Навигация
Исходные материалы для стеклодувных работ
37127
знаков
1
таблица
1
изображение
10. Исходные материалы для стеклодувных работ
Исходным материалом для всех стеклодувных работ служат специальные стеклянные заготовки, выпускаемые стеклозаводами, — трубки разного диаметра с разной толщиной стенок. Такие трубки называют дротом. К заготовкам относятся стеклянные палочки диаметром от 10 до 20 мм, широкие цилиндры или баллоны диаметром 150—200 мм с разными очертаниями дна и разной длины, капилляры с различной толщиной стенок и разным внутренним диаметром, барометрические трубки внутренним диаметром от 2 до 4 мм, крановые трубки с толщиной стенок 4—5 мм и диаметром до 30 мм, шаровые заготовки в виде колб различной емкости с необработанными горловинами и др.
Стеклянные заготовки тщательно отбраковываются отделом технического контроля предприятия. Однако необходимо знать пороки стеклянных заготовок, которые могут оказаться незамеченными. Кроме того, некоторые из пороков могут появляться в стекле при спаивании стекол между собой, при впаивании металлов в стекло и т. д.
Пузыри в стекле могут быть технологическим браком, а могут и образоваться в результате газовыделения при впаивании металла в стекло, при выгорании загрязнений, попадающих в места спаев, и др.
Пузырь — это полость, заполненная газом. Пузыри могут быть любой формы и размеров, самые мелкие называют «мошкой». В месте, где имеется пузырь, стенки заготовки или спая всегда тоньше. При обработке в пламени горелок заготовка в этом месте может деформироваться или даже прорваться. При проверке на герметичность изделия, в стенке которого есть пузырь, всегда возникает опасность «пробоя» стенок искровым течеискателем. Поэтому заготовки, имеющие включения пузырей, лучше не использовать в работе вовсе. Если это единичный пузырь, то его можно удалить, а затем тщательно проплавить на пламени горелки это место. Изделия, в которых при изготовлении или сборе образовались пузыри, следует отбраковать.
Камни — это всевозможные твердые включения, которые попадают в стекло при его варке. Это могут быть кусочки шихты, огнеупорных материалов печей, включение крупного кварцевого песка и т. д. От камней необходимо освобождаться сразу же, вырезая данный участок заготовки, так как разогреть заготовку на пламени и вытащить камень не всегда удается в связи с большими внутренними напряжениями, возникающими в стекле в месте включения камня.
Крупка — это включение мелких зерен кварцевого песка. Крупка получается при нарушении условий варки стекла, избытке песка в шихте. Стекло с крупкой нельзя применять для стеклодувных работ.
Пена образуется при варке стекла и представляет собой включение большого числа мелких пузырьков. Пену иногда можно наблюдать на поверхности в толще стеклянных заготовок. Стекла с пеной не следует применять.
Свили образуются при варке стекла и проявляются в волнистости и слоистости заготовок. Свили заметны на глаз. Свиль — это стеклообразование, обладающее иными физическими свойствами, отличными от свойств основного стекла. Появление свилей объясняют отклонением в химическом составе стекла или местными перегревами стеклянной массы при варке. Крупные свили называют шлиром. Часто свили нельзя обнаружить невооруженным глазом. В этом случае свили обнаруживают на специальных приборах, просматривая стекло в поляризованном свете.
К недостаткам стеклянных заготовок также относят разностенность, конусность, эллиптичность, прогиб по длине трубок.
11. Отжиг стекла
В стекле при нагревании, охлаждении, механическом воздействии возникают внутренние напряжения. Напряжения могут быть временными и остаточными. Временные напряжения исчезают при охлаждении стекла. Остаточные напряжения остаются в стекле и значительно снижают их характеристики: резко снижается прочность стеклянного изделия, стекло делается неизотропным, т.е. свойства в разных направлениях стеклянной массы делаются разными.
Для ликвидации остаточных напряжений применяют отжиг стекла. Отжиг — это специальная термическая обработка всего стеклянного изделия, заключающаяся в нагревании до такой температуры, при которой частицы стекла становятся подвижными, но стекло еще не размягчается, и медленном охлаждении. Напряжения исчезают тем быстрее, чем меньше вязкость стекла. Например, при вязкости в 1 -1013 — 2,5-1013 П напряжения исчезают за 7—15 мин, а при вязкости в 4-104 П—за 4 ч.
Температуру, соответствующую вязкости 1-1013П, называют верхней температурой отжига. Температуру, соответствующую вязкости около 1015 П, называют нижней температурой отжига. Весь процесс отжига делится на четыре стадии.
Первая стадия — нагревание или охлаждение до температуры отжига. Если изделие имеет комнатную температуру, то его постепенно нагревают, если же оно разогрето выше температуры отжига данного стекла, то его охлаждают до температуры отжига.
Вторая стадия — выдерживание при температуре отжига ±°C до исчезновения напряжений. Чем больше размеры изделия и толщина стенок, тем длительнее выдержка его при температуре отжига.
Третья стадия — медленное охлаждение до нижней температуры отжига. Самое главное — охлаждать с достаточно малой скоростью, чтобы не возникли новые постоянные напряжения.
Верхняя температура отжига молибденового стекла находится при 535—540°С, до этой температуры его нагревают на первой стадии отжига и выдерживают; на третьей стадии это стекло медленно охлаждают до 410°С — нижней температуры отжига.
Четвертая стадия — охлаждение до комнатной температуры. При падении температуры ниже нижней температуры отжига напряжений в изделии не возникает, поэтому охлаждение на данной стадии может проходить с достаточно большой скоростью, практически со скоростью остывания печи.
Скорость нагревания на первой стадии и охлаждения на четвертой определяется размером и толщиной стенок изделий.
Для определения остаточных напряжений в стекле применяют специальные приборы — полярископы, выпускаемые промышленностью.
Отжиг стеклянных изделий проводят в специальных печах; в заводских условиях — это камерные, вагонеточные, муфельные, роликовые, циркуляционные и вертикальные печи. В условиях стеклодувных мастерских для отжига стекол применяют электрические муфельные печи. Контроль и выдержку стекла в определяемом интервале температур осуществляют при помощи регулирующих приборов.
Любая стеклодувная мастерская должна иметь большую печь для отжига крупногабаритных стеклянных изделий и обязательно несколько малых муфельных печей.
Похожие работы
и: - изучить применение, потребительские свойства, классификацию стекла армированного листового; - изучить технологию производства стекла армированного листового; - изучить основные стандарты на стекло армированное листовое. 1. Применение стекла армированного листового в сфере производства и потребления Изделия из листового стекла применяются практически во всех сферах жизни человека. ...

... кастрюль и комплект «Малыш». Посуду из жаростойкого стекла подвергают закалке и не декорируют. Ситалловая посуда белого цвета с гладкой блестящей поверхностью дополнительно украшается рисунками деколи. 1.3. Потребительские свойства стеклянных товаров Потребительские свойства стеклянных изделий обусловливают возможность их использования по назначению, удобство и надежность в эксплуатации, ...
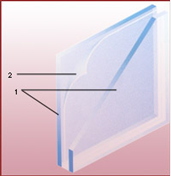
... стихийного бедствия. Бронированное стекло обеспечивает повышенную безопасность здания. Фасадное остекление без бронирования - не безопасно. Как известно, лучше перестраховаться, чем недостраховаться. Бронированное стекло фасадного остекления - это вложение в свободу. Свободу от опасностей. Жизненно необходимо для зданий специального назначения, режимных учреждений, банков, престижных деловых и ...
... их дешевизной, экономической доступностью, высокой химической устойчивостью в наиболее распространенных химических реагентах и газовых средах, высокой твердостью, сравнительной простотой промышленного производства. Боратные стекла. Стеклообразный борный ангидрит легко получается путем простого плавления борной кислоты при 1200-1300оС. Благодаря отличным электроизоляционным качествам и ...
0 комментариев