Навигация
ТЕХНОЛОГИЯ ЖГУТОВОГО МОНТАЖА
14875
знаков
2
таблицы
7
изображений
2. ТЕХНОЛОГИЯ ЖГУТОВОГО МОНТАЖА
Конструкции жгутов определяются особенностями конструкций аппаратуры и требованиями к обслуживанию. Жгуты делятся на межблочные и внутриблочные, которые, в свою очередь подразделяются на простые (прямые) (а), с ответвлениями (б), сложные (в), с замкнутыми ветвями (г) (рис.7).
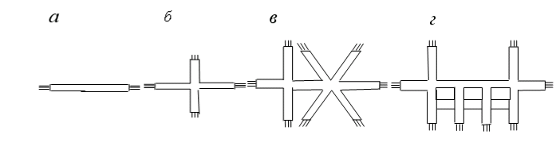
рис.7. Виды жгутов
В зависимости от конструкции жгута для его изготовления применяют плоские и объемные шаблоны. Плоский шаблон представляет собой основание из изоляционного материала, на котором нанесен рисунок жгута и в соответствии с трассировкой расположены металлические шпильки, на которые надеты изоляционные трубки (рис.8). Для фиксации концов проводов предусмотрены специальные зажимы. Между шпильками производят укладку монтажных проводов.
Повышение производительности изготовления жгутов и исключение ошибок монтажа достигают применением электрофицированных шаблонов, в которых концы монтажных проводов фиксируются специальными зажимами, электрически связанными с сигнальными лампочками. Лампочки и зажимы коммутированы таким образом, что при правильной укладке и фиксации провода загораются поочередно лампочки 1-й, затем 2-й трассы и т.д. Провод прокладывается по трассе шаблона, лампочки при этом гаснут, а загорается красная контрольная лампочка, подтверждающая правильность укладки.
Первоначально разработку конструкции жгута осуществляют на макете. Укладывают провода согласно монтажной или принципиальной схеме, концы проводов маркируют с двух сторон бирками с указанием номера трассы (1-2; 1-6; 3-5 и т. д.), после чего измеряют их длину и заносят данные в таблицу монтажных соединений.
Таблица 1 - Таблица монтажных соединений
| N провода | Марка провода | Сечение провода, мм | Длина провода, мм | Трасса соединений |
| 1-2 | МГШВ | 0,5 | 30 | 1Р2-2Ш1 |
| 1-3 | БПВЛ | 1,0 | 160 | 2Р2-3Ш1 |
| 1-4 | ѕѕ//ѕѕ | ѕѕ//ѕѕ | 250 | 5Р2-5Ш1 |
| 1-5 | ѕѕ//ѕѕ | ѕѕ//ѕѕ | 290 | 4Р2-6Ш2 |
При раскладке жгутов соблюдают следующие правила:
- экранированные провода должны быть внутри жгута, поэтому с них начинают раскладку;
- внутри жгута укладывают короткие провода малых сечений;
- длинные провода укладывают снаружи с образованием лицевой стороны;
- шаг вязки жгутов t выбирают в зависимости от сечения жгута, числа проводов n и диаметра жгута по табл. 2;
– концы жгута должны иметь бандажи и оконечные узлы;
– для защиты от механических повреждений жгут по всей длине или на отдельных участках обматывают изоляционной лентой;
– жгут на каркасе крепят металлическими скобками с установкой под ним изоляционных трубок или прокладок из лакоткани (длина закрепления 150-200 мм );
– отверстия в каркасе, через которые проходят жгуты, должны иметь закругленные кромки и резиновые втулки;
– при пайке проводов жгута обязательно применяют их механическое крепление на контактных лепестках, путем продевания в отверстие лепестка и загибки.
Таблица 2 - Шаг вязки жгутов
| Сечение провода менее 0,33 мм2 | Сечение провода более 0,33 мм2 | ||
| n, шт | t, мм | n, шт | t, мм |
| 5 | 5-10 | 10 | 15-20 |
| 5-15 | 10-12 | 11-30 | 8-30 |
| 16-20 | 13-18 | >30 | 30-40 |
| >20 | 25 | ||
Если аппаратура предназначена для работы в условиях тряски и вибрации, концы проводов огибают вокруг лепестков на 1-2 оборота и обжимают. Запрещается паять незакрепленные концы (встык и внахлестку). Для большинства монтажных соединений, допускающих нагрев до 280°С применяется припой ПОС-40, для наиболее ответственных соединений применяют припой ПСр 2,5, который содержит 2,5% Ag, 5,5% Sn и 92% Pb и имеет температуру кристаллизации 305°С. Для пайки проводов, допускающих нагрев до 230°С применяют припой ПОС-61.
Для снижения трудоемкости процесс вязки жгутов механизируют, используя пневматические пистолеты. Автоматизация процесса вязки осуществляется на специальных станках, автоматах или полуавтоматах, управляемых с ЭВМ. Для механизации операций изготовления жгута в условиях серийного производства используют конвейерные линии. В этом случае технологический процесс разбивают на ряд простых операций, например, на одном рабочем месте осуществляют раскладку проводов одного сечения и марки. Такт работы составляет 5-7.5 с. Конвейер для изготовления жгутов замкнут в горизонтальной плоскости и транспортирует шаблоны с помощью тележек. Он оснащается пистолетами для вязки жгутов, приспособлениями для снятия изоляции и лужения.
Для раскладки жгутов разработан автомат с программным управлением модели KL-327, выполняющий следующие операции: выбор провода и подготовку его к раскладке по расцветке и сечению; крепление начала проводника обмоткой вокруг шпильки на шаблоне; раскладку провода; обрезку провода.
Автомат раскладывает провода марки МГШВ сечением до 0,5 мм2 со скоростью 10 м/мин. Наибольшее количество раскладываемых цепей - 102 шт., габариты жгутов - до 1000*400 мм.
Для изготовления жгутов используют РТК, которые включают: робот-манипулятор (РМ-01), универсальный шаблон, сменную оснастку робота: схваты, механизм раскладки провода. Средняя скорость укладки проводов не менее 0,25 м/с.
СПИСОК ИСПОЛЬЗОВННЫХ ИСТОЧНИКОВ:
1. Гелль П.П., Иванов-Есипович Н.К. Конструирование и микроминиатюризация радиоэлектронной аппаратуры: Учебник для вузов. - Л.: Энергоатомиздат, Ленингр. отд. - 2004. - 536 с.
2. Каленкович Н.И., Фастовец Е.П., Шамгин Ю.В. Механические воздействия и защита РЭА. Учебное пособие для вузов. - Мн.: Вышэйшая школа, 2001.
3. Ненашев А.П. Конструирование радиоэлектронных средств: Учеб. для радиотехнич. спец. вузов – М.: Высш.шк., 2000. – 432 с.
4. Норенков И.П. Основы автоматизированного проектирования: Учеб. для вузов. – М.: Изд-во МГТУ им. Н.Э.Баумана, 2000. – 360 с.
5. Соломахо В.Л., Томилин Р.И., Цитович Б.В., Юдовин Л.Г. Справочник конструктора-приборостроителя. - Мн.: Выш. школа, 2003. - 272 с.
6. Справочник конструктора РЭА: Компоненты, механизмы, надежность/ Н.А. Барканов, Б.Е. Бердичевский, П.Д. Верхопятницкий и др. Под ред. Р.Г. Варламова. - М.: Радио и связь, 2005. - 384 с.
7. Справочник конструктора РЭА: Общие принципы конструирования / Под ред. Р.Г. Варламова. - М.: Сов. радио, 2000.
Похожие работы

... уделяется внедрению новой техники и технологий, развитию новых дополнительных услуг, а также эффективному использованию рабочего времени и фонду заработной платы. 3. Пути совершенствования оплаты труда 3.1 Подходы к оптимизации системы оплаты труда на предприятии РУП "Белтелеком" Основная задача организации оплаты труда состоит в том, чтобы поставить оплату труда в зависимость от его ...
... сборки и маршрутные карты приведены в приложении. 9. ТЕХНИКО-ЭКОНОМИЧЕСКОЕ ОБОСНОВАНИЕ 9.1 Краткая экономическая характеристика проектируемого устройства Разрабатываемое в дипломном проекте устройство представляет собой блок обмена сообщениями аналоговой ЭАТС. В развитых зарубежных странах широкое применение нашли аналоговые ЭАТС типа IBM 1750 (США), DST1 (Италия), ЕК-50 (Япония), АТС 501 ...
0 комментариев