регулирования с увеличенным рассеянием:
а) с подвижными обмотками,
б) с подвижным магнитным шунтом,
в) с подмагничиваемым шунтом,
г) с реактивной обмоткой,
д) с разнесенными обмотками,
е) с конденсатором,
ж) с импульсным стабилизатором.
Трансформаторы фазового регулирования (тиристорные):
а) с импульсной стабилизацией,
б) с подпиткой.
Трансформаторы с отдельным дросселем
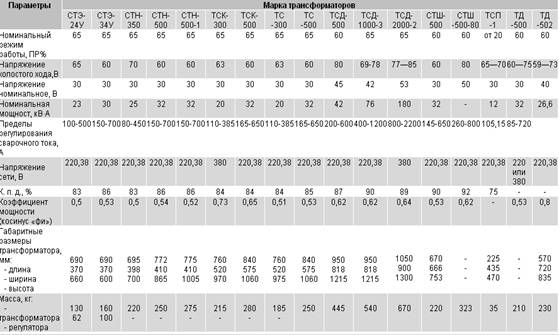
Жесткая внешняя характеристика такого сварочного трансформатора получается за счет незначительного магнитного рассеяния и малого индуктивного сопротивления обмоток трансформатора. Падающие внешние характеристики создаются дросселем, имеющим большое индуктивное сопротивление. Технические данные трансформаторов СТЭ-24У и СТЭ-34У с дросселями приведены в таблице.
Трансформаторы с магнитными шунтами
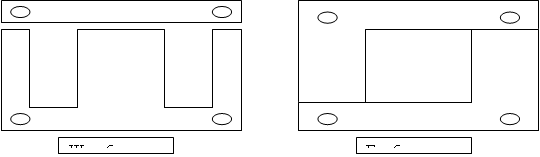
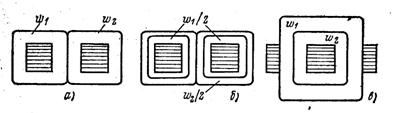
Принцип действия трансформатора рассмотрим по рис.3. Он имеет неподвижные первичную 1 и вторичную 2 обмотки, стержневой магнитопровод 3 и подвижный магнитный шунт 4. Каждая обмотка имеет по две катушки, размещённые на разных стержнях. Потоки рассеяния Ф1р и Ф2р замыкаются через магнитный шунт. Падающая характеристика у трансформатора с магнитным шунтом получается благодаря увеличеному рассеянию, вызваному размещением первичной и вторичной обмоток на значительном расстоянии друг от друга и наличием магнитного шунта.
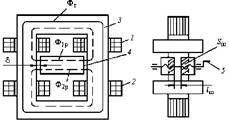
Рис. 3. Конструктивная схема трансформатора с подвижным магнитным шунтом
Регулирование режима в трансформаторе с магнитным шунтом осуществляется: плавно-перемещением магнитного шунта, ступенчато- переключением обмоток и изменением степени разнесения обмоток по стержням.
Графическая часть. Схема сварочного трансформатора с нормальным магнитным током.
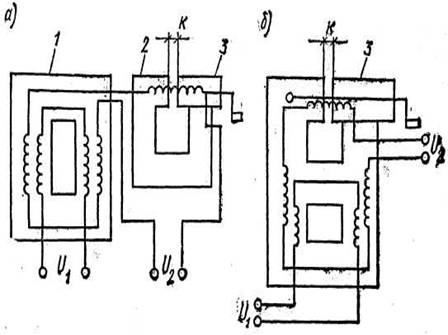
Трансформатор с нормальным магнитным рассеиванием
а —с дросселями, имеющими воздушный зазор; б — с встроенным дросселем; 1 — понижающий трансформатор; 2 — дроссель; 3 — подвижная часть дросселя
Список использованной литературы.
1. Алексеев Е. К., Мельник В. И. Сварка в промышленном строительстве. — Μ .· Стройиздат, 1997. — 377 с.
2. Алешин Н. Пм Щербинский В. Г. Контроль качества сварочных работ. — М.: Высш. школа, 1996. — 167 с.
3. Безопасность производственных процессов/Под ред. С. В. Белова — М.: Машиностроение, 2005. — 448 с.
4. Блинов As H.t Лялин К. В- Организация и производство сварочно-монтажных работ, — М: Стройиздат, 1998. — 343 с.
5. Думов С. И. Технология электрической сварки плавлением.— Л.: Машиностроение, 2000. — 468 с.
Похожие работы
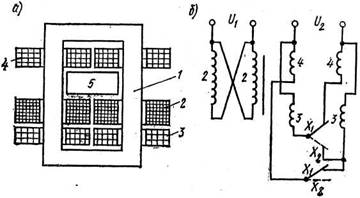
... подвижным магнитным шунтом а — схема конструкции; б — электрическая схема; U1 — первичное напряжение сети; U2 — вторичное напряжение холостого хода; 1 — стержни; 2—4 —обмотки; 5 —магнитный шунт Сварочные трансформаторы с нормальным магнитным рассеянием и дросселями, имеющими воздушный зазор СТЭ-24 и СТЭ-34 (рис. 4.5, а), были обычными понижающими трансформаторами с жесткой характеристикой, а для ...
... поворачивать изделия, имеющие нецилиндрическую форму, вращать вокруг своей осевой линии. Кантователи могут использоваться ручные либо на основе электроприводов, в зависимости от сложности работы. Другим важным оборудованием в сварочных процессах является манипулятор. С его помощью изделия устанавливают под нужным углом, а также поворачивают в требуемую позицию. С помощью манипуляторов ...
... её расконсервацию спиртово-щелочным раствором. - Проверить горелку на комплектность. - Проверить, имеется ли на данную горелку паспорт-сертификат, в котором содержатся сведения о её мощности и т.д.) Безопасность подготовки горелки заключается в её последовательности. 1- Продувка ствола горелки (до сборки) 2- Соединение ствола с наконечником 3- Проверка разряжения 4- Установка рабочего ...
... и электрической связью(со связанными обмоками) 9. В зависимости от конструкции обмотки: - катушечные - галетные - тороидальные 10. В зависимости от конструкции всего трансформатора - открытые - капсулированные - закрытые 11. В зависимости от назначения: - выпрямительные - накальные - анодно-накальные и т.д. 12. В зависимости от рабочей частоты трансформаторы ...
0 комментариев