Навигация
ОБОРУДОВАНИЕ ДЛЯ ДЕРЕВООБРАБОТКИ
39507
знаков
0
таблиц
0
изображений
1.2. ОБОРУДОВАНИЕ ДЛЯ ДЕРЕВООБРАБОТКИ
Деревообрабатывающий станок - это машина для обработки древесины с целью придания ей необходимых размеров и формы. По роду выполняемой работы деревообрабатывающие станки делятся на: дереворежущие, гнутарные, сборочные, для нанесения клея и отделочные.
На дереворежущих станках различными режущими инструментами от древесины отделяется некоторая часть с целью получения заготовок, деталей или изделий заданных размеров и форм с поверхностями требуемого качества.
Гнутарные станки придают древесине требуемую форму путем изгиба без нарушения связи между частицами древесины.
На сборочных станках выполняют работы по соединению отдельных деталей в узлы и изделия. К ним относятся станки для сборки деталей, склеивания, соединения шипами, шурупами, нагелями, гвоздями, скобами и т.д.
Станки для нанесения клея оснащены вальцами, покрытыми резиной, или щеточными, дисковыми, роликовыми или впрыскивающими механизмами.
Отделочные станки предназначены для окраски изделий и нанесения на их поверхность декоративных и защитных покрытий, обработки лаковых покрытий (шлифования и полирования). Красители наносятся на станках с вальцами; декоративные, лаковые и защитные покрытия - на специальных лаконаливных машинах, на линиях с применением струйного облива. Для шлифования поверхностей изделий под покрытие лаками служат шлифовальные станки - обычно ленточного типа (многоленточные проходные). Поверхности изделия полируются на станках вальцового типа, а иногда при помощи тампонов. Наиболее производительны при шлифовке станки вальцового типа, у которых вальцы собраны из специальных хлопчатобумажных дисков.
Наиболее распространены в промышленности дереворежущие станки. Резание древесины выполняется распиливанием, фрезерованием, строганием, сверлением, долблением, точением, лущением и шлифованием.
Распиливание выполняется пилами, совершающими возвратно-поступательное, вращательное или прямолинейное движение.
Фрезерование осуществляется вращающимися резцами (прямолинейными ножами или фасонными фрезами).
Cтрогание производится на строгальных станках, у которых режущие ножи установлены неподвижно (движется заготовка) или совершают возвратно-поступательное движение и срезают тонкий поверхностный слой древесины.
Сверление и долбление выполняются специальными сверлами на сверлильных, сверлильно-пазовальных и долбежных станках. Долбление обычно производится долбежным инструментом для образования в древесине отверстий, главным образом для шиповых соединений.
В процессе точения стружка равномерной толщины срезается с поверхности вращающегося тела.
Лущение представляет собой развертку цилиндра по спирали в тонкую ленту (шпон). Лущение аналогично точению при радиальной подаче, но сопровождается обжимом стружки (шпона) и производится после предварительного пропаривания обрабатываемой древесины.
При шлифовании древесины роль резцов выполняют зерна абразивных материалов.
Для дереворежущих станков (особенно круглопильных, ленточнопильных, фрезерных, шлифовальных) характерны высокие скорости резания (20-60 м/сек), а иногда 100 м/сек и более. В связи с большими скоростями резания рабочие валы многих типов станков имеют частоту вращения 3 - 6 тыс. об/мин, а копировально-фрезерных станков - до 30 тыс. об/мин.
Станки с возвратно-поступательным движением инструмента (лесопильные рамы, фанерострогальные и некоторые др.) имеют небольшую скорость резания (не превышающую 7-8 м/сек.).
Большинство станков снабжено индивидуальными электроприводами мощностью от 0,5 до 200 кВт. На современных станках и автоматических линиях широко используются гидро- и пневмоприводы, фотореле, ток повышенной частоты (100-400 Гц), дистанционное управление.
Переработка отходов называется дроблением. Она осуществляется в дробильных или рубильных станках роторного и дискового типов с целью получения из кусковых отходов деревообрабатывающих производств (реек, горбылей и т.д.) технологической щепы для целлюлозных предприятий. На таких станках кусковые отходы дробятся ножами, установленными на валу, или металлическими планками, закрепленными на вращающемся роторе станка.
Кстати, стружка не, всегда, является отходом производства. Иногда она может быть продукцией (например, шпон при лущении и тонкая дощечка при безопилочном резании). Бесстружечное резание происходит при раскалывании (дровокольные станки), разрезании шпона (ножницы), вырезании штампами (шпонопочиночные станки), дроблении (дробильные и рубительные станки).
Комбинированные станки имеют несколько установленных на общей станине шпинделей, каждый из которых может работать независимо от других, а универсальные снабжены одним шпинделем, на котором попеременно укрепляют различные инструменты.
Отдельную группу составляют многооперационные автоматы и полуавтоматы, агрегатные станки, автоматические линии и станки-комбайны, выполняющие (одновременно или последовательно) несколько операций на обрабатываемой детали. Автоматические линии широко распространены на крупных специализированных предприятиях.
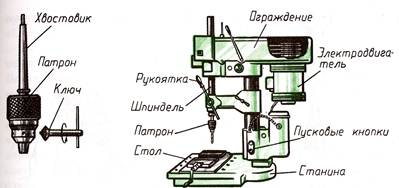
Шпиндель - это рабочий вал станка. На шпинделе закрепляется инструмент (фреза, сверло, шлифовальный круг и т.п.) или обрабатываемое изделие. К шпинделю предъявляются высокие требования по точности вращения, существенно влияющей на точность обработки. Поэтому его устанавливают на подшипниках качения высокого класса точности или подшипниках скольжения, а особо быстроходные шпиндели внутришлифовальных станков (частота вращения до 100 тыс. об/мин) - на подшипниках скольжения с воздушной смазкой. Привод шпинделя осуществляется через зубчатую или ременную передачу, а также непосредственно от встроенного электродвигателя или воздушной турбинки.
Как правильно выбрать станок для деревообработки?
Следует обратить внимание не только на его характеристики, но и на наличие гарантийного срока, возможность проведения пусконаладочных работ, а также надежность и ремонтопригодность станка.
Также необходимо подойти к этому решению с экономической точки зрения: насколько быстро он может окупиться. Следует учесть и то, какое сырье будет использоваться, бревна какого диаметра предполагается распиливать.
Если вы намерены использовать сырье диаметром 50 - 80 см, то можно выбрать ленточнопильный станок. Но для распиливания бревен хвойной породы до 1200 мм в диаметре будет смысл выбрать круглопильный станок. Если нужно пилить дуб, лиственницу или палиссандр, то круглопильный станок не подойдет. Дело в том, что это очень дорогое сырье, а при работе на круглопильных станках образуется большое количество опилок.
В качестве режущего инструмента как в ручных электропилах, так и на деревообрабатывающих станках служат цепь, пильный диск и полотно пилы (на пилораме). Тип резца и определяет сферу применения различных видов оборудования.
Цепная пила предназначена для поперечной распиловки круглого леса, брусьев и толстых досок. Режущий инструмент в этих пилах - пильная цепь, приводимая в движение от звездочки через редуктор и электродвигатель.
Дисковые пилы наиболее популярны для использования не только в строительстве, но и в бытовых целях. Дисковыми электропилами можно распиливать древесину вдоль и поперек волокон, выбирать четверти, зарезать шип и гребни.
У круглопильных лесопильных установок более низкое энергопотребление, чем у пилорам. Для их эксплуатации не требуется массивный фундамент и есть возможность индивидуального раскроя каждого бревна. Комплексы с использованием данного оборудования имеют достаточно высокую производительность.
Но есть и недостатки: возникает вопрос о необходимости утилизации отходов, так как ширина пропила дисковыми пилами составляет 6-7 мм, поэтому образуется большое количество опилок, как и у рамных пил. Кроме того, стоимость самих станков да и дисковых пил к ним довольно высока! Заточку пил может производить только высококвалифицированный персонал.
Каковы особенности применения пилорамы?
Пилорама предназначена для продольной распилки бревен и брусьев различных пород древесины на пиломатериалы. Распиловка бревен осуществляется возвратно-поступательным перемещением пильной рамки с укрепленным на ней поставом (набором) пил по направляющим. Движение к пильной рамке передается от главного вала шатуном. Пилорама может применяться как станок первого ряда в лесопильных цехах большой мощности, так и на малых производствах.
Пилорамы требуют устройства массивного фундамента, имеют высокое энергопотребление, низкий коэффициент выхода готовой продукции, большое количество отходов, необходимость сортировки пиловочника по диаметру. Поэтому, как правило, на базе этого оборудования создаются стационарные лесопильные комплексы с подъездными путями, оборудованные грузоподъемными механизмами, сортировочными площадками, занимающими большую площадь, мощными бревнотасками, площадками для сортировки и упаковки готовой продукции, оборудованием для удаления, временного хранения и утилизации отходов.
Но хорошая производительность компенсирует все первоначальные затраты. Есть у пилорам и другие положительные стороны. Самая главная - неприхотливость в работе. Станки работают в неотапливаемых цехах, сараях. Обслуживать пилораму очень просто, и практически в любой местности можно найти человека, который имеет представление о пилорамах и может на ней работать.
Пилорамы с лентами шириной 35-50 мм наиболее популярны у потребителя, так как эти пилы относительно недороги, имеют производительность 8-12 куб.м пиловочника в смену. Рассчитаны на профессиональную распиловку и работу с крупномерным пиловочником (800-1000 мм). Они бывают горизонтальными, вертикальными, либо с расположением ленточнопильного станка под углом. Их обслуживание сводится к своевременной заточке и периодической разводке зубьев. Выполнение данных операций не требует специальной квалификации персонала.
Ленточная технология как нельзя лучше подходит тем, кто делает первые шаги в лесопильном бизнесе. Относительная простота в освоении и эксплуатации, возможность поэтапного развития производства создают хорошие условия для старта. Купив только один ленточный станок, можно получать обрезную доску экспортного качества.
Данная технология незаменима при глубокой обработке древесины с получением точных по геометрии заготовок для клееного бруса, щита и мебельных заготовок.
Особенно заметно преимущество ленточных станков при распиловке крупномерного пиловочника. Появляется возможность обрабатывать бревна диаметром 70-80 см и более, что принципиально для тех, кто пилит ценную твердую древесину.
Итак, основные преимущества ленточной технологии следующие:
· за счет тонкого (1,5-2 мм) и гладкого пропила значительно снижается количество опилок;
· повышается выход продукции (до 75-80%);
· жесткая и надежная режущая головка не требует дополнительных регулировок и обеспечивает точность пропила и строгое соблюдение геометрических параметров доски, что позволяет уменьшить допуски.
Главное требование - работа одной лентой не более 1,5-2 ч. По рекомендации всех производителей ленточных пил требуется через 2 ч работы поменять ленту, независимо от того, затупилась она или нет. Одна лента при нормальном уходе (вовремя и правильно заточенная и разведенная) обрабатывает 60-80 куб.м пиловочника.
Невозможно однозначно ответить! Приверженцы ленточного пиления главным недостатком дискового станка называют большую толщину пропила (до 8 мм!) и небольшой (до 300 мм) диаметр пиления. Эти цифры далеки от реальных. На самом деле толщина диска большого (1000 мм) диаметра составляет 3,6-4,2 мм. Развод составляет 0,4-0,5 мм на сторону. В итоге пропил составляет 4,4-5,2 мм, что довольно много по сравнению с лентой, но никак не 8 мм! Максимальная высота пропила на диске 1200 мм составляет 480 мм, что соответствует диаметру бревен 600 мм.
А теперь главный аргумент в пользу дискового пиления - большие скорости подачи пиломатериала на пилу. У ленточного станка с узкой лентой скорость не может быть больше 0,25 м/сек и один проход каретки на 6-метровом бревне производится в среднем за 30-40 сек. На станках с широкой пилой данный показатель лучше, скорость подачи достигает 0,5 м/сек и один проход осуществляется за 12-24 секунд. На диске продольная подача может достигать 1,5 м/сек! Один проход может осуществляться за 4-6 сек!
При достаточно высокой стоимости пил (от 450 до 1200 долл.), одной пилы хватает на 1,5-2 года работы. Но 1 раз в 2-3 недели пила требует специальной подготовки (проковка, вальцовка и т.п.), которую, как правило, делают в мастерской. Например, из Карелии пилы отправляют на подготовку в Финляндию. Сразу возникает вопрос: а на каком расстоянии от вас находится такая мастерская?
В то же время производительность ленточнопильного станка, например, НР-99 по обрезному пиломатериалу составляет 10-12 куб.м в смену, что вполне соизмеримо с производительностью дисковых станков. Но подготовка инструмента требует от заточника гораздо меньшей квалификации, да и стоимость пил в 10 раз меньше. Согласитесь, если рабочий испортит пилу стоимостью 30 долл., это меньшая потеря, чем пила за 500 долл.
Похожие работы
... », изучили современные проблемы технологического образования, этапы становления технологического образования в России, проанализировали раздел «Технология обработки металлов » в 5 классе, а так же учебники и учебные пособия по Технологии, дали необходимые рекомендации для их использования в обучении. 2. Методика организации работы по разделу «Технология обработки древесины» в 5 классе 2.1 ...
... труда. В связи с этим предусмотрено усиление связи школы с миром труда. 1.4 Содержание технологического образования школьников (анализ раздела, программы и учебников по теме «Элементы машиноведения» 7 класс) Закон «Об образовании», принятый в России в 1992 г., был нацелен на будущее общества и утверждал, что содержание образования должно обеспечивать: формирование у учащихся адекватной ...
... . Структура дипломной работы: дипломная работа состоит из введения, 2 глав, заключения, библиографического списка, приложения. Глава I. Теоретические основы научно-технического творчества в системе технологической подготовки Творчество - проблема XX века и одна из ключевых проблем современной педагогики. Ее актуальность обусловлена двумя главными чертами: социальным заказом на воспитание ...
... учащихся, а также о самопознании (собственной личности и деятельности). 2. Проектировочный компонент включает в себя представления о перспективных задачах обучения и воспитания, а также о стратегиях и способах их достижения. Анализ и самоанализ педагогической деятельности также входят в состав этого компонента. 3. Конструктивный компонент — это особенности конструирования педагогом собственной ...
0 комментариев