Навигация
Технология и оборудование сварочных работ
58600
знаков
0
таблиц
0
изображений
Введение
Сварка — процесс получения неразъёмного соединения посредством установления межатомных связей между свариваемыми частями при их местном или общем нагреве, или пластическом деформировании, или совместном действии того и другого. Обычно применяется для соединения металлов, их сплавов или термопластов, а также в медицине.
Для производства сварки используются различные источники энергии: электрическая дуга, газовое пламя, лазерное излучение, электронный луч, трение, ультразвук. Развитие технологий позволяет в настоящее время осуществлять сварку не только на промышленных предприятиях, но и на открытом воздухе, под водой и даже в космосе. Производство сварочных работ сопряжено с опасностью возгораний, поражений электрическим током, отравлений вредными газами, облучением ультрафиолетовыми лучами и поражением глаз.
ГОСТ 19521-74[2] устанавливает классификацию сварки металлов по основным физическим, техническим и технологическим признакам.
Физические признаки, в зависимости от формы энергии, используемой для образования сварного соединения, подразделяются на три класса:
Термический класс: виды сварки, осуществляемые плавлением с использованием тепловой энергии. Термомеханический класс: виды сварки, осуществляемые с использованием тепловой энергии и давления. Механический класс: виды сварки, осуществляемые с использованием механической энергии и давления. К техническим признакам относятся: способ защиты металла в зоне сварки, непрерывность сварки, степень механизации сварки. Технологические признаки установлены ГОСТ 19521-74 для каждого способа сварки отдельно
Электродуговая сварка
Источником теплоты является электрическая дуга, возникающая между торцом электрода и свариваемым изделием при протекании сварочного тока в результате замыкания внешней цепи электросварочного аппарата. Сопротивление электрической дуги больше, чем сопротивление сварочного электрода и проводов, поэтому бо́льшая часть тепловой энергии электрического тока выделяется именно в плазму электрической дуги. Этот постоянный приток тепловой энергии поддерживает плазму (электрическую дугу) от распада.
Выделяющееся тепло (в том числе за счёт теплового излучения из плазмы) нагревает торец электрода и оплавляет свариваемые поверхности, что приводит к образованию сварочной ванны — объёма жидкого металла. В процессе остывания и кристаллизации сварочной ванны образуется сварное соединение.
Основными разновидностями электродуговой сварки являются: ручная дуговая сварка, сварка неплавящимся электродом, сварка плавящимся электродом, сварка под флюсом, электрошлаковая сварка.
Сварка неплавящимся электродом
В англоязычной литературе известно как en:gas tungsten arc welding (GTA welding, TGAW) или tungsten inert gas welding (TIG welding, TIGW), в немецкоязычной литературе — de:wolfram-inertgasschweißen (WIG).
В качестве электрода используется стержень, изготовленный из графита или вольфрама, температура плавления которых выше температуры, до которой они нагреваются при сварке.
Сварка чаще всего проводится в среде защитного газа (аргон, гелий, азот и их смеси) для защиты шва и электрода от влияния атмосферы, а также для устойчивого горения дуги.
Сварку можно проводить как без, так и с присадочным материалом. В качестве присадочного материала используются металлические прутки, проволока, полосы.
Сварка плавящимся электродом
В англоязычной иностранной литературе именуется как en:gas metal arc welding (GMA welding, GMAW), в немецкоязычной литературе — de:metallschutzgasschweißen (MSG). Разделяют сварку в атмосфере инертного газа (metal inert gas, MIG) и в атмосфере активного газа (metal active gas, MAG).
В качестве электрода используется металлическая проволока, к которой через специальное приспособление (токопроводящий наконечник) подводится ток. Электрическая дуга расплавляет проволоку, и для обеспечения постоянной длины дуги проволока подаётся автоматически механизмом подачи проволоки. Для защиты от атмосферы применяются защитные газы (аргон, гелий, углекислый газ и их смеси), подающиеся из сварочной головки вместе с электродной проволокой. Следует заметить, что углекислый газ является активным газом — при высоких температурах происходит его диссоциация с выделением кислорода. Выделившийся кислород окисляет металл. В связи с этим приходится в сварочную проволоку вводить раскислители (такие, как марганец и кремний). Другим следствием влияния кислорода, также связанным с окислением, является резкое снижение поверхностного натяжения, что приводит, среди прочего, к более интенсивному разбрызгиванию металла, чем при сварке в аргоне или гелии.
Ручная дуговая сварка
В англоязычной литературе именуется en:shielded metal arc welding (SMA welding, SMAW) или manual metal arc welding (MMA welding, MMAW).
Для сварки используют электрод с нанесённым на его поверхность покрытием (обмазкой).
При плавлении обмазки образуется защитный слой, отделяющий зону сварки от атмосферных газов (азота, кислорода), и способствующий легированию шва, повышению стабильности горения дуги, удалению неметаллических включений из металла шва, формированию шва и т. д. В зависимости от типа электрода и свариваемых материалов электросварка производится постоянным током обеих полярностей или переменным током.
Похожие работы
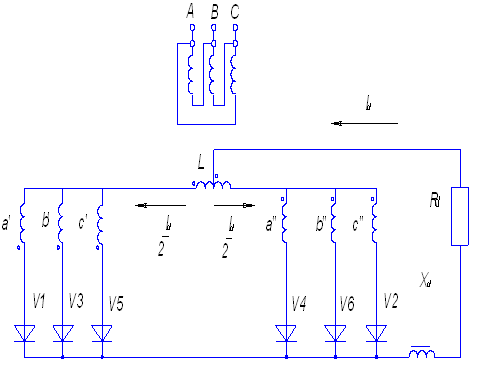
... хода выпрямителя: Udxx0=1,35∙ U2ф =1,35∙68,4=92,3 (В) 1.3. Действующее значение тока вторичных обмоток трансформатора: I2ф= Idн∙0,289=500∙0,289=144,5 (А) выпрямитель катушка трансформатор сварочный 1.4. Расчётное значение тока вторичных обмоток: I2ф расч.=I2ф∙=144,5∙=111,9 (А) 1.5. Коэффициент трансформации: При соединении первичной обмотки в ...
... работы. 33. Электротехнические работы. 34. Особостроительные работы. 35. Монтаж технологического оборудования. 36. Пусконаладочные работы. 3. Выбор методов производства строительно-монтажных работ 3.1 Выбор крана и вспомогательных машин для монтажа конструкций Выбор крана производят в зависимости от объемно-планировочной и ...
... дорогостоящего сварочного оборудования для лучевых и, в первую очередь, лазерных технологий, а также сварочных роботов. На начало века ведущие позиции на мировом сварочном рынке устойчиво занимают страны Западной Европы, США и Япония. Эти страны также составляют ведущую тройку важнейших экономических регионов мира, которые играют определяющую роль в глобализации мировой экономики. Среди них ...
... сварки являются невысокая производительность при использовании ручного варианта. Применение же автоматической сварки не всегда возможно для коротких и разноориентированных швов. 5. Технология ручной сварки неплавящимся электродом в инертных газах Аргонная сварка может быть ручной, когда горелка и присадочный пруток находятся в руках сварщика, и автоматической, когда горелка и ...
0 комментариев